Potrebbero piacerti anche
- Manual Pizzas BPM - HysDocumento35 pagineManual Pizzas BPM - HysRodrigo Flores50% (2)
- Obtención de Productos para Pastelería. Grupo 6 PDFDocumento15 pagineObtención de Productos para Pastelería. Grupo 6 PDFjuditca4Nessuna valutazione finora
- Practica 1.Documento10 paginePractica 1.Armando MirandaNessuna valutazione finora
- Método de Inspección VisualDocumento6 pagineMétodo de Inspección VisualJanstian GuizaoNessuna valutazione finora
- U2-Inv 2 Inteligencia ArtificialDocumento10 pagineU2-Inv 2 Inteligencia ArtificialArmando MirandaNessuna valutazione finora
- Inteligencia Artificial Tarea #3 InvestigacionDocumento6 pagineInteligencia Artificial Tarea #3 InvestigacionArmando MirandaNessuna valutazione finora
- U2-Inv 1 Inteligencia ArtificialDocumento5 pagineU2-Inv 1 Inteligencia ArtificialArmando MirandaNessuna valutazione finora
- Teoria de JuegosDocumento32 pagineTeoria de JuegosArmando MirandaNessuna valutazione finora
- SVM-Aprendizaje máquinas vectores soporteDocumento4 pagineSVM-Aprendizaje máquinas vectores soporteArmando MirandaNessuna valutazione finora
- Inteligencia Artificial Tarea #5Documento5 pagineInteligencia Artificial Tarea #5Armando MirandaNessuna valutazione finora
- Inteligencia Artificial Tarea #2 Linea Del TiempoDocumento5 pagineInteligencia Artificial Tarea #2 Linea Del TiempoArmando MirandaNessuna valutazione finora
- Instrumentacion U 1Documento5 pagineInstrumentacion U 1Armando MirandaNessuna valutazione finora
- Proyecto Final ControlDocumento17 pagineProyecto Final ControlArmando MirandaNessuna valutazione finora
- Practica #11Documento9 paginePractica #11Armando MirandaNessuna valutazione finora
- PRACTICA 2 NeumaticaDocumento13 paginePRACTICA 2 NeumaticaArmando MirandaNessuna valutazione finora
- Tornillo PDFDocumento1 paginaTornillo PDFArmando MirandaNessuna valutazione finora
- Practica Grupal 1Documento5 paginePractica Grupal 1Armando MirandaNessuna valutazione finora
- Tarea Problema Unidad #3Documento11 pagineTarea Problema Unidad #3Armando MirandaNessuna valutazione finora
- ObjetivosDocumento1 paginaObjetivosArmando MirandaNessuna valutazione finora
- Practica #7Documento5 paginePractica #7Armando MirandaNessuna valutazione finora
- Investigacion Taller 2Documento24 pagineInvestigacion Taller 2Armando MirandaNessuna valutazione finora
- Proyecto Final ControlDocumento17 pagineProyecto Final ControlArmando MirandaNessuna valutazione finora
- Isla AlcatrazDocumento4 pagineIsla AlcatrazArmando MirandaNessuna valutazione finora
- Ley de CoulombDocumento1 paginaLey de CoulombArmando MirandaNessuna valutazione finora
- Ejemplos Fagor 8055MDocumento56 pagineEjemplos Fagor 8055MFrank Ortolá SoriaNessuna valutazione finora
- Proyecto Final ControlDocumento17 pagineProyecto Final ControlArmando MirandaNessuna valutazione finora
- Electronica Digital Practica 2Documento5 pagineElectronica Digital Practica 2Armando MirandaNessuna valutazione finora
- Examen DiagnosticaDocumento27 pagineExamen DiagnosticaArmando MirandaNessuna valutazione finora
- Examen DiagnosticaDocumento27 pagineExamen DiagnosticaArmando MirandaNessuna valutazione finora
- Proyecto Final ControlDocumento17 pagineProyecto Final ControlArmando MirandaNessuna valutazione finora
- Proyecto Final ControlDocumento17 pagineProyecto Final ControlArmando MirandaNessuna valutazione finora
- Examen ElectroDocumento3 pagineExamen ElectroArmando MirandaNessuna valutazione finora
- Prgc-00-Procedimiento de Elaboracion y Control de DocumentosDocumento10 paginePrgc-00-Procedimiento de Elaboracion y Control de DocumentosCalidad 3JJJ100% (1)
- Todo Sobre MalasiaDocumento20 pagineTodo Sobre MalasiaAlexandra Rey GNessuna valutazione finora
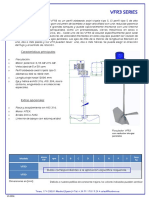
- Floculador VFR3 de alto rendimiento para tanques grandesDocumento1 paginaFloculador VFR3 de alto rendimiento para tanques grandesxxickoNessuna valutazione finora
- Tablas de MarshallDocumento3 pagineTablas de MarshallYordan Paitán CamargoNessuna valutazione finora
- Informe de Congelado FinalDocumento11 pagineInforme de Congelado FinalJulio Palacios100% (1)
- Las LevadurasDocumento2 pagineLas Levadurasantonio minchilloNessuna valutazione finora
- Amef - PizzeriaDocumento10 pagineAmef - PizzeriaMarco Antonio Vargas SandovalNessuna valutazione finora
- Manual de Buenas Practicas de ManofacturasDocumento5 pagineManual de Buenas Practicas de ManofacturasAgus DraghiNessuna valutazione finora
- ChorizoDocumento7 pagineChorizoWilghenmer DíazNessuna valutazione finora
- Eje Qui Org PDFDocumento6 pagineEje Qui Org PDFalejandro temprano garcíaNessuna valutazione finora
- Recetario 2 - Utilizando Premezcla KAPAC (Harina para Celiacos)Documento6 pagineRecetario 2 - Utilizando Premezcla KAPAC (Harina para Celiacos)Alexis Gonzalez CaceresNessuna valutazione finora
- Triptico CuyDocumento7 pagineTriptico CuyAgustin Aicardi RuizNessuna valutazione finora
- Nuevo Lab Calidad Hershey SDocumento17 pagineNuevo Lab Calidad Hershey SJess Marquéz Sarana0% (1)
- Páginas Desdecatalogo-Unceta-2011-2012Documento15 paginePáginas Desdecatalogo-Unceta-2011-2012dgof0000Nessuna valutazione finora
- Queso Artesanal ArticuloDocumento4 pagineQueso Artesanal ArticuloAnonymous iMqV3U3B4QNessuna valutazione finora
- Tecnologia de Frutas y HortalizasDocumento2 pagineTecnologia de Frutas y HortalizasCarlos Roberto Cabezas Chanalata100% (1)
- ELECTROobtencion Naoh Practica 5Documento5 pagineELECTROobtencion Naoh Practica 5Joel Arismendi100% (1)
- Soldadura TIGDocumento2 pagineSoldadura TIGTere CortesNessuna valutazione finora
- Maquina para Curvar Tracas en SecoDocumento14 pagineMaquina para Curvar Tracas en Secopruebaprueba321123Nessuna valutazione finora
- AdministracionDocumento17 pagineAdministracionmanuel.araya.floresNessuna valutazione finora
- Manifiesto de Gastos - Puente Peatonal CamalDocumento12 pagineManifiesto de Gastos - Puente Peatonal CamalCesar Olguin Zarzosa NorabuenaNessuna valutazione finora
- Taller de Administracion de La Produccion (Productividad)Documento2 pagineTaller de Administracion de La Produccion (Productividad)Geoorge Asscenciio Domiinguezz100% (1)
- 5811 UsoDocumento2 pagine5811 UsoWitchfinder GeneralNessuna valutazione finora
- Reporte 2 CALDocumento14 pagineReporte 2 CALEduardo Santos LeónNessuna valutazione finora
- Relacion Haccp BPM PoesDocumento5 pagineRelacion Haccp BPM PoesShirley Vargas RamosNessuna valutazione finora
- Programacion Pto VeneciaDocumento1 paginaProgramacion Pto VeneciaAlexander Alfonso Murgas ViloriaNessuna valutazione finora
- Ajo en PolvoDocumento42 pagineAjo en Polvoanthuanet_11_1Nessuna valutazione finora