Potrebbero piacerti anche
- Chevrolet Corsa Plus (2005-2009) Manual de Taller PDFDocumento2.187 pagineChevrolet Corsa Plus (2005-2009) Manual de Taller PDFTomás Fuenzalida100% (3)
- Ficha Tecnica Luminario BILBAO 30-90w Sep 2019Documento2 pagineFicha Tecnica Luminario BILBAO 30-90w Sep 2019R Robles Berna100% (1)
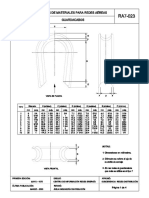
- Guardacabos PDFDocumento4 pagineGuardacabos PDFFede BerniNessuna valutazione finora
- Caso Marine Band de HonerDocumento4 pagineCaso Marine Band de HonerTito MuñozNessuna valutazione finora
- Pr-Tal-006 Procedimiento de Fabricacion de Spools de Tuberias AereasDocumento21 paginePr-Tal-006 Procedimiento de Fabricacion de Spools de Tuberias AereasFrancisco Imaz100% (1)
- Silabus - Termodinámica PDFDocumento4 pagineSilabus - Termodinámica PDFJoan Paul AncajimaNessuna valutazione finora
- Problemas de Termofluidos U3Documento2 pagineProblemas de Termofluidos U3Nancy Guerita GonzalezNessuna valutazione finora
- ABRAZADERASDocumento2 pagineABRAZADERASivan fonzalezNessuna valutazione finora
- Normas Equivalentes AcerosDocumento1 paginaNormas Equivalentes AcerosDiego AllaireNessuna valutazione finora
- Manual de Instalación FSDocumento20 pagineManual de Instalación FSAlf GomezNessuna valutazione finora
- Catalogo General JeffersonDocumento136 pagineCatalogo General JeffersonKlly CadavidNessuna valutazione finora
- Cable AutosoportadoDocumento9 pagineCable AutosoportadoRuber AlvaNessuna valutazione finora
- Tablas Xlpe TRDocumento26 pagineTablas Xlpe TR07533100% (1)
- Sta 001 04 23016 0000 06 Fce 0002 - 1 - 32Documento50 pagineSta 001 04 23016 0000 06 Fce 0002 - 1 - 32WSP PERUNessuna valutazione finora
- E BT 005 PDFDocumento19 pagineE BT 005 PDFGilbedt Zelaya OrtízNessuna valutazione finora
- 5.147 Cfe-Lts-Cre-160398 Esp. para Diseño de RegistrosDocumento15 pagine5.147 Cfe-Lts-Cre-160398 Esp. para Diseño de RegistrosIng Ricardo HernándezNessuna valutazione finora
- Catalogo Galvanorte PDFDocumento52 pagineCatalogo Galvanorte PDFChristian DavidNessuna valutazione finora
- Interruptores Atornillables - LUMINEXDocumento3 pagineInterruptores Atornillables - LUMINEXmiguel acostaNessuna valutazione finora
- Cert 0804 AcsrDocumento4 pagineCert 0804 AcsrDarwinFabianRamirezNessuna valutazione finora
- Material Ranurado Contra Incendios Acoplamiento RapidoDocumento2 pagineMaterial Ranurado Contra Incendios Acoplamiento RapidoErickson AmpueroNessuna valutazione finora
- Tiempos de SoldaduraDocumento2 pagineTiempos de Soldadurabisuteria1Nessuna valutazione finora
- Alambres y Cables Desnudos 25-11-2024Documento2 pagineAlambres y Cables Desnudos 25-11-2024Camilo Diaz100% (1)
- Productos FURUKAWADocumento156 pagineProductos FURUKAWALiz BarquineroNessuna valutazione finora
- Cat ES MI Titan IschebeckDocumento44 pagineCat ES MI Titan IschebeckKevin CoralNessuna valutazione finora
- Practica 1Documento3 paginePractica 1Javier VeintimillaNessuna valutazione finora
- Ra7 116Documento6 pagineRa7 116ignacio_nk2782Nessuna valutazione finora
- Guía Del Instalador e Inspección para Conexiones Eléctricas CadweldDocumento30 pagineGuía Del Instalador e Inspección para Conexiones Eléctricas CadweldRoberto Guzman SalinasNessuna valutazione finora
- 209 Tubos Conduit MetalicoDocumento2 pagine209 Tubos Conduit Metalicoarielmonroy67% (3)
- BombaDocumento3 pagineBombaJuan C. LealNessuna valutazione finora
- Nueva Norma NCH 211 Fabricación de Enfierraduras PDFDocumento11 pagineNueva Norma NCH 211 Fabricación de Enfierraduras PDFGermán ArandaNessuna valutazione finora
- Formato de LiberacionDocumento117 pagineFormato de LiberacionYair Sánchez blancoNessuna valutazione finora
- Precios Amanco CR 2019Documento48 paginePrecios Amanco CR 2019Ariel GarcíaNessuna valutazione finora
- TYCO-Raychem Accesorios para Cables-Empalmes en GEL-SEPT. 04Documento18 pagineTYCO-Raychem Accesorios para Cables-Empalmes en GEL-SEPT. 04Willy GonzalesNessuna valutazione finora
- Formato de InventarioDocumento7 pagineFormato de InventarioAdal PerezNessuna valutazione finora
- Zapata Terminal de Bronce Tipo PNLDocumento19 pagineZapata Terminal de Bronce Tipo PNLCain FrancoNessuna valutazione finora
- Catalogo DSG CanusaDocumento108 pagineCatalogo DSG CanusajaguzqNessuna valutazione finora
- Terminología DGEDocumento29 pagineTerminología DGEHenry OreNessuna valutazione finora
- Ficha Tecnica A 593 DHDocumento1 paginaFicha Tecnica A 593 DHDaniel Fernando Chau CalderonNessuna valutazione finora
- Lincoln Precision Tig 225Documento40 pagineLincoln Precision Tig 225Juank AlmeidaNessuna valutazione finora
- ST08 FlangesDocumento13 pagineST08 FlangesBastian CabreraNessuna valutazione finora
- Sis Colada 9900lc-xDocumento3 pagineSis Colada 9900lc-xRonald Josue Riva OrbezoNessuna valutazione finora
- ES-073 Colores y SeñalizaciónDocumento10 pagineES-073 Colores y SeñalizaciónRubenNessuna valutazione finora
- Sub-Estacion de 34.5 KVDocumento103 pagineSub-Estacion de 34.5 KVloaiza6969Nessuna valutazione finora
- Informacion Tecnica - Tuberia Emt ColmenaDocumento2 pagineInformacion Tecnica - Tuberia Emt ColmenaJhon Carlos NuñezNessuna valutazione finora
- Lista Precios CablofilDocumento3 pagineLista Precios Cablofiljacksonsuarez100% (1)
- Cables de Acero GalvanizadoDocumento20 pagineCables de Acero GalvanizadoRoberto RomeroNessuna valutazione finora
- Junta de Expansión de 300 PsiDocumento2 pagineJunta de Expansión de 300 PsiEduardo NazarNessuna valutazione finora
- ET13 - Estructuras - MetálicasDocumento16 pagineET13 - Estructuras - MetálicasLuis Cesar VaPiNessuna valutazione finora
- Tubo Conduit Metálico Flexible (FMC)Documento6 pagineTubo Conduit Metálico Flexible (FMC)Marco JordánNessuna valutazione finora
- Urinario Urban (Actualizado)Documento1 paginaUrinario Urban (Actualizado)milenka nuñez menesesNessuna valutazione finora
- Check List TE1Documento3 pagineCheck List TE1Juan Pablo Soto Hernández100% (1)
- Certificado de Calidad Mapecure LG Lote-040621010102Documento1 paginaCertificado de Calidad Mapecure LG Lote-040621010102fzucso001100% (1)
- EMTDocumento2 pagineEMTalberto_henostroza2350Nessuna valutazione finora
- NTC105 PDFDocumento30 pagineNTC105 PDFcreyesdear3978Nessuna valutazione finora
- Hoja Tecnica Epoxil Brea HB Cersa E-61Documento4 pagineHoja Tecnica Epoxil Brea HB Cersa E-61Ignacio Alejandro Escobar AhumadaNessuna valutazione finora
- Hospital 19201Documento48 pagineHospital 19201erick hernandez vargasNessuna valutazione finora
- Utw21605 Maquina Soldar InverterDocumento3 pagineUtw21605 Maquina Soldar InverterRenny pacheco100% (1)
- Nte Inen 2470 PDFDocumento9 pagineNte Inen 2470 PDFJohnQezadaNessuna valutazione finora
- Instituto Ecuatoriano de Normalización: Norma Técnica Ecuatoriana Nte Inen 2 415:2008Documento10 pagineInstituto Ecuatoriano de Normalización: Norma Técnica Ecuatoriana Nte Inen 2 415:2008Eber ChambergoNessuna valutazione finora
- Nte Inen 128Documento17 pagineNte Inen 128byronramirezpazmioNessuna valutazione finora
- Nte 2480Documento9 pagineNte 2480resergio1190Nessuna valutazione finora
- Instituto Ecuatoriano de Normalización: Norma Técnica Ecuatoriana Nte Inen 2 172:2009Documento10 pagineInstituto Ecuatoriano de Normalización: Norma Técnica Ecuatoriana Nte Inen 2 172:2009Jaime Andres Alegria CorreaNessuna valutazione finora
- Requisitos de ElectrodosDocumento12 pagineRequisitos de Electrodoschristianbarriga92Nessuna valutazione finora
- Ric n04 Conductores y Canalizaciones SecDocumento94 pagineRic n04 Conductores y Canalizaciones SecAriel Arruez SotoNessuna valutazione finora
- RIC N04 Conductores y CanalizacionesDocumento95 pagineRIC N04 Conductores y CanalizacionesHugo RuizNessuna valutazione finora
- I ServiciosYBeneficios Cap2Documento14 pagineI ServiciosYBeneficios Cap2Tito MuñozNessuna valutazione finora
- 1 - FICHA TECNICA Placa STD ROMERAL2017 r9MDh9GDocumento4 pagine1 - FICHA TECNICA Placa STD ROMERAL2017 r9MDh9GTito MuñozNessuna valutazione finora
- Nte Inen 3016Documento20 pagineNte Inen 3016Tito MuñozNessuna valutazione finora
- Reglamento CIRSOC 303 - Comentarios PDFDocumento139 pagineReglamento CIRSOC 303 - Comentarios PDFTito MuñozNessuna valutazione finora
- Nte Inen 2415-2Documento14 pagineNte Inen 2415-2Tito Muñoz0% (1)
- Nte Inen 2221-3Documento16 pagineNte Inen 2221-3Tito MuñozNessuna valutazione finora
- PRACTICA CALIFICADA DE MECANICA DE FLUIDOS Formato 2Documento4 paginePRACTICA CALIFICADA DE MECANICA DE FLUIDOS Formato 2jose yucraNessuna valutazione finora
- Diseño de ChasisDocumento23 pagineDiseño de ChasisMario JayaNessuna valutazione finora
- Partes Carta Psicrométrica PDFDocumento2 paginePartes Carta Psicrométrica PDFFrancisca Navia100% (2)
- INFORME DE LABORATORIO Ondas Estacionarias FinalDocumento6 pagineINFORME DE LABORATORIO Ondas Estacionarias FinalDiego AlejandroNessuna valutazione finora
- Cuestionario 31Documento12 pagineCuestionario 31Dennis DCNessuna valutazione finora
- Lab 6 F - 1 Mov. Parabolico Fisica-IDocumento4 pagineLab 6 F - 1 Mov. Parabolico Fisica-IAlvaro Zapata RicaldeNessuna valutazione finora
- Mecanica IndustrialDocumento16 pagineMecanica IndustrialCristina Melendez100% (2)
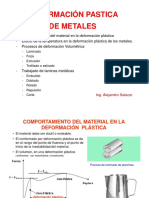
- Unidad-2b-Deformacion Plastica MetalesDocumento30 pagineUnidad-2b-Deformacion Plastica MetalesKarlos QuiquiaNessuna valutazione finora
- Laboratorio 4 NHDocumento2 pagineLaboratorio 4 NHIanDanielAyarzaSánchezNessuna valutazione finora
- CINEMATICADocumento6 pagineCINEMATICAJorge ReyesNessuna valutazione finora
- EH1100HTDocumento20 pagineEH1100HTLineker Diaz100% (1)
- InstalacionesDocumento3 pagineInstalacionesEfrain PonseNessuna valutazione finora
- Inventario Equipos Biomedicos 2020Documento8 pagineInventario Equipos Biomedicos 2020Ricardo PovedaNessuna valutazione finora
- TALLER DE APLICACIÓN VELOCIDAD y MRU CLASE No 47 - 48 DEL 20 DE ENERO 2021Documento19 pagineTALLER DE APLICACIÓN VELOCIDAD y MRU CLASE No 47 - 48 DEL 20 DE ENERO 2021MANUELA GIRALDO TORRESNessuna valutazione finora
- Capítulo 4Documento51 pagineCapítulo 4SupremmeNessuna valutazione finora
- 5 EstáticaDocumento13 pagine5 EstáticaMagdalena Gomez100% (2)
- EjerciciosDocumento6 pagineEjerciciosAlainDelon John HSNessuna valutazione finora
- Procesos de Soldadura-Soldadura A Tope Con Bisel en V N 7Documento21 pagineProcesos de Soldadura-Soldadura A Tope Con Bisel en V N 7paredessegur0% (1)
- Calculos de Esfuerzos ConbinadosDocumento76 pagineCalculos de Esfuerzos ConbinadosEberthsonNessuna valutazione finora
- Lecho Fluidizado 2 1Documento3 pagineLecho Fluidizado 2 1DANILZA FERNANDA VELEZ SANCHEZNessuna valutazione finora
- Introduccion A Elementos de Maquinas (Autoguardado)Documento12 pagineIntroduccion A Elementos de Maquinas (Autoguardado)EDGAR DE JESUS ZACARIAS FUENTESNessuna valutazione finora
- Informe de Reologia UdeaDocumento6 pagineInforme de Reologia UdeaCarolina Arias GallegoNessuna valutazione finora
- 5-Dinamica Del Cuerpo RigidoDocumento4 pagine5-Dinamica Del Cuerpo Rigidonicolas acostaNessuna valutazione finora
- Iiss - Metrados (20-12-2021) - Rev 01Documento6 pagineIiss - Metrados (20-12-2021) - Rev 01Christiano RodriguezNessuna valutazione finora
- MecánicaDocumento19 pagineMecánicaMariangelicaNessuna valutazione finora
- PullingDocumento13 paginePullingmarcuseluisNessuna valutazione finora