Potrebbero piacerti anche
- Handbook - Covered ElectrodesDocumento1 paginaHandbook - Covered ElectrodesMarcel BolovedeaNessuna valutazione finora
- Wilhelmsen Ships Service - Unitor Welding Handbook PDFDocumento561 pagineWilhelmsen Ships Service - Unitor Welding Handbook PDFNaseer HydenNessuna valutazione finora
- Bavaria en BA-MIG 307siDocumento1 paginaBavaria en BA-MIG 307siMarcel BolovedeaNessuna valutazione finora
- 2019 Packing ChecklistDocumento1 pagina2019 Packing ChecklistMarcel BolovedeaNessuna valutazione finora
- Characterisation of Transverse Cold Cracking in Weld Metal of A H PDFDocumento300 pagineCharacterisation of Transverse Cold Cracking in Weld Metal of A H PDFcharanNessuna valutazione finora
- Atlas Engineering Metals HandbookDocumento136 pagineAtlas Engineering Metals HandbookMatt KurtzeNessuna valutazione finora
- Alex Felce (Oms) - The Importance of Bevel GeometryDocumento24 pagineAlex Felce (Oms) - The Importance of Bevel GeometryMarcel BolovedeaNessuna valutazione finora
- Atlas Technical Handbook of SS Rev Aug 2013Documento49 pagineAtlas Technical Handbook of SS Rev Aug 2013timparker01Nessuna valutazione finora
- Alex Felce (Oms) - The Importance of Bevel GeometryDocumento24 pagineAlex Felce (Oms) - The Importance of Bevel GeometryMarcel BolovedeaNessuna valutazione finora
- TestDocumento1 paginaTestMarcel BolovedeaNessuna valutazione finora
- Valve MaterialsDocumento1 paginaValve MaterialsMarcel BolovedeaNessuna valutazione finora
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Report On Engine LubricationDocumento9 pagineReport On Engine LubricationJitesh MhatreNessuna valutazione finora
- 52402-BDK-PIP-CS-010 Pipe Wall Thickness Rev 0Documento3 pagine52402-BDK-PIP-CS-010 Pipe Wall Thickness Rev 0sudjonoNessuna valutazione finora
- ML 2006 2011Documento5.296 pagineML 2006 2011A Bal100% (11)
- Articulating Frac Arm-ScreenDocumento2 pagineArticulating Frac Arm-Screenpatitococa100% (1)
- Ch8. Welding Symbols PDFDocumento66 pagineCh8. Welding Symbols PDFMEHMET SIDDIK TEKDEMİRNessuna valutazione finora
- Check Valves WaferDocumento1 paginaCheck Valves WaferwfjerrNessuna valutazione finora
- 50BYBL ManualDocumento24 pagine50BYBL ManualNguyễn HùngNessuna valutazione finora
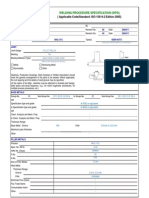
- Welding Procedure Specification (WPS) : (Applicable Code/Standard: ISO 15614-2 Edition 2005)Documento2 pagineWelding Procedure Specification (WPS) : (Applicable Code/Standard: ISO 15614-2 Edition 2005)saioman100% (7)
- 한도샤프트2Documento56 pagine한도샤프트2Mirequip Mirequip100% (1)
- Automated Drilling MachineDocumento14 pagineAutomated Drilling MachineVardhan ChipperNessuna valutazione finora
- Workholding DevicesDocumento38 pagineWorkholding DevicesMark Christian LiwagNessuna valutazione finora
- Vigo Elec Wiring DiagramDocumento18 pagineVigo Elec Wiring DiagramVinh PhạmNessuna valutazione finora
- Peru Herramientas Weldy Extrusora Booster Ex2-Ex3 MDocumento6 paginePeru Herramientas Weldy Extrusora Booster Ex2-Ex3 MandersNessuna valutazione finora
- Sheet Kinematics Student Copy With AnsDocumento44 pagineSheet Kinematics Student Copy With AnsSwatiNessuna valutazione finora
- Design Procedure For Journal BearingsDocumento4 pagineDesign Procedure For Journal BearingsSwaminathan100% (1)
- PDAM Detail JunctionDocumento4 paginePDAM Detail JunctionC. A. ArdhaniNessuna valutazione finora
- Winkler Curved Beam TheoryDocumento21 pagineWinkler Curved Beam TheoryfddssaaNessuna valutazione finora
- Ornek Sorular Cilt1Documento52 pagineOrnek Sorular Cilt1ThorisNessuna valutazione finora
- Results of Slab Test: Table 7-1: Strength Properties A/the Slabs MixDocumento20 pagineResults of Slab Test: Table 7-1: Strength Properties A/the Slabs MixCharles Kyle CerezoNessuna valutazione finora
- Part.a.classification of Heat ExchangersDocumento11 paginePart.a.classification of Heat ExchangersAhmed GadNessuna valutazione finora
- Mercury Marine Owner ManualDocumento145 pagineMercury Marine Owner ManualParapendio Club MilazzoNessuna valutazione finora
- Sistem Pegas MassaDocumento40 pagineSistem Pegas MassaLisaFu98Nessuna valutazione finora
- Pros & Cons of Centralized Vacuum SystemsDocumento66 paginePros & Cons of Centralized Vacuum SystemsDjapaNessuna valutazione finora
- Grade 9 - Tle Eim Assessment W1-2Documento6 pagineGrade 9 - Tle Eim Assessment W1-2Neeson AlveroNessuna valutazione finora
- XXXX Evacuation Area ESDocumento45 pagineXXXX Evacuation Area ESRifatAlAhmedNessuna valutazione finora
- General Description: Gr56C-Zid - GQ.CR - 116180/A01 - Portfolio U+Na - Cpro EcblueDocumento11 pagineGeneral Description: Gr56C-Zid - GQ.CR - 116180/A01 - Portfolio U+Na - Cpro EcblueviniciusschwabNessuna valutazione finora
- Aircraft Inspection and ServicingDocumento23 pagineAircraft Inspection and ServicingYayang HamdikaNessuna valutazione finora
- 3 Slab Design CalculationsDocumento4 pagine3 Slab Design CalculationsNapoleon Carino100% (1)
- Conval Clampseal Catalog 2019Documento44 pagineConval Clampseal Catalog 2019Roger SeaverNessuna valutazione finora