Potrebbero piacerti anche
- Flight of the Future: Green Hydrogen's Soaring Role in AviationDa EverandFlight of the Future: Green Hydrogen's Soaring Role in AviationNessuna valutazione finora
- Composites Recycling Solutions For The Aviation Industry: Science China Technological Sciences June 2017Documento11 pagineComposites Recycling Solutions For The Aviation Industry: Science China Technological Sciences June 2017hotofitoNessuna valutazione finora
- Bachmann2017 Article EnvironmentalAnalysisOfInnovatDocumento17 pagineBachmann2017 Article EnvironmentalAnalysisOfInnovatammar mughalNessuna valutazione finora
- Polymers 13 04208Documento20 paginePolymers 13 04208narendradpuNessuna valutazione finora
- Giustozzi Et Al. (2012)Documento9 pagineGiustozzi Et Al. (2012)محمد يمان فارسNessuna valutazione finora
- Technology Readiness Level Assessment of Composites RecyclingDocumento12 pagineTechnology Readiness Level Assessment of Composites RecyclingJohanes GigihNessuna valutazione finora
- Wind Turbine Blade Recycling Experiences, Challenges and Possibilities in A Circular EconomyDocumento12 pagineWind Turbine Blade Recycling Experiences, Challenges and Possibilities in A Circular EconomySunil Ranjan Mohapatra100% (1)
- Eco Assesment of Carbon Fibre Reinforce Polymers in AviationDocumento10 pagineEco Assesment of Carbon Fibre Reinforce Polymers in AviationGourav DasNessuna valutazione finora
- Assessment of Critical Resource Use in Aircraft ManufacturingDocumento20 pagineAssessment of Critical Resource Use in Aircraft ManufacturingjetciNessuna valutazione finora
- Review of Advanced Low-Emission Technologies For Sustainable AviationDocumento43 pagineReview of Advanced Low-Emission Technologies For Sustainable AviationGhazanfar IqbalNessuna valutazione finora
- Green Practices in Aviation IndustryDocumento14 pagineGreen Practices in Aviation IndustryAmit YadavNessuna valutazione finora
- Challenges in Cost Modelling of Recycling Carbon Fiber CompositesDocumento8 pagineChallenges in Cost Modelling of Recycling Carbon Fiber CompositesJosip StjepandicNessuna valutazione finora
- Articulo Cientifico 1Documento9 pagineArticulo Cientifico 1Sanchez Herrera MaycolNessuna valutazione finora
- State of The Art of Electric Taxiing SystemsDocumento7 pagineState of The Art of Electric Taxiing SystemsChristophe ViguierNessuna valutazione finora
- 1 s2.0 S0376042122000070 MainDocumento29 pagine1 s2.0 S0376042122000070 Mainsanskar.maddiNessuna valutazione finora
- Proposed Framework For End of Life Aircraft Recycling - 2015 - Procedia CIRP PDFDocumento6 pagineProposed Framework For End of Life Aircraft Recycling - 2015 - Procedia CIRP PDFMohd TariqNessuna valutazione finora
- Recycling 06 00076Documento11 pagineRecycling 06 00076Azka Kaisy nur atikahNessuna valutazione finora
- 1 s2.0 S0921344921003141 MainDocumento17 pagine1 s2.0 S0921344921003141 MainannaNessuna valutazione finora
- Aerospace Science and TechnologyDocumento21 pagineAerospace Science and TechnologyRonny Stewardth Valero MontoyaNessuna valutazione finora
- 1 s2.0 S2212827119301118 MainDocumento6 pagine1 s2.0 S2212827119301118 Mainarquimedes.e.lucianaNessuna valutazione finora
- 78-Article Text-59-97-10-20161224Documento12 pagine78-Article Text-59-97-10-20161224mata mareNessuna valutazione finora
- CompositeDocumento8 pagineCompositeTegar Unggul PratamaNessuna valutazione finora
- Aerospace 06 00003Documento12 pagineAerospace 06 00003alexandra.godoyNessuna valutazione finora
- Recycled Carbon Fibres in AutomobilesDocumento8 pagineRecycled Carbon Fibres in AutomobilesANessuna valutazione finora
- Renewable and Sustainable Energy Reviews: SciencedirectDocumento10 pagineRenewable and Sustainable Energy Reviews: SciencedirectJimmy GarcíaNessuna valutazione finora
- Lightweight Carbon-Fiber Reinforced Polymer For Environmentally Greener Commercial AviationDocumento21 pagineLightweight Carbon-Fiber Reinforced Polymer For Environmentally Greener Commercial AviationChrist PanjaitanNessuna valutazione finora
- USTH Lec15 RecyclingDocumento32 pagineUSTH Lec15 RecyclingTuan VuNessuna valutazione finora
- IJAMT PaperDocumento12 pagineIJAMT PapersasikumarNessuna valutazione finora
- Nafems Benchmark AerospaceDocumento57 pagineNafems Benchmark Aerospacegarystevensoz0% (1)
- Shipbuilding Trend - Low-CarbonDocumento12 pagineShipbuilding Trend - Low-Carbonpetar.svirecovNessuna valutazione finora
- Materials Considerations For Aerospace ApplicationsDocumento12 pagineMaterials Considerations For Aerospace ApplicationsVijay Sri ThiruNessuna valutazione finora
- A New Approach For The Reuse of Scrap Carbon FiberDocumento14 pagineA New Approach For The Reuse of Scrap Carbon FiberIvan LingNessuna valutazione finora
- An Overview of The Drag Reduction Technologies and Their Impact On Performance For A Civil/military Transport AircraftDocumento15 pagineAn Overview of The Drag Reduction Technologies and Their Impact On Performance For A Civil/military Transport AircraftFahad AliNessuna valutazione finora
- KGAL ESG Report Aviation 2019 en Final2Documento8 pagineKGAL ESG Report Aviation 2019 en Final2GrowlerJoeNessuna valutazione finora
- CIRP Annals - Manufacturiing TechnologyDocumento24 pagineCIRP Annals - Manufacturiing Technologysubramanian pramodhNessuna valutazione finora
- Advanced Aerospace Materials: Past, Present and Future: January 2009Documento7 pagineAdvanced Aerospace Materials: Past, Present and Future: January 2009Swati NikamNessuna valutazione finora
- Energies: A Review of Life Extension Strategies For Offshore Wind Farms Using Techno-Economic AssessmentsDocumento23 pagineEnergies: A Review of Life Extension Strategies For Offshore Wind Farms Using Techno-Economic AssessmentsDanilo ColomboNessuna valutazione finora
- High Performance Cutting of Advanced Aer 221004 013408Documento24 pagineHigh Performance Cutting of Advanced Aer 221004 013408Trung ThanhNessuna valutazione finora
- WindEurope Position Paper How To Build A Circular Economy PDFDocumento13 pagineWindEurope Position Paper How To Build A Circular Economy PDFBORJANessuna valutazione finora
- Green Sustainable Airports The Deployment of RenewDocumento5 pagineGreen Sustainable Airports The Deployment of Renewcandra trimandokoNessuna valutazione finora
- Bim 05Documento42 pagineBim 05Cristian Marcos Ramirez CamposNessuna valutazione finora
- Carbon Dioxide Emission During The Life Cycle of Turbofan AircraftDocumento10 pagineCarbon Dioxide Emission During The Life Cycle of Turbofan AircraftjuanNessuna valutazione finora
- Pre-Print State of The Art of Electric Taxiing SysDocumento7 paginePre-Print State of The Art of Electric Taxiing SysWilliam Jaldin CorralesNessuna valutazione finora
- 2 67 1632896505 13ijmperdoct202113Documento22 pagine2 67 1632896505 13ijmperdoct202113TJPRC PublicationsNessuna valutazione finora
- GAMA-IBAC Environment BrochureDocumento4 pagineGAMA-IBAC Environment BrochurePilar-Jose Luis Sanchez-GarciaNessuna valutazione finora
- Design and Wind Tunnel Test Validation of Gust Load Alleviation SystemsDocumento12 pagineDesign and Wind Tunnel Test Validation of Gust Load Alleviation SystemsTestNessuna valutazione finora
- 2010 Composite Recycling ReportDocumento26 pagine2010 Composite Recycling ReportSubramani PichandiNessuna valutazione finora
- Ship Energy Performance Study of Thre Wind Assisted Ship Propulsion Technologies.2019Documento11 pagineShip Energy Performance Study of Thre Wind Assisted Ship Propulsion Technologies.2019Noureldin ElhagNessuna valutazione finora
- Journal Pre-Proofs: Manufacturing LettersDocumento12 pagineJournal Pre-Proofs: Manufacturing LettersAhmed ismailNessuna valutazione finora
- Life Cycle Evaluation of Hydrogen and Other Potential Fuels For AircraftsDocumento17 pagineLife Cycle Evaluation of Hydrogen and Other Potential Fuels For Aircraftsyounseok choiNessuna valutazione finora
- Seminar Report On: Design of Modern AirportsDocumento24 pagineSeminar Report On: Design of Modern AirportsRishabh PariharNessuna valutazione finora
- Macro Chemistry Physics - 20hvbhiojDocumento17 pagineMacro Chemistry Physics - 20hvbhiojCarlo TonelloNessuna valutazione finora
- Hydrogen-Powered AircraftDocumento30 pagineHydrogen-Powered AircraftewiontkoNessuna valutazione finora
- BreachingDocumento7 pagineBreachingArun PremnathNessuna valutazione finora
- Investigation of The Fabrication Suitability StrucDocumento42 pagineInvestigation of The Fabrication Suitability StrucJuan BarbonaNessuna valutazione finora
- Applications of Composite Materials in Aerospace Reenaantil, Amit, Garvit, RiteshDocumento7 pagineApplications of Composite Materials in Aerospace Reenaantil, Amit, Garvit, RiteshnikhilNessuna valutazione finora
- IASA Why The Production of Sustainable Aviation Fuels Must Be Pushed Forward More Intensively MAR 2021Documento28 pagineIASA Why The Production of Sustainable Aviation Fuels Must Be Pushed Forward More Intensively MAR 2021Mohamed ElshabrawyNessuna valutazione finora
- Các Giai Do N Du An - Dinh - McKeogh - Keynote - 25.11 - Updatelangeetal - TouploadDocumento21 pagineCác Giai Do N Du An - Dinh - McKeogh - Keynote - 25.11 - Updatelangeetal - TouploadTay BoNessuna valutazione finora
- Pushback Tugs FuelDocumento5 paginePushback Tugs FuelMojdeh SoltaniNessuna valutazione finora
- Pro Slate 12 DisassemblyDocumento7 paginePro Slate 12 DisassemblyDan GriffithsNessuna valutazione finora
- Klmuke Why Work For Us r3Documento6 pagineKlmuke Why Work For Us r3Dan GriffithsNessuna valutazione finora
- Exclusion Stat Guidance Web VersionDocumento62 pagineExclusion Stat Guidance Web VersionDan GriffithsNessuna valutazione finora
- IAMWHOLE-v1 1Documento44 pagineIAMWHOLE-v1 1Dan GriffithsNessuna valutazione finora
- How Does Stigma Affect People With Mental IllnessDocumento3 pagineHow Does Stigma Affect People With Mental IllnessDan GriffithsNessuna valutazione finora
- Composites For FutureDocumento5 pagineComposites For FutureDan GriffithsNessuna valutazione finora
- Composites Consolidate in Commercial Aviation: George MarshDocumento4 pagineComposites Consolidate in Commercial Aviation: George MarshDan GriffithsNessuna valutazione finora
- 787 Restoring The DreamDocumento6 pagine787 Restoring The DreamDan GriffithsNessuna valutazione finora
- 2005 Article AMilestoneForCompositesInAviatDocumento3 pagine2005 Article AMilestoneForCompositesInAviatDan GriffithsNessuna valutazione finora
- Aero Engines Lose Weight Thanks To Composites: FeatureDocumento4 pagineAero Engines Lose Weight Thanks To Composites: FeatureDan GriffithsNessuna valutazione finora
- Psychopath Test DescriptionDocumento3 paginePsychopath Test DescriptionDan GriffithsNessuna valutazione finora
- Mission On and Rules IMAV 2010Documento12 pagineMission On and Rules IMAV 2010hos.rossonere5908Nessuna valutazione finora
- Erection & Installation ProcedureDocumento3 pagineErection & Installation ProcedureForos IscNessuna valutazione finora
- ShoringDocumento4 pagineShoringPraveenkumar ShanmugamNessuna valutazione finora
- Northwest Airlines v. Laya, 382 SCRA 741 (2002)Documento2 pagineNorthwest Airlines v. Laya, 382 SCRA 741 (2002)Faye Cience BoholNessuna valutazione finora
- 600-00714-000 Entegra EX5000 MFD Cirrus SR22 SR20 Config Guide RevCDocumento1 pagina600-00714-000 Entegra EX5000 MFD Cirrus SR22 SR20 Config Guide RevCBrad GrangerNessuna valutazione finora
- MRTT 3Documento4 pagineMRTT 3Jeremy TohNessuna valutazione finora
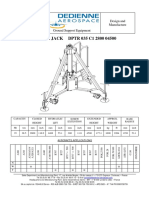
- DPTR035C1280004500Documento2 pagineDPTR035C1280004500gmailNessuna valutazione finora
- Wolter Jetfan Broschuere English 2017 PDFDocumento15 pagineWolter Jetfan Broschuere English 2017 PDFViệt Đặng XuânNessuna valutazione finora
- Example Application of Procedural Event Analysis Tool (PEAT)Documento11 pagineExample Application of Procedural Event Analysis Tool (PEAT)Jose Anino GrajalesNessuna valutazione finora
- VestaDocumento18 pagineVestaKonstantinos Chr.Nessuna valutazione finora
- Duty Roster February 2023Documento1 paginaDuty Roster February 2023AWANGKU AZIZAN BIN AWANGKU IFNI -Nessuna valutazione finora
- ADS Summer 2022 Market Monitor vF2Documento14 pagineADS Summer 2022 Market Monitor vF2Nadja Josefine GavrilukNessuna valutazione finora
- Elastic Stability of ColumnsDocumento11 pagineElastic Stability of ColumnsSayantan GhosalNessuna valutazione finora
- : Активная лексика Engine Malfunctions Key Words Extra Vocabulary Example SentencesDocumento2 pagine: Активная лексика Engine Malfunctions Key Words Extra Vocabulary Example SentencesAviation WithvoiceNessuna valutazione finora
- 1 D Motion ProblemsDocumento3 pagine1 D Motion ProblemsAbhay GargNessuna valutazione finora
- TM - 1 1680 377 13&P 1 - HGU 56 - Mar - 12 1 PDFDocumento626 pagineTM - 1 1680 377 13&P 1 - HGU 56 - Mar - 12 1 PDFPat TNessuna valutazione finora
- Helicopters: Technical Description 2020Documento4 pagineHelicopters: Technical Description 2020Turboo VpnNessuna valutazione finora
- Avionic Gulfstream IV-3Documento657 pagineAvionic Gulfstream IV-3Henry Blandon100% (2)
- VAT C O M: EIR Ontroller Perations AnualDocumento13 pagineVAT C O M: EIR Ontroller Perations AnualAnonymous CmnGxnUNessuna valutazione finora
- Just Flight b737-400 Quick StartDocumento84 pagineJust Flight b737-400 Quick StartBartbear100% (4)
- Helicopdes PPT 3 (Forces Acting On The Propeller)Documento17 pagineHelicopdes PPT 3 (Forces Acting On The Propeller)sean buenaventuraNessuna valutazione finora
- FlywheelDocumento4 pagineFlywheelFoulen FouleniNessuna valutazione finora
- Design and Analysis of Annular Combustion Chamber For A Micro Turbojet EngineDocumento6 pagineDesign and Analysis of Annular Combustion Chamber For A Micro Turbojet EngineChahbeddine ChbilNessuna valutazione finora
- Cleanroom CleaningDocumento5 pagineCleanroom Cleaningbmverona100% (1)
- 2010 Alaska USAF C-17 Crash ReportDocumento41 pagine2010 Alaska USAF C-17 Crash ReportJamie W.100% (1)
- WVG Recent ChallenesDocumento10 pagineWVG Recent ChallenesKannan KrishnamurthyNessuna valutazione finora
- Short and Useful Comparison Between US LSA and CS-LSADocumento3 pagineShort and Useful Comparison Between US LSA and CS-LSAinsultorNessuna valutazione finora
- Phys12 c06 6 2Documento7 paginePhys12 c06 6 2Ruby Angel MannNessuna valutazione finora
- 8.3 Theory of FlightDocumento14 pagine8.3 Theory of Flightame_ravisinghNessuna valutazione finora
- Rocketry Questions and Answers by Naughton LovellDocumento10 pagineRocketry Questions and Answers by Naughton Lovellapi-3096310000% (1)