Potrebbero piacerti anche
- Sigma Phase in 309 Anchor RefractoryDocumento7 pagineSigma Phase in 309 Anchor RefractoryJustin EvansNessuna valutazione finora
- Cement PDFDocumento16 pagineCement PDFhisemNessuna valutazione finora
- Chemistry and Metallurgy: Second Revised and Enlarged EditionDa EverandChemistry and Metallurgy: Second Revised and Enlarged EditionA. SherryNessuna valutazione finora
- Damage of Refractory Bricks Lined in Cement Rotary Kiln: Technical Research Laboratory, Mino Yogyo Co. LTD., JapanDocumento10 pagineDamage of Refractory Bricks Lined in Cement Rotary Kiln: Technical Research Laboratory, Mino Yogyo Co. LTD., JapanPham tony1604Nessuna valutazione finora
- Kiln Shell Corrosion PDFDocumento29 pagineKiln Shell Corrosion PDFfatamorgganaNessuna valutazione finora
- PDF ST Nanobond e - 04 2019.en.22Documento8 paginePDF ST Nanobond e - 04 2019.en.22Henry Sunarko100% (1)
- Bull Nose Ref FailureDocumento1 paginaBull Nose Ref FailurejagrutNessuna valutazione finora
- Damage of Refractory Bricks Lined in Cement Rotary KilnDocumento10 pagineDamage of Refractory Bricks Lined in Cement Rotary KilnKhaled BOUALI100% (1)
- Refractory Lining Project Corrected (Chapter 1)Documento7 pagineRefractory Lining Project Corrected (Chapter 1)Don Rayburn PilanNessuna valutazione finora
- Fused and Sintered AluminaDocumento7 pagineFused and Sintered AluminaSaragadam DilsriNessuna valutazione finora
- Refractory Doc JunaidDocumento3 pagineRefractory Doc JunaidAli ZamanNessuna valutazione finora
- Float Glass RefractoryDocumento4 pagineFloat Glass RefractorySans SenNessuna valutazione finora
- Yüksek F R N Kanallar Nda Kendili Inden Ak C Boksit Esasl Dökülebilirlerin Geli TirilmesiDocumento8 pagineYüksek F R N Kanallar Nda Kendili Inden Ak C Boksit Esasl Dökülebilirlerin Geli TirilmesiOrkun KorkmazNessuna valutazione finora
- Refractories For The Cement IndustryDocumento28 pagineRefractories For The Cement Industrysteve chollenkNessuna valutazione finora
- PDF Ce Refractory Concrete e 2 2014Documento10 paginePDF Ce Refractory Concrete e 2 2014cristian villegasNessuna valutazione finora
- RHI MagnesitaDocumento2 pagineRHI MagnesitaMauricio MessiNessuna valutazione finora
- Refractory Use and Consumption in North American Cement IndustryDocumento33 pagineRefractory Use and Consumption in North American Cement IndustrygldiasNessuna valutazione finora
- Durehete 1055Documento5 pagineDurehete 1055alextentwenty100% (1)
- Refractories Manufacturing NESHAP: Industry Profile, Methodology, and Economic Impact AnalysisDocumento52 pagineRefractories Manufacturing NESHAP: Industry Profile, Methodology, and Economic Impact AnalysisSampat PrajapatiNessuna valutazione finora
- Lecture 10Documento6 pagineLecture 10Abhijeet BhagavatulaNessuna valutazione finora
- FHS Ladle Installation Manual Incld OPI - 10.5.2018Documento28 pagineFHS Ladle Installation Manual Incld OPI - 10.5.2018Nguyễn ChungNessuna valutazione finora
- Comprit F50G-6: General InformationDocumento2 pagineComprit F50G-6: General InformationNic RicNessuna valutazione finora
- 2 3LimeKilnChemistryEffectsonOperationsDocumento10 pagine2 3LimeKilnChemistryEffectsonOperationsDamme Haulion SidabutarNessuna valutazione finora
- Catalog of Harbison-Walker Refractories CO, Pittsburgh PA 1908Documento188 pagineCatalog of Harbison-Walker Refractories CO, Pittsburgh PA 1908iMiklaeNessuna valutazione finora
- Gouda Refractories 11 June 2015 AMAP ColloquiumDocumento22 pagineGouda Refractories 11 June 2015 AMAP ColloquiumAnonymous bHh1L1100% (1)
- Anatomy of A Boiler FailureDocumento14 pagineAnatomy of A Boiler FailureIlker CetinNessuna valutazione finora
- PDF HK Productline e 07 2017.en.15Documento13 paginePDF HK Productline e 07 2017.en.15Henry Sunarko100% (1)
- Full Refractory DetailsDocumento54 pagineFull Refractory DetailsSaravana Kumar100% (1)
- CastableDocumento8 pagineCastableManindra SinghNessuna valutazione finora
- Report No. 55 Wear PhenomenaDocumento44 pagineReport No. 55 Wear PhenomenaRikshita Agarwal100% (2)
- RHIM ANKRAL RX Success Story - 2021 - EN - 1 RHIDocumento11 pagineRHIM ANKRAL RX Success Story - 2021 - EN - 1 RHIlafecapo100% (1)
- Refractory Science Refractories - : 1.1 Composition and StructureDocumento14 pagineRefractory Science Refractories - : 1.1 Composition and StructureNikki AlbiosNessuna valutazione finora
- Pradeepkumar - Rawmix Characteristics FinalDocumento96 paginePradeepkumar - Rawmix Characteristics FinalJackson VuNessuna valutazione finora
- Gouda Refractories Brochure WEbDocumento16 pagineGouda Refractories Brochure WEbjsszep jNessuna valutazione finora
- Blanket and Wallpaper Linings Design and Installation ManualDocumento12 pagineBlanket and Wallpaper Linings Design and Installation ManualMarco Antonio Guevara MartínezNessuna valutazione finora
- SRIC InstallTechniqueDocumento84 pagineSRIC InstallTechniqueJackson Vu100% (1)
- Alsiflex®-1260 Blankets - Technical Data Sheet - English PDFDocumento2 pagineAlsiflex®-1260 Blankets - Technical Data Sheet - English PDFTanmay GorNessuna valutazione finora
- Manual Refractario RefratecnikDocumento59 pagineManual Refractario RefratecnikCristian Aguayo Diaz100% (1)
- AnchorDocumento5 pagineAnchorpadalakirankumarNessuna valutazione finora
- Allied Mineral Refractory Castable - Refractory Cement - Allied MineralDocumento2 pagineAllied Mineral Refractory Castable - Refractory Cement - Allied MineralLeo CrisuNessuna valutazione finora
- Low Cement CastablesDocumento53 pagineLow Cement CastablesRahamat ShaikNessuna valutazione finora
- PDF Ce Feuerbetone e 8 2017.en.7Documento10 paginePDF Ce Feuerbetone e 8 2017.en.7Henry SunarkoNessuna valutazione finora
- Refractory Product Catalogue - VINAREF - EnglishDocumento34 pagineRefractory Product Catalogue - VINAREF - EnglishBao Quoc NguyenNessuna valutazione finora
- RefractoriesDocumento31 pagineRefractoriesChandra Shekar Reddy Yelety100% (2)
- Ankral X2: General InformationDocumento1 paginaAnkral X2: General Informationmahreza189Nessuna valutazione finora
- Refractories IntroductionDocumento13 pagineRefractories Introductionrupesh soni100% (1)
- 2251 TDS Blakite ENGDocumento2 pagine2251 TDS Blakite ENGdidapopescuNessuna valutazione finora
- ANTEC - Refractory AnchorsDocumento114 pagineANTEC - Refractory AnchorstylerstearnsNessuna valutazione finora
- 35-Castables With MgO-SiO2-Al2O3 As Bond PhaseDocumento11 pagine35-Castables With MgO-SiO2-Al2O3 As Bond PhaseAnky FadharaniNessuna valutazione finora
- Minerals in Refractory Shapes - Which Way NowDocumento4 pagineMinerals in Refractory Shapes - Which Way NowEmílio LobatoNessuna valutazione finora
- MonolithicRefractory PDFDocumento2 pagineMonolithicRefractory PDFmevaNessuna valutazione finora
- Ladle Refractory Monitoring WebDocumento6 pagineLadle Refractory Monitoring WebsusantaNessuna valutazione finora
- Presentation - Cement - GenDocumento40 paginePresentation - Cement - Genpacoto livingstoneNessuna valutazione finora
- Refractories 01Documento22 pagineRefractories 01dika wahyu0% (1)
- Anchoring of Monolithic Refractories - UkDocumento9 pagineAnchoring of Monolithic Refractories - Ukantoniorossini100% (1)
- RA SiC T CM EC PDFDocumento2 pagineRA SiC T CM EC PDFDaniel RicartNessuna valutazione finora
- Combinations To Form A RingDocumento1 paginaCombinations To Form A RingNael100% (4)
- Modeling and Simulation of A Co-Current Rotary Dryer Under Steady ConditionsDocumento8 pagineModeling and Simulation of A Co-Current Rotary Dryer Under Steady ConditionsVinh Do ThanhNessuna valutazione finora
- Dryer CalculationsDocumento4 pagineDryer CalculationsVinh Do Thanh0% (1)
- Air-Fuel Ratio, Lambda and Engine Performance: AFR M MDocumento12 pagineAir-Fuel Ratio, Lambda and Engine Performance: AFR M MVinh Do ThanhNessuna valutazione finora
- Tỷ số air-fuel lý tưởng (14.7)Documento9 pagineTỷ số air-fuel lý tưởng (14.7)Vinh Do ThanhNessuna valutazione finora
- Studies On Drying Kinetics of Solids in A Rotary DryerDocumento6 pagineStudies On Drying Kinetics of Solids in A Rotary DryerVinh Do ThanhNessuna valutazione finora
- Modelling and Simulation of A Direct Contact Rotary DryerDocumento16 pagineModelling and Simulation of A Direct Contact Rotary DryerVinh Do ThanhNessuna valutazione finora
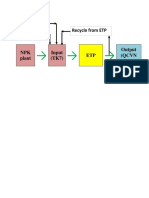
- Recycle From ETP Make Up H2O DAP, UreaDocumento1 paginaRecycle From ETP Make Up H2O DAP, UreaVinh Do ThanhNessuna valutazione finora
- Aoac - Methods.1.1990. MoistureDocumento2 pagineAoac - Methods.1.1990. MoistureVinh Do ThanhNessuna valutazione finora
- Ansi B16-104Documento1 paginaAnsi B16-104Monica Suarez100% (1)
- E. E.' " (75 Ion Agent of Firm Rope-Mckay & AssociatesDocumento7 pagineE. E.' " (75 Ion Agent of Firm Rope-Mckay & AssociatesVinh Do ThanhNessuna valutazione finora
- 4244 12672 1 PB PDFDocumento15 pagine4244 12672 1 PB PDFVinh Do ThanhNessuna valutazione finora
- CRACKER A PC Based Simulator For Industr PDFDocumento6 pagineCRACKER A PC Based Simulator For Industr PDFVinh Do ThanhNessuna valutazione finora
- 4244 12672 1 PB PDFDocumento15 pagine4244 12672 1 PB PDFVinh Do ThanhNessuna valutazione finora
- Tinh Luong Nuoc Bay HoiDocumento22 pagineTinh Luong Nuoc Bay HoiVinh Do ThanhNessuna valutazione finora
- Equivalent Grades of Cast IronsDocumento2 pagineEquivalent Grades of Cast IronsVinh Do Thanh100% (1)
- PEP Report 267A: Ihs ChemicalDocumento8 paginePEP Report 267A: Ihs ChemicalVinh Do ThanhNessuna valutazione finora
- Metal Price IndexDocumento1 paginaMetal Price IndexVinh Do ThanhNessuna valutazione finora
- DRS 279-2015 Organic Fertilizer - SpecificationDocumento17 pagineDRS 279-2015 Organic Fertilizer - SpecificationVinh Do ThanhNessuna valutazione finora
- Estimating Evaporation From Water SurfacesDocumento27 pagineEstimating Evaporation From Water SurfacesVinh Do ThanhNessuna valutazione finora
- MCCM 69 3 s192-197 KrauseDocumento6 pagineMCCM 69 3 s192-197 KrauseVinh Do ThanhNessuna valutazione finora
- Application of Excel in Psychrometric AnalysisDocumento20 pagineApplication of Excel in Psychrometric AnalysisVinh Do ThanhNessuna valutazione finora
- How Mixing Affects The Rheology of Refractory Castables - Part IIDocumento25 pagineHow Mixing Affects The Rheology of Refractory Castables - Part IIVinh Do ThanhNessuna valutazione finora
- 8D Problem Solving Worksheet: AQDEF.406Documento8 pagine8D Problem Solving Worksheet: AQDEF.406Vinh Do ThanhNessuna valutazione finora
- Sandvik Saf 31803 Tube and Pipe, Seamless: DatasheetDocumento9 pagineSandvik Saf 31803 Tube and Pipe, Seamless: DatasheetPaul NeedhamNessuna valutazione finora
- Build Your Own TurbineDocumento16 pagineBuild Your Own TurbineJack D'Roca100% (5)
- 2.naima Ci PPT Final PDFDocumento14 pagine2.naima Ci PPT Final PDFMuhammad AsifNessuna valutazione finora
- Introduction To Ss Welding & Tig Weld: Er.A.Baranibas. Be., M.SC., DisDocumento41 pagineIntroduction To Ss Welding & Tig Weld: Er.A.Baranibas. Be., M.SC., DisaravindanNessuna valutazione finora
- Bab Iv Data Dan PembahasanDocumento9 pagineBab Iv Data Dan Pembahasancindyokt_Nessuna valutazione finora
- Attachment 1 DLT 5017-2007Documento67 pagineAttachment 1 DLT 5017-2007Andi Baso Temalala STNessuna valutazione finora
- 12camping, CribandLeisure PDFDocumento20 pagine12camping, CribandLeisure PDFWade pritchardNessuna valutazione finora
- Speedi Kut 122Documento2 pagineSpeedi Kut 122GilbertoNessuna valutazione finora
- JHJDocumento1 paginaJHJtrivina ira riszkiNessuna valutazione finora
- 17-Samss-008 April 2012 - CP JboxesDocumento8 pagine17-Samss-008 April 2012 - CP JboxesJojiNessuna valutazione finora
- Case Study For FailureDocumento16 pagineCase Study For FailureSaranshChaudharyNessuna valutazione finora
- CF1900SS-DF Example Spec - Rev1Documento1 paginaCF1900SS-DF Example Spec - Rev1parsiti unnesNessuna valutazione finora
- Astm GradesDocumento3 pagineAstm GradeszackjipangNessuna valutazione finora
- Tags and Labels Billet MarkingDocumento2 pagineTags and Labels Billet MarkingINDRAJIT SAONessuna valutazione finora
- Weicon For Impa: WWW - Weicon.co MDocumento16 pagineWeicon For Impa: WWW - Weicon.co MLilia AnopchenkoNessuna valutazione finora
- Roller Chain Drive DesignDocumento19 pagineRoller Chain Drive DesignmaiquelernNessuna valutazione finora
- Practical Guidelines For The Fabrication of Duplex Stainless Steels (2nd Edition)Documento64 paginePractical Guidelines For The Fabrication of Duplex Stainless Steels (2nd Edition)sanketNessuna valutazione finora
- Bars - Introduction, Types, Best One To Use 15, RCC-Steel BarsDocumento15 pagineBars - Introduction, Types, Best One To Use 15, RCC-Steel BarsAtish Kumar97% (29)
- Planet IkoDocumento14 paginePlanet IkoMihaela ScarlatNessuna valutazione finora
- Bacclean DoorsDocumento2 pagineBacclean DoorsPharmalat MantenimientoNessuna valutazione finora
- Document Number Rev. Document Title Number: A545-6-44-0006-3113 0 Specs For MR or Package Input 2Documento12 pagineDocument Number Rev. Document Title Number: A545-6-44-0006-3113 0 Specs For MR or Package Input 2Moorthy NaveenNessuna valutazione finora
- Comeo: Type Series BookletDocumento20 pagineComeo: Type Series Bookletedward ksbNessuna valutazione finora
- %C %MN %si %CR %S %P %mo %niDocumento7 pagine%C %MN %si %CR %S %P %mo %nismith willNessuna valutazione finora
- GE MS9001E EquivalentShroudBlocks en E10259 5 2014 WEBDocumento2 pagineGE MS9001E EquivalentShroudBlocks en E10259 5 2014 WEBcandraNessuna valutazione finora
- Technoflex Corporation Profile PDFDocumento12 pagineTechnoflex Corporation Profile PDFTuan DangNessuna valutazione finora
- Astm A351Documento6 pagineAstm A351Rahul SinghNessuna valutazione finora
- Prospectus EnglishDocumento20 pagineProspectus EnglishMilan GašićNessuna valutazione finora
- ASTM F621-12 Standard Specification For Stainless Steel Forgings For Surgical ImplantsDocumento4 pagineASTM F621-12 Standard Specification For Stainless Steel Forgings For Surgical ImplantsEleanorNessuna valutazione finora
- Galvanic SeriesDocumento1 paginaGalvanic SeriesHim SatiNessuna valutazione finora
- Worthington Pumps or OEM Services: Dresser PumpDocumento20 pagineWorthington Pumps or OEM Services: Dresser PumpRicardo Santos Alves100% (1)