Potrebbero piacerti anche
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- E290 PDFDocumento7 pagineE290 PDFZamir Danilo Morera ForeroNessuna valutazione finora
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- D5435 PDFDocumento6 pagineD5435 PDFZamir Danilo Morera ForeroNessuna valutazione finora
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- D5462 PDFDocumento6 pagineD5462 PDFZamir Danilo Morera ForeroNessuna valutazione finora
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- D5412 PDFDocumento10 pagineD5412 PDFZamir Danilo Morera Forero100% (1)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- D5444 PDFDocumento3 pagineD5444 PDFZamir Danilo Morera Forero0% (1)
- ISO 14224 EspañolDocumento3 pagineISO 14224 EspañolZamir Danilo Morera ForeroNessuna valutazione finora
- D5408 PDFDocumento6 pagineD5408 PDFZamir Danilo Morera ForeroNessuna valutazione finora
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- D5403 PDFDocumento4 pagineD5403 PDFZamir Danilo Morera ForeroNessuna valutazione finora
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Recovery of Asphalt From Solution Using The Rotary EvaporatorDocumento3 pagineRecovery of Asphalt From Solution Using The Rotary EvaporatorZamir Danilo Morera ForeroNessuna valutazione finora
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- NEW - Structural Design & Analysis (Pt. 1)Documento23 pagineNEW - Structural Design & Analysis (Pt. 1)Rein Aira OrdanezNessuna valutazione finora
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Acoustic Emission March 2004 - Back To BasicsDocumento16 pagineAcoustic Emission March 2004 - Back To BasicsfndandanNessuna valutazione finora
- Formwork A Practical GuideDocumento447 pagineFormwork A Practical Guideraahul_n83% (6)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- SX022a-En-EU-Example - Calculation of Effective Section Properties For A Cold-Formed Lipped Channel Section in BendingDocumento10 pagineSX022a-En-EU-Example - Calculation of Effective Section Properties For A Cold-Formed Lipped Channel Section in BendingWNessuna valutazione finora
- Srs GasketsDocumento7 pagineSrs GasketsRanganathan SekarNessuna valutazione finora
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- Ioegc 12 023 12040Documento7 pagineIoegc 12 023 12040sujit tiwariNessuna valutazione finora
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- Experiment 1 (Reinforced Steel)Documento8 pagineExperiment 1 (Reinforced Steel)Marvin E. VillanuevaNessuna valutazione finora
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- 04.utilization of Bamboo Ash To Enhance Cement Strength in Well Cementing OperationsDocumento7 pagine04.utilization of Bamboo Ash To Enhance Cement Strength in Well Cementing OperationsHerry SuhartomoNessuna valutazione finora
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- BHUJKUTCHGUJARATDocumento16 pagineBHUJKUTCHGUJARATsnehal kambleNessuna valutazione finora
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Component Response To Flexural, Axial and Shearing ForcesDocumento31 pagineComponent Response To Flexural, Axial and Shearing ForcesEkky CecilNessuna valutazione finora
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Gate Valves For Fire - Protection ServiceDocumento28 pagineGate Valves For Fire - Protection ServiceLesther ChavesNessuna valutazione finora
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- Restoration of Town Hall in Kolkata For Adaptive Reuse: A Case StudyDocumento13 pagineRestoration of Town Hall in Kolkata For Adaptive Reuse: A Case StudyDEEP MondalNessuna valutazione finora
- Block 1 Types - Uses of ACDocumento36 pagineBlock 1 Types - Uses of ACcem anılNessuna valutazione finora
- 5504Documento10 pagine5504hhr2412Nessuna valutazione finora
- Brosur Kabel AC JemboDocumento13 pagineBrosur Kabel AC JemboAdi Nu GrohoNessuna valutazione finora
- Torsion by ACI 318-11-3SlidesPerPage.272121622Documento17 pagineTorsion by ACI 318-11-3SlidesPerPage.272121622oqusousNessuna valutazione finora
- 1st Floor Slab Design Sample PDFDocumento5 pagine1st Floor Slab Design Sample PDFSanjeev SanjeevNessuna valutazione finora
- Astm C1550-3Documento9 pagineAstm C1550-3propertyNessuna valutazione finora
- Comparison of Strength For Concrete With GGBS and Cement Using Accelerated Curing MethodDocumento5 pagineComparison of Strength For Concrete With GGBS and Cement Using Accelerated Curing MethodvardhangargNessuna valutazione finora
- Scale-Up Problems Arising With Non-Newtonian Fluids PDFDocumento14 pagineScale-Up Problems Arising With Non-Newtonian Fluids PDFTestNessuna valutazione finora
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Calculating Maximum Bending Stress of A PipeDocumento4 pagineCalculating Maximum Bending Stress of A PipeNabil Al-KhirdajiNessuna valutazione finora
- LN15 1718 PDFDocumento46 pagineLN15 1718 PDFelty TanNessuna valutazione finora
- Plastic Material SelectionDocumento62 paginePlastic Material SelectiondarshanmrNessuna valutazione finora
- EnergyMaster Thermal Store ManualDocumento16 pagineEnergyMaster Thermal Store ManualandrewsheldonNessuna valutazione finora
- 12 Deflection 78707054Documento12 pagine12 Deflection 78707054manuel jimenezNessuna valutazione finora
- Earthship Tire CodeDocumento5 pagineEarthship Tire CodePatrick O'BrienNessuna valutazione finora
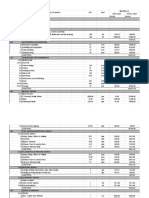
- Cost Estimation of Socialized HousingDocumento3 pagineCost Estimation of Socialized HousingDesiree IndacNessuna valutazione finora
- GRT-HM05-P0UGD-125452 - Rev.0 - HVAC Calculation For Water Treatment BuildingDocumento44 pagineGRT-HM05-P0UGD-125452 - Rev.0 - HVAC Calculation For Water Treatment Buildingarief bahtiarNessuna valutazione finora
- SPD910Documento2 pagineSPD910vicariogsxrNessuna valutazione finora
- Inventaa Hollow WallsDocumento6 pagineInventaa Hollow WallsSumedh GuptaNessuna valutazione finora
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)