Potrebbero piacerti anche
- Manual Codornices Solla 2017Documento10 pagineManual Codornices Solla 2017Astrid UribeNessuna valutazione finora
- MSDS Pintura de AceiteDocumento6 pagineMSDS Pintura de AceiteJania Osorio100% (1)
- Ficha Tecnica HTLP 60-65-80 EspanolDocumento3 pagineFicha Tecnica HTLP 60-65-80 EspanolSerna CastilloNessuna valutazione finora
- Clasificacion InstrumentosDocumento26 pagineClasificacion InstrumentosEDILBERTONessuna valutazione finora
- Perfil InspectorDocumento1 paginaPerfil InspectorEDILBERTONessuna valutazione finora
- Preguntas Subsidio de EmergenciaDocumento12 paginePreguntas Subsidio de EmergenciaJesús PadillaNessuna valutazione finora
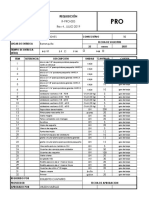
- R-Pro-003 Requisicion - Bullerengue16Documento2 pagineR-Pro-003 Requisicion - Bullerengue16EDILBERTONessuna valutazione finora
- TP-LP-PR-MC-005 Memoria de Cálculo Tuberías Rev. A1 PDFDocumento19 pagineTP-LP-PR-MC-005 Memoria de Cálculo Tuberías Rev. A1 PDFEDILBERTONessuna valutazione finora
- PPE-M-PR-011 Procedimiento de Limpieza y Pintura para Tuberia SandblastingDocumento8 paginePPE-M-PR-011 Procedimiento de Limpieza y Pintura para Tuberia SandblastingEDILBERTONessuna valutazione finora
- R-Pro-008 Inscripcion de Proveedores y ContratistasDocumento2 pagineR-Pro-008 Inscripcion de Proveedores y ContratistasEDILBERTONessuna valutazione finora
- Port SmaDocumento13 paginePort SmaEDILBERTONessuna valutazione finora
- Plan de Requerimiento de CapacidadDocumento8 paginePlan de Requerimiento de Capacidadnilquier benitoNessuna valutazione finora
- MSC Fastmortero Tipo GroutDocumento3 pagineMSC Fastmortero Tipo GroutJuan Diego GiraldoNessuna valutazione finora
- Instructivo para El Diligenciamiento Del Formato Acciones CorrectivasDocumento22 pagineInstructivo para El Diligenciamiento Del Formato Acciones CorrectivasCl Josefina C MenaNessuna valutazione finora
- Guia Practica 2Documento19 pagineGuia Practica 2HolaSoyJhanferSotomayorNessuna valutazione finora
- Uso de Martillo Portátil NeumaticoDocumento10 pagineUso de Martillo Portátil NeumaticoDiego Molina ChavezNessuna valutazione finora
- Scrum KunagiDocumento36 pagineScrum Kunagijose100% (1)
- Brasil EstaleirosDocumento74 pagineBrasil EstaleirosErik SailorNessuna valutazione finora
- Resumen EjecutivoDocumento3 pagineResumen EjecutivoJesus Daniel Toscano VergaraNessuna valutazione finora
- Cuadro Sinoptico-Lean ManufacturingDocumento1 paginaCuadro Sinoptico-Lean ManufacturingErick Alejo Acosta100% (2)
- Curriculum Vitae - Juan Carlos Ascencio PachecoDocumento7 pagineCurriculum Vitae - Juan Carlos Ascencio PachecoEnrique Renzo Ascencio PachecoNessuna valutazione finora
- Estudio Mercado - Gimnasio EcologicoDocumento9 pagineEstudio Mercado - Gimnasio EcologicoHever GrassNessuna valutazione finora
- Auditoria - VFDocumento133 pagineAuditoria - VFMónica Cecilia Cornejo BonillaNessuna valutazione finora
- Partes de Un AeropuertoDocumento18 paginePartes de Un AeropuertoFernandoNessuna valutazione finora
- Tarea Semana 02Documento5 pagineTarea Semana 02David Reyes MauricioNessuna valutazione finora
- Cuadrantes de La Parrilla EstratégicaDocumento3 pagineCuadrantes de La Parrilla EstratégicaEdlis LiedNessuna valutazione finora
- Plan Estratégico Empresarial Maquisa S.A.C. Corrregido (Autoguardado)Documento9 paginePlan Estratégico Empresarial Maquisa S.A.C. Corrregido (Autoguardado)elizabeth0% (1)
- Trabajo Final Investigacion de OperacionesDocumento28 pagineTrabajo Final Investigacion de OperacionesDiana Jacki Gavidia VasquezNessuna valutazione finora
- Apuntes Generales de MicrófonosDocumento25 pagineApuntes Generales de MicrófonosSebastian ValenzuelaNessuna valutazione finora
- Actividad 5 Acondicionamiento AndamiosDocumento2 pagineActividad 5 Acondicionamiento Andamiosrosalba gonzalezNessuna valutazione finora
- Arquitectura de Posguerra en España 1939-1962Documento150 pagineArquitectura de Posguerra en España 1939-1962Sebastián BacadareNessuna valutazione finora
- Perfil 12 Chofer RepartidorDocumento1 paginaPerfil 12 Chofer RepartidorLolis AlvarezNessuna valutazione finora
- Formato Resguardo Auto2Documento4 pagineFormato Resguardo Auto2JOSE MANUEL MIXTEGA ROSASNessuna valutazione finora
- Análisis de Costos Paramétricos en ValuaciónDocumento79 pagineAnálisis de Costos Paramétricos en ValuaciónARTURO NAVARRETENessuna valutazione finora
- PPT Ohsas 18001 I, II, IIIDocumento62 paginePPT Ohsas 18001 I, II, IIIVictor Manuel50% (2)
- La Empresa Unidad 2Documento17 pagineLa Empresa Unidad 2Manu MezaNessuna valutazione finora
- Trabajo Sobre "El Día Que David Venció A Goliat"Documento4 pagineTrabajo Sobre "El Día Que David Venció A Goliat"JuanE.G.QüenzaNessuna valutazione finora
- Aditivo Superfluidificante Reductor Agua Sikament 307Documento2 pagineAditivo Superfluidificante Reductor Agua Sikament 307José Alberto Garcia CordovaNessuna valutazione finora
- Transporte Por Tornillo Sin FinDocumento14 pagineTransporte Por Tornillo Sin FinCRISTIAN FASABINessuna valutazione finora
- Cromatika - em - Generador Electrico - As - Uio - Caso 6893Documento6 pagineCromatika - em - Generador Electrico - As - Uio - Caso 6893Leonardo CarvajalNessuna valutazione finora
- Protocolo Tires UpDocumento12 pagineProtocolo Tires UpJULIO MANUEL SORIA MAGA�ANessuna valutazione finora