Potrebbero piacerti anche
- Never Say NeverDocumento15 pagineNever Say NeverFree_Beating_HeartNessuna valutazione finora
- Never Say NeverDocumento15 pagineNever Say NeverFree_Beating_HeartNessuna valutazione finora
- Human Factors - How To Take The First StepsDocumento24 pagineHuman Factors - How To Take The First StepsnktiahNessuna valutazione finora
- Acoustic EmissionDocumento4 pagineAcoustic EmissionnktiahNessuna valutazione finora
- Acoustic EmissionDocumento4 pagineAcoustic EmissionnktiahNessuna valutazione finora
- Acoustic EmissionDocumento4 pagineAcoustic EmissionnktiahNessuna valutazione finora
- Improve The Reliability of High Flux Reboilers FinalDocumento7 pagineImprove The Reliability of High Flux Reboilers Finalnktiah100% (1)
- Guide To Fillet WeldingDocumento7 pagineGuide To Fillet WeldingPeter KyawNessuna valutazione finora
- Zone Class SafetyDocumento9 pagineZone Class SafetynktiahNessuna valutazione finora
- Fatigue StriationsDocumento5 pagineFatigue StriationsnktiahNessuna valutazione finora
- Index AspxpageID 213Documento6 pagineIndex AspxpageID 213nktiahNessuna valutazione finora
- Influence of Alloying ElementDocumento6 pagineInfluence of Alloying ElementnktiahNessuna valutazione finora
- Crosby ShacklesDocumento12 pagineCrosby Shacklesj_herndzNessuna valutazione finora
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5784)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (119)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Research PhilosophyDocumento4 pagineResearch Philosophygdayanand4uNessuna valutazione finora
- Classification of Boreal Forest Ecosystem Goods and Services in FinlandDocumento197 pagineClassification of Boreal Forest Ecosystem Goods and Services in FinlandSivamani SelvarajuNessuna valutazione finora
- Excel Keyboard Shortcuts MasterclassDocumento18 pagineExcel Keyboard Shortcuts MasterclassluinksNessuna valutazione finora
- Communicative Competence: Noam ChomskyDocumento2 pagineCommunicative Competence: Noam ChomskyKiara Denise SuarezNessuna valutazione finora
- 2Documento5 pagine2Frances CiaNessuna valutazione finora
- 2C Syllable Division: Candid Can/dDocumento32 pagine2C Syllable Division: Candid Can/dRawats002Nessuna valutazione finora
- Setting MemcacheDocumento2 pagineSetting MemcacheHendra CahyanaNessuna valutazione finora
- Toshiba l645 l650 l655 Dabl6dmb8f0 OkDocumento43 pagineToshiba l645 l650 l655 Dabl6dmb8f0 OkJaspreet Singh0% (1)
- Detailed Lesson Plan in Bread and Pastry Production NC IiDocumento3 pagineDetailed Lesson Plan in Bread and Pastry Production NC IiMark John Bechayda CasilagNessuna valutazione finora
- Codilla Vs MartinezDocumento3 pagineCodilla Vs MartinezMaria Recheille Banac KinazoNessuna valutazione finora
- KT 1 Ky Nang Tong Hop 2-ThươngDocumento4 pagineKT 1 Ky Nang Tong Hop 2-ThươngLệ ThứcNessuna valutazione finora
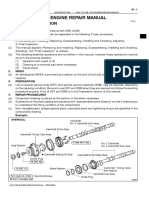
- How To Use This Engine Repair Manual: General InformationDocumento3 pagineHow To Use This Engine Repair Manual: General InformationHenry SilvaNessuna valutazione finora
- Overlord Volume 1 - The Undead King Black EditionDocumento291 pagineOverlord Volume 1 - The Undead King Black EditionSaadAmir100% (11)
- Barra de Pinos 90G 2x5 P. 2,54mm - WE 612 010 217 21Documento2 pagineBarra de Pinos 90G 2x5 P. 2,54mm - WE 612 010 217 21Conrado Almeida De OliveiraNessuna valutazione finora
- BCIC General Holiday List 2011Documento4 pagineBCIC General Holiday List 2011Srikanth DLNessuna valutazione finora
- Developments in ESP: A Multi-Disciplinary ApproachDocumento12 pagineDevelopments in ESP: A Multi-Disciplinary ApproachDragana Lorelai JankovicNessuna valutazione finora
- Tutorial 3 Ans Tutorial 3 AnsDocumento3 pagineTutorial 3 Ans Tutorial 3 AnsShoppers CartNessuna valutazione finora
- Should Animals Be Banned From Circuses.Documento2 pagineShould Animals Be Banned From Circuses.Minh Nguyệt TrịnhNessuna valutazione finora
- Page 17 - Word Connection, LiaisonsDocumento2 paginePage 17 - Word Connection, Liaisonsstarskyhutch0% (1)
- Earth Drill FlightsDocumento2 pagineEarth Drill FlightsMMM-MMMNessuna valutazione finora
- Icici Bank FileDocumento7 pagineIcici Bank Fileharman singhNessuna valutazione finora
- UNIT 2 - Belajar Bahasa Inggris Dari NolDocumento10 pagineUNIT 2 - Belajar Bahasa Inggris Dari NolDyah Wahyu Mei Ima MahananiNessuna valutazione finora
- Economic Impact of Tourism in Greater Palm Springs 2023 CLIENT FINALDocumento15 pagineEconomic Impact of Tourism in Greater Palm Springs 2023 CLIENT FINALJEAN MICHEL ALONZEAUNessuna valutazione finora
- Maternity and Newborn MedicationsDocumento38 pagineMaternity and Newborn MedicationsJaypee Fabros EdraNessuna valutazione finora
- 5 6107116501871886934Documento38 pagine5 6107116501871886934Harsha VardhanNessuna valutazione finora
- Examination of InvitationDocumento3 pagineExamination of InvitationChoi Rinna62% (13)
- Sample Letter of Intent To PurchaseDocumento2 pagineSample Letter of Intent To PurchaseChairmanNessuna valutazione finora
- Digital Movement Guide CodesDocumento18 pagineDigital Movement Guide Codescgeorgiou80Nessuna valutazione finora
- Joint School Safety Report - Final ReportDocumento8 pagineJoint School Safety Report - Final ReportUSA TODAY NetworkNessuna valutazione finora
- Factors Affecting English Speaking Skills of StudentsDocumento18 pagineFactors Affecting English Speaking Skills of StudentsRona Jane MirandaNessuna valutazione finora