Potrebbero piacerti anche
- The Essentials of Material Science and Technology for EngineersDa EverandThe Essentials of Material Science and Technology for EngineersValutazione: 5 su 5 stelle5/5 (1)
- 12F0011X0-Stainless-Steel-Fastener-Mechanical-PropertiesDocumento2 pagine12F0011X0-Stainless-Steel-Fastener-Mechanical-PropertiespkdscdubaiNessuna valutazione finora
- TDS Hardcarb 70 (#ET - EN - 20.1)Documento2 pagineTDS Hardcarb 70 (#ET - EN - 20.1)Jimit ShahNessuna valutazione finora
- S275JR PDFDocumento1 paginaS275JR PDFEmrahCayboylu100% (1)
- QCJ1TQ 2Documento1 paginaQCJ1TQ 2JOSE CANTERONessuna valutazione finora
- Quenched and Tempered Steels: Mechanical PropertiesDocumento2 pagineQuenched and Tempered Steels: Mechanical Propertiesarjun prajapatiNessuna valutazione finora
- Ferrit Tartalom A Hegesztesi VarratbanDocumento1 paginaFerrit Tartalom A Hegesztesi Varratbanmkh1985Nessuna valutazione finora
- U.S. Legal Binding Document for ASTM A588 Steel StandardDocumento4 pagineU.S. Legal Binding Document for ASTM A588 Steel StandardNuno Telmo LopesNessuna valutazione finora
- Bolts and Nuts Stainless SteelDocumento2 pagineBolts and Nuts Stainless SteelfedemochileroNessuna valutazione finora
- GBT 17107Documento23 pagineGBT 17107Luis100% (1)
- Wire RodDocumento2 pagineWire RodmljaininsulationNessuna valutazione finora
- 409 Data BulletinDocumento12 pagine409 Data BulletinWilliam PaivaNessuna valutazione finora
- Abstract of ASTM F879M 1991Documento6 pagineAbstract of ASTM F879M 1991Jesse ChenNessuna valutazione finora
- Cladding and Coating With Diode LazerDocumento18 pagineCladding and Coating With Diode Lazerwalid ben rhoumaNessuna valutazione finora
- High Strength Steels For Cold Forming Thermomechanically Rolled QStE340TMDocumento2 pagineHigh Strength Steels For Cold Forming Thermomechanically Rolled QStE340TMKrishnanNessuna valutazione finora
- Astm A487 4 (A)Documento1 paginaAstm A487 4 (A)baladiroyaNessuna valutazione finora
- PDF of Astm A53 Standard SpecificationDocumento4 paginePDF of Astm A53 Standard Specificationmarcelo10003Nessuna valutazione finora
- High-Strength Steels For Cold-Forming, Thermomechanically-RolledDocumento2 pagineHigh-Strength Steels For Cold-Forming, Thermomechanically-RolledAshishkekreNessuna valutazione finora
- BF02323554Documento7 pagineBF02323554Fernando CruzNessuna valutazione finora
- List of Components BellowsDocumento16 pagineList of Components BellowsJohn LeeNessuna valutazione finora
- Structural Steel Deck Construction GuideDocumento10 pagineStructural Steel Deck Construction GuideHenry HoyosNessuna valutazione finora
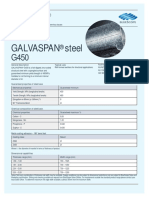
- Zinc Hi-Ten g450-450s SteelDocumento2 pagineZinc Hi-Ten g450-450s SteelPurnomo MbangunNessuna valutazione finora
- 1992 - 01 Steel Deck ConstructionDocumento10 pagine1992 - 01 Steel Deck ConstructionHenry HoyosNessuna valutazione finora
- Ferrite ContentDocumento5 pagineFerrite ContentMohammad Rizwan100% (1)
- Materials BookDocumento37 pagineMaterials BooktanNessuna valutazione finora
- Chromium and Chromium-Nickel Stainless Steel Plate, Sheet, and Strip For Pressure Vessels and For General ApplicationsDocumento13 pagineChromium and Chromium-Nickel Stainless Steel Plate, Sheet, and Strip For Pressure Vessels and For General ApplicationsHussain KNessuna valutazione finora
- Stainless Steel 1.4462 Sheet & PlateDocumento3 pagineStainless Steel 1.4462 Sheet & PlatePaulNessuna valutazione finora
- Arc Welding Technology For Dissimilar JointsDocumento6 pagineArc Welding Technology For Dissimilar JointsVictor CaetanoNessuna valutazione finora
- Non-Alloy Structural Steels: Mechanical Properties Available DimensionsDocumento1 paginaNon-Alloy Structural Steels: Mechanical Properties Available Dimensionssorin robertNessuna valutazione finora
- DD11 Mild Steel for Cold FormingDocumento1 paginaDD11 Mild Steel for Cold FormingHemachandra ShrotriNessuna valutazione finora
- ASTM Standard (Vol 1.04) A 131 - A131M - 94Documento5 pagineASTM Standard (Vol 1.04) A 131 - A131M - 94astrogildoNessuna valutazione finora
- Astm F871M 1998Documento7 pagineAstm F871M 1998Jesse ChenNessuna valutazione finora
- Company ProfileDocumento10 pagineCompany Profilebiik0076153Nessuna valutazione finora
- ISO 3506 stainless steel designation system breakdownDocumento3 pagineISO 3506 stainless steel designation system breakdownPaulo Henrique NascimentoNessuna valutazione finora
- Astm-A928-2005 Duplex Stailess Steel Pipe Electric Fusion WeldedDocumento6 pagineAstm-A928-2005 Duplex Stailess Steel Pipe Electric Fusion WeldedPablo PerdomoNessuna valutazione finora
- AWS A4.2M 2006 Standard Procedures For Calibrating Magnetic Instruments To Measure The Delta Ferrite Content of Austenitic and Duplex Ferritic-Austenitic Stainless Steel Weld Metal PDFDocumento58 pagineAWS A4.2M 2006 Standard Procedures For Calibrating Magnetic Instruments To Measure The Delta Ferrite Content of Austenitic and Duplex Ferritic-Austenitic Stainless Steel Weld Metal PDFErik Jhonattan Jara YpanaqueNessuna valutazione finora
- Steel X20Cr13: EN 10250-4:1999, Number: 1.4021Documento4 pagineSteel X20Cr13: EN 10250-4:1999, Number: 1.4021AdamNessuna valutazione finora
- S235JRDocumento1 paginaS235JREmrahCayboyluNessuna valutazione finora
- Domex 650 MC Hot Rolled, Extra High Strength, Cold Forming SteelDocumento2 pagineDomex 650 MC Hot Rolled, Extra High Strength, Cold Forming SteelHugo RodriguezNessuna valutazione finora
- ASTM A53 Standard Specification PDFDocumento5 pagineASTM A53 Standard Specification PDFFrancisco ChevezNessuna valutazione finora
- Lecture 3Documento23 pagineLecture 3Khaled SaadNessuna valutazione finora
- S355J2WDocumento2 pagineS355J2Wmedepalli sai madhuNessuna valutazione finora
- A 102 Â " 93 R00 QTEWMI1SRUQDocumento4 pagineA 102 Â " 93 R00 QTEWMI1SRUQJoffre ValladaresNessuna valutazione finora
- Is 1367 - 13 PDFDocumento4 pagineIs 1367 - 13 PDFsat palNessuna valutazione finora
- A407-07 (2013) Standard Specification For Steel Wire, Cold-Drawn, For Coiled-Type SpringsDocumento3 pagineA407-07 (2013) Standard Specification For Steel Wire, Cold-Drawn, For Coiled-Type Springstjt4779Nessuna valutazione finora
- Bolt Depot - Bolt Grade Markings and Strength ChartDocumento2 pagineBolt Depot - Bolt Grade Markings and Strength ChartSundar KumarNessuna valutazione finora
- F 1 - 94 R00 - Rjetukve PDFDocumento4 pagineF 1 - 94 R00 - Rjetukve PDFYayan RnsNessuna valutazione finora
- S700MC-high-strength-steelsDocumento2 pagineS700MC-high-strength-steelsTrần Văn ĐươngNessuna valutazione finora
- Aisi 4130Documento2 pagineAisi 4130ShreekanthKannathNessuna valutazione finora
- A677-12Documento6 pagineA677-12benjaminverduzco4Nessuna valutazione finora
- Welding PresentationDocumento33 pagineWelding PresentationHosam Ahmed100% (1)
- Correlation of Hardness Values To Tensile Strength: Semih Genculu, P.EDocumento9 pagineCorrelation of Hardness Values To Tensile Strength: Semih Genculu, P.ERakesh DasNessuna valutazione finora
- Astm a351 Cf8Documento1 paginaAstm a351 Cf8akdrnlNessuna valutazione finora
- Contact Welding: AC Spot Welding MachinesDocumento8 pagineContact Welding: AC Spot Welding MachinesAchaNessuna valutazione finora
- Joint Strength of Laser-Welded TitaniumDocumento6 pagineJoint Strength of Laser-Welded Titaniumadnan domlogeNessuna valutazione finora
- Galvaspan G450Documento2 pagineGalvaspan G450khurshedlakhoNessuna valutazione finora
- Welding ConsumableDocumento82 pagineWelding ConsumableAzmin BorkhanNessuna valutazione finora
- E390-15 Radiografías de Referencia Estándar para Soldaduras Por Fusión de Acero1Documento4 pagineE390-15 Radiografías de Referencia Estándar para Soldaduras Por Fusión de Acero1fredy lopezNessuna valutazione finora
- Leichtmetall Data Sheet EN AW 6082T6Documento1 paginaLeichtmetall Data Sheet EN AW 6082T6Satendra ThakurNessuna valutazione finora
- E4329 QuickGuideDocumento52 pagineE4329 QuickGuidelumasNessuna valutazione finora
- GasAlert Extreme User ManualDocumento62 pagineGasAlert Extreme User Manualbalakrishna gNessuna valutazione finora
- User Manual: M5 Balance Revision Software: 1 - 00Documento79 pagineUser Manual: M5 Balance Revision Software: 1 - 00AmaluddinNessuna valutazione finora
- Calibration of Balance - CSIRODocumento90 pagineCalibration of Balance - CSIRODian EkoNessuna valutazione finora
- Jurnal UtamaDocumento4 pagineJurnal UtamaAmaluddinNessuna valutazione finora
- Jurnal Amal Spektroskopi PDFDocumento6 pagineJurnal Amal Spektroskopi PDFAmaluddinNessuna valutazione finora
- Jurnal Amal ThermodinamikaDocumento5 pagineJurnal Amal ThermodinamikaAmaluddinNessuna valutazione finora
- Analisis Sistem Reliability Dengan PendekatanDocumento11 pagineAnalisis Sistem Reliability Dengan PendekatanMeika YoslinaNessuna valutazione finora
- WHP Atomic Spectroscopy-Effects On Accuracy and Detection Limits 013559 01 PDFDocumento11 pagineWHP Atomic Spectroscopy-Effects On Accuracy and Detection Limits 013559 01 PDFR JNessuna valutazione finora
- Jurnal Amal Spektroskopi PDFDocumento6 pagineJurnal Amal Spektroskopi PDFAmaluddinNessuna valutazione finora
- Investigación en La Absorción Por UV - Vis de Un Cemento y Emulsión AsfálticaDocumento9 pagineInvestigación en La Absorción Por UV - Vis de Un Cemento y Emulsión AsfálticaDaniel RangelNessuna valutazione finora
- Mantap Gan 2Documento27 pagineMantap Gan 2Tessalonika SuhendhiNessuna valutazione finora
- Jurnal Santi ThermodinamikaDocumento4 pagineJurnal Santi ThermodinamikaAmaluddinNessuna valutazione finora
- Zre Cai Operators Manual PDFDocumento81 pagineZre Cai Operators Manual PDFrohitsingh2909Nessuna valutazione finora
- Zre Cai Operators Manual PDFDocumento81 pagineZre Cai Operators Manual PDFrohitsingh2909Nessuna valutazione finora
- Stack-Gas Analysis System: ENDA 5000 SeriesDocumento6 pagineStack-Gas Analysis System: ENDA 5000 SeriesAmaluddinNessuna valutazione finora
- Flame Photometer ManualDocumento48 pagineFlame Photometer ManualemmadiezNessuna valutazione finora
- Kalibrasi Alat Ukur DigitalDocumento26 pagineKalibrasi Alat Ukur DigitalAmaluddinNessuna valutazione finora
- Surat Ke BSN PDFDocumento2 pagineSurat Ke BSN PDFAmaluddinNessuna valutazione finora
- Elektroforesis TenerDocumento4 pagineElektroforesis TenerAmaluddinNessuna valutazione finora
- Title Layout PrentasiDocumento5 pagineTitle Layout PrentasiAmaluddinNessuna valutazione finora
- Project AnalysisDocumento13 pagineProject AnalysisBruno Felipe Firmino de SouzaNessuna valutazione finora
- Uncertainty ScalesDocumento7 pagineUncertainty ScalesEmilio HipolaNessuna valutazione finora
- GAExtreme ManualDocumento65 pagineGAExtreme ManualAmaluddinNessuna valutazione finora
- GE PT878 USB Ds 920 039F HR 2014 PDFDocumento8 pagineGE PT878 USB Ds 920 039F HR 2014 PDFarefNessuna valutazione finora
- BR 21443 Chromatography Catalog BR21443 EN PDFDocumento460 pagineBR 21443 Chromatography Catalog BR21443 EN PDFAmaluddinNessuna valutazione finora
- Analisa Natural Gas Dengan Gas Chromatograpgh Varian 450-GcDocumento11 pagineAnalisa Natural Gas Dengan Gas Chromatograpgh Varian 450-GcAmaluddinNessuna valutazione finora
- Pengukuranlajualirankel 3 170419132550Documento47 paginePengukuranlajualirankel 3 170419132550Rivaldi Arno SaputraNessuna valutazione finora
- Pengukuranlajualirankel 3 170419132550Documento47 paginePengukuranlajualirankel 3 170419132550Rivaldi Arno SaputraNessuna valutazione finora
- Pengukuranlajualirankel 3 170419132550Documento47 paginePengukuranlajualirankel 3 170419132550Rivaldi Arno SaputraNessuna valutazione finora
- Important Tips On The Law On SalesDocumento34 pagineImportant Tips On The Law On SalesJanetGraceDalisayFabreroNessuna valutazione finora
- Opening RitualDocumento17 pagineOpening RitualTracy CrockettNessuna valutazione finora
- Chapter04 PDFDocumento36 pagineChapter04 PDFBabuM ACC FIN ECONessuna valutazione finora
- Reactions of Hydrocarbons and HaloalkanesDocumento6 pagineReactions of Hydrocarbons and HaloalkanesGwynethAdrienneLeighVillapandoNessuna valutazione finora
- Reflection Paper - InternshipDocumento7 pagineReflection Paper - Internshipapi-549362324Nessuna valutazione finora
- Chap 01Documento47 pagineChap 01HappyDayNessuna valutazione finora
- MT 06Documento2 pagineMT 06Glen Rey BrunNessuna valutazione finora
- Cambridge Lower Secondary Checkpoint: English 1111/01Documento11 pagineCambridge Lower Secondary Checkpoint: English 1111/01Erling Kizito100% (1)
- Ageli Software DevelopmentDocumento112 pagineAgeli Software DevelopmentRyan Adrian100% (2)
- Health Grade 9 1st QuarterDocumento1 paginaHealth Grade 9 1st QuarterCapila Ron100% (1)
- Schools of PsychologyDocumento30 pagineSchools of PsychologyMdl C DayritNessuna valutazione finora
- What Is Link AdaptationDocumento4 pagineWhat Is Link AdaptationAshutosh SinghNessuna valutazione finora
- Critical AnalysisDocumento4 pagineCritical AnalysisAyet PNessuna valutazione finora
- Almeda v. CaDocumento10 pagineAlmeda v. CaRuss TuazonNessuna valutazione finora
- MCD2040 T2 2019 Exam Content and StructureDocumento18 pagineMCD2040 T2 2019 Exam Content and StructureheyitsmemuahNessuna valutazione finora
- Learning Competencies For English - Grades 11-12Documento5 pagineLearning Competencies For English - Grades 11-12Neo Artajo100% (1)
- OUTLIERSDocumento5 pagineOUTLIERSRana Arslan Munir100% (1)
- In Sunni IslamDocumento5 pagineIn Sunni IslamMk AkangbeNessuna valutazione finora
- Year 9 Autumn 1 2018Documento55 pagineYear 9 Autumn 1 2018andyedwards73Nessuna valutazione finora
- English March 3Documento7 pagineEnglish March 3Richard ManongsongNessuna valutazione finora
- Christoffel Symbols: PHYS 471: Introduction To Relativity and CosmologyDocumento9 pagineChristoffel Symbols: PHYS 471: Introduction To Relativity and Cosmologyarileo3100% (1)
- Tiger Rising Teachers' GuideDocumento6 pagineTiger Rising Teachers' GuideCandlewick Press50% (2)
- Algebra 2 Function Composition EssayDocumento2 pagineAlgebra 2 Function Composition EssayEli PorterNessuna valutazione finora
- Vodafone - Market Research ProposalDocumento4 pagineVodafone - Market Research ProposalNikita Sanghvi100% (2)
- Understanding ICT Through 4 PIC 1 WORD PUZZLESDocumento43 pagineUnderstanding ICT Through 4 PIC 1 WORD PUZZLESMishel Macaraeg0% (1)
- VajroliDocumento3 pagineVajroliJithu BayiNessuna valutazione finora
- HamletDocumento11 pagineHamletBianca IonitaNessuna valutazione finora
- Sample Thesis Title in Business ManagementDocumento6 pagineSample Thesis Title in Business Managementlisabrownomaha100% (2)
- TQM 2 MARKSDocumento12 pagineTQM 2 MARKSMARIYAPPANNessuna valutazione finora
- Perceptiual - Cognitive SkillDocumento17 paginePerceptiual - Cognitive SkillGeovani AkbarNessuna valutazione finora