Potrebbero piacerti anche
- CLAMPSDocumento37 pagineCLAMPSRamesh KrishnanNessuna valutazione finora
- Mistakes and Misconceptions in Valve Leak TestingDocumento5 pagineMistakes and Misconceptions in Valve Leak TestingNadi Jothidan KLNessuna valutazione finora
- Sight Glass Selection Guide PDFDocumento7 pagineSight Glass Selection Guide PDFani_datNessuna valutazione finora
- ETL Pressure Relief Valves Datasheet PDFDocumento6 pagineETL Pressure Relief Valves Datasheet PDFNanasaheb PatilNessuna valutazione finora
- Collar Bolts: in Shell and Tube Heat ExchangersDocumento2 pagineCollar Bolts: in Shell and Tube Heat ExchangersMahdi HocineNessuna valutazione finora
- Pressure Vessel Inspection ReportDocumento34 paginePressure Vessel Inspection ReportJinlong SuNessuna valutazione finora
- 0.0bolt Torque Calculation - R0Documento9 pagine0.0bolt Torque Calculation - R0Darshan PanchalNessuna valutazione finora
- Cast - Basket Strainers - 2nd EditionDocumento27 pagineCast - Basket Strainers - 2nd EditionmartinnovelNessuna valutazione finora
- Alvaer DNV2.7-3 PDFDocumento23 pagineAlvaer DNV2.7-3 PDFThanhdong Do100% (1)
- Pressure Vessel Design ASME Sec. VIIIDocumento37 paginePressure Vessel Design ASME Sec. VIIIprayogo1010Nessuna valutazione finora
- PB101424 0Documento9 paginePB101424 0emilio mendez olveraNessuna valutazione finora
- BREECH LOCK Presentation Dec2004 Tcm24 226146Documento24 pagineBREECH LOCK Presentation Dec2004 Tcm24 226146Harinarayanan Samsari Kizhake VeetilNessuna valutazione finora
- Shell Thickness Calculation: C WP F D WP TDocumento16 pagineShell Thickness Calculation: C WP F D WP Tpatiltushar79Nessuna valutazione finora
- Heat ExchangerDocumento36 pagineHeat ExchangerUsman MansuriNessuna valutazione finora
- CODE DIV - 2 Review of The ASME Code Section VIII Division 2 - 2007 PDFDocumento12 pagineCODE DIV - 2 Review of The ASME Code Section VIII Division 2 - 2007 PDFManish542100% (1)
- Development of Emission Factors From API 622 - 624 Test Data - Buzz Harris - Bronson PateDocumento23 pagineDevelopment of Emission Factors From API 622 - 624 Test Data - Buzz Harris - Bronson PateratnakarpatilNessuna valutazione finora
- Shell Thickness CalcDocumento1 paginaShell Thickness CalcDidi KurniadiNessuna valutazione finora
- Sample4 SpreadsheetDocumento21 pagineSample4 SpreadsheetTrishul Nath Pallay100% (1)
- FRP DesignDocumento17 pagineFRP DesignRUSTSHIELD IndonesiaNessuna valutazione finora
- External Pressure - Pressure Vessel EngineeringDocumento15 pagineExternal Pressure - Pressure Vessel Engineeringarjun100% (1)
- Engineering Example CalculationDocumento78 pagineEngineering Example Calculationkae kaeNessuna valutazione finora
- Project Title: Study and Design of A Mechanical SealDocumento19 pagineProject Title: Study and Design of A Mechanical Sealsyed MohammedNessuna valutazione finora
- Equipment SizingDocumento9 pagineEquipment SizingAnonymous Hy5Ir9QXNessuna valutazione finora
- Bleed Ring - ANSI Class 150-2500 (In)Documento2 pagineBleed Ring - ANSI Class 150-2500 (In)ulfatNessuna valutazione finora
- Grating Weight - CalculationDocumento1 paginaGrating Weight - CalculationMuthuram NNessuna valutazione finora
- Roof Nozzle Reinforcement API 620 Section 5.16 - ColdDocumento1 paginaRoof Nozzle Reinforcement API 620 Section 5.16 - ColdtutuionutNessuna valutazione finora
- TBE-Pressure Vessel Standard TemplateDocumento4 pagineTBE-Pressure Vessel Standard TemplateSiva baalanNessuna valutazione finora
- Pressure Vessel HandoutDocumento14 paginePressure Vessel HandoutEng Mohammed100% (1)
- 00000-UDS-001 (Chemical Injection Unit) Rev 0Documento2 pagine00000-UDS-001 (Chemical Injection Unit) Rev 0sithulibraNessuna valutazione finora
- Flange DesignDocumento23 pagineFlange DesignNirmalkumarNessuna valutazione finora
- Comparison ASME KTADocumento7 pagineComparison ASME KTAAndres_Pastor1987Nessuna valutazione finora
- DBB Vs DIBDocumento3 pagineDBB Vs DIBrsb72Nessuna valutazione finora
- NozzlePRO PDFDocumento185 pagineNozzlePRO PDFIan CarrNessuna valutazione finora
- Project of Pressure VesselDocumento25 pagineProject of Pressure VesselKalkidan DanielNessuna valutazione finora
- Pipe Wall THK Calc For External PressureDocumento2 paginePipe Wall THK Calc For External PressurektejankarNessuna valutazione finora
- Application of Bellows Expansion Joints in Piping SystemDocumento5 pagineApplication of Bellows Expansion Joints in Piping Systemjlcheefei9258Nessuna valutazione finora
- Shell and Tube Heat Exchangers (API 660 vsTEMA)Documento3 pagineShell and Tube Heat Exchangers (API 660 vsTEMA)Aravind MadhuNessuna valutazione finora
- Edr 01 Dec 2018Documento21 pagineEdr 01 Dec 2018AMALENDU PAULNessuna valutazione finora
- ASME B16.47!75!300# Series B Flanges With FLEXSEAL Spiral Wound GasketsDocumento5 pagineASME B16.47!75!300# Series B Flanges With FLEXSEAL Spiral Wound Gasketserik aranaNessuna valutazione finora
- Design Calculation of Nozzle Junction Based On ASME Pressure Vessel Design CodeDocumento8 pagineDesign Calculation of Nozzle Junction Based On ASME Pressure Vessel Design CodeYakubu100% (1)
- Improve Evaluation of Brittle-Fracture Resistance For VesselsDocumento6 pagineImprove Evaluation of Brittle-Fracture Resistance For VesselsHieuNessuna valutazione finora
- Bulk Air Eliminator R1Documento1 paginaBulk Air Eliminator R1hydrothermsNessuna valutazione finora
- Design Life of Pressure VesselsDocumento5 pagineDesign Life of Pressure VesselsChanchal GuptaNessuna valutazione finora
- FOAMGLAS Cellular Glass InsulationDocumento18 pagineFOAMGLAS Cellular Glass InsulationermizeNessuna valutazione finora
- Mitered BendsDocumento1 paginaMitered BendsTsouki TsoukiNessuna valutazione finora
- Hydrotest Full Details - and CalculationDocumento6 pagineHydrotest Full Details - and CalculationDipak PatelNessuna valutazione finora
- Conversion ASME Unit ConversionDocumento3 pagineConversion ASME Unit ConversionMohdBadruddinKarimNessuna valutazione finora
- E.1.1) Nozzle Neck Thickness For Cyl. Shell Nozzles As Per UG-45Documento2 pagineE.1.1) Nozzle Neck Thickness For Cyl. Shell Nozzles As Per UG-45Rajesh KumarNessuna valutazione finora
- Code Case 2695 in PV Elite - How To Use It PDFDocumento2 pagineCode Case 2695 in PV Elite - How To Use It PDFMukeshChopra100% (1)
- ch26 PDFDocumento70 paginech26 PDFbookppNessuna valutazione finora
- Bolt Torque Calculations 1 PDFDocumento1 paginaBolt Torque Calculations 1 PDFshazanNessuna valutazione finora
- Enhanced Steam Reformer Tube Inspection and Remaining Life Assessment ApproachDocumento4 pagineEnhanced Steam Reformer Tube Inspection and Remaining Life Assessment ApproachRabah BrikaNessuna valutazione finora
- Painted Protection of Metallic StructuresDocumento7 paginePainted Protection of Metallic StructuresdaveNessuna valutazione finora
- Universal Cements: Dual Activated and Chemically Activated: Acta Biomaterialia Odontologica ScandinavicaDocumento6 pagineUniversal Cements: Dual Activated and Chemically Activated: Acta Biomaterialia Odontologica ScandinavicaAminahsaniaNessuna valutazione finora
- Owt SHMDocumento14 pagineOwt SHMZenPhiNessuna valutazione finora
- Systems For Repair and Rehabilitation of Corroded Oil & Gas PipelinesDocumento5 pagineSystems For Repair and Rehabilitation of Corroded Oil & Gas Pipelinesshizu monNessuna valutazione finora
- Il or in JournalDocumento8 pagineIl or in JournalMasood KhanNessuna valutazione finora
- Laboratory Simulation of Corrosion Damage in Reinforced ConcreteDocumento9 pagineLaboratory Simulation of Corrosion Damage in Reinforced Concretejorge mario martinez gameroNessuna valutazione finora
- Intelligent Autonomy For Unmanned Marine VehiclesDocumento1 paginaIntelligent Autonomy For Unmanned Marine VehiclesDaniel InemughaNessuna valutazione finora
- Sut - Subsea Field ValuationDocumento10 pagineSut - Subsea Field ValuationDaniel InemughaNessuna valutazione finora
- Ogs - 2016 Training CalendarDocumento2 pagineOgs - 2016 Training CalendarDaniel InemughaNessuna valutazione finora
- Flow Assurance For Subsea Tie BacksDocumento18 pagineFlow Assurance For Subsea Tie BacksDaniel InemughaNessuna valutazione finora
- Business Time ManagementDocumento35 pagineBusiness Time ManagementNasser GhoorunNessuna valutazione finora
- Flow Assurance For Subsea Tie BacksDocumento18 pagineFlow Assurance For Subsea Tie BacksDaniel InemughaNessuna valutazione finora
- Marine RoboticsDocumento3 pagineMarine RoboticsDaniel InemughaNessuna valutazione finora
- Pipelaying and InstallationDocumento31 paginePipelaying and InstallationDaniel Inemugha100% (6)
- Ceg 812 - Lecture Note Part IDocumento110 pagineCeg 812 - Lecture Note Part IDaniel InemughaNessuna valutazione finora
- Stats Past QuestionDocumento2 pagineStats Past QuestionDaniel InemughaNessuna valutazione finora
- Reliability and Failure ModesDocumento5 pagineReliability and Failure ModesDaniel InemughaNessuna valutazione finora
- Tubular Joint Analysis in Jacket StructureDocumento43 pagineTubular Joint Analysis in Jacket StructureDaniel InemughaNessuna valutazione finora
- Reliability Lecture NoteDocumento20 pagineReliability Lecture NoteDaniel InemughaNessuna valutazione finora
- CH 4Documento34 pagineCH 4mwasdave153261Nessuna valutazione finora
- Marine Engineering Mtech AssignmentDocumento3 pagineMarine Engineering Mtech AssignmentDaniel Inemugha100% (1)
- Various Patents Relating To The Repair of Subsea PiplinesDocumento12 pagineVarious Patents Relating To The Repair of Subsea PiplinesDaniel InemughaNessuna valutazione finora
- CEG 801 - Advanced Engineering Maths 3Documento57 pagineCEG 801 - Advanced Engineering Maths 3Daniel InemughaNessuna valutazione finora
- Mechanical DynamicsDocumento20 pagineMechanical DynamicsDaniel InemughaNessuna valutazione finora
- Lecture Notes On Marine Engines and Auxiliary MachineriesDocumento152 pagineLecture Notes On Marine Engines and Auxiliary MachineriesDaniel Inemugha100% (1)
- Presentation Part 1Documento142 paginePresentation Part 1Daniel InemughaNessuna valutazione finora
- Summary - Heat TransferDocumento10 pagineSummary - Heat TransferDaniel InemughaNessuna valutazione finora
- Lecture Notes On Marine Engines and Auxiliary MachineriesDocumento152 pagineLecture Notes On Marine Engines and Auxiliary MachineriesDaniel Inemugha100% (1)
- Workforce 1Documento43 pagineWorkforce 1Daniel InemughaNessuna valutazione finora
- Analysis:: (B) Experiment of The Aerodynamics of An AirfoilDocumento2 pagineAnalysis:: (B) Experiment of The Aerodynamics of An AirfoilDaniel InemughaNessuna valutazione finora
- Ship Constructuion & WeldingDocumento322 pagineShip Constructuion & WeldingisemNessuna valutazione finora
- Course of Ships Stability and TrimDocumento318 pagineCourse of Ships Stability and TrimMandrescu Codrin100% (1)
- Workforce 2Documento36 pagineWorkforce 2Daniel InemughaNessuna valutazione finora
- Fourth Grade Master Spelling ListsDocumento5 pagineFourth Grade Master Spelling ListsRegina Reyi Regi50% (2)
- MM313Documento262 pagineMM313zukraf jawaharNessuna valutazione finora
- GURUKUL - TCF Basic Skill Training Center: Final ScoreDocumento2 pagineGURUKUL - TCF Basic Skill Training Center: Final ScoreBalachandar SathananthanNessuna valutazione finora
- KAF950GDF - Kawasaki Trans Diesel 4x4 Service ManualDocumento557 pagineKAF950GDF - Kawasaki Trans Diesel 4x4 Service ManualSimon Mclennan100% (5)
- ROBA-Slip Hubs General CatalogueDocumento24 pagineROBA-Slip Hubs General CatalogueJaydeep MatiedaNessuna valutazione finora
- 08-Clutch System PDFDocumento28 pagine08-Clutch System PDFAditiana SukadarusmanNessuna valutazione finora
- VK540 IiiDocumento78 pagineVK540 IiiJorjNessuna valutazione finora
- Parts List: MODEL: DDL-8500-7 List No: 1200-00Documento44 pagineParts List: MODEL: DDL-8500-7 List No: 1200-00Demis FrancoNessuna valutazione finora
- BS 1564 Prestressed Rectangular TanksDocumento17 pagineBS 1564 Prestressed Rectangular TanksPD AWSSIESPNessuna valutazione finora
- Hyundai Accent RB Workshop Manual 2012Documento20 pagineHyundai Accent RB Workshop Manual 2012emma100% (51)
- Chamberlain ManualDocumento80 pagineChamberlain ManualClaudioNessuna valutazione finora
- Project Report For FabricationDocumento19 pagineProject Report For FabricationDarshan KasalNessuna valutazione finora
- Carbon Steel Bolts, Studs, and Threaded Rod 60 000 PSI Tensile StrengthDocumento6 pagineCarbon Steel Bolts, Studs, and Threaded Rod 60 000 PSI Tensile StrengthGian SennaNessuna valutazione finora
- Shop manualPC450 - PC450LC-7K4001 PDFDocumento766 pagineShop manualPC450 - PC450LC-7K4001 PDFAdminDTS AdminDTS100% (1)
- Brother LT2-B842, - B847 PDFDocumento76 pagineBrother LT2-B842, - B847 PDFPedro SierraNessuna valutazione finora
- Daewoo Split Airconditioning System User ManualDocumento30 pagineDaewoo Split Airconditioning System User ManualElla MariaNessuna valutazione finora
- Sonalika Tractors Parts MRP List PDFDocumento588 pagineSonalika Tractors Parts MRP List PDFkvsj2001100% (1)
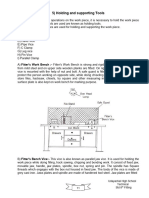
- 4) Holding and Supporting Tools Used in FittingDocumento6 pagine4) Holding and Supporting Tools Used in FittingKrako TramNessuna valutazione finora
- Sunroof Repair CompDocumento11 pagineSunroof Repair CompPinto CarlosNessuna valutazione finora
- -Documento64 pagine-David GastelbondoNessuna valutazione finora
- Shade Systems CatalogDocumento40 pagineShade Systems CatalogParker SimonaitisNessuna valutazione finora
- XFABDocumento44 pagineXFABJulinNessuna valutazione finora
- Caterpillar Cat 330L TRACK-TYPE EXCAVATOR (Prefix 6WJ) Service Repair Manual (6WJ00001 and Up)Documento25 pagineCaterpillar Cat 330L TRACK-TYPE EXCAVATOR (Prefix 6WJ) Service Repair Manual (6WJ00001 and Up)kfm8seuuduNessuna valutazione finora
- Name of Work: Construction of Building For Agro Cluster Common Facility Centre at KANGMONG, ManipurDocumento12 pagineName of Work: Construction of Building For Agro Cluster Common Facility Centre at KANGMONG, ManipurKhairul AnuwrNessuna valutazione finora
- Configuration Guide (Basic) DX100-EnDocumento191 pagineConfiguration Guide (Basic) DX100-Enconmar5mNessuna valutazione finora
- CS9i Low Mount Suspension Assembly Parts ListDocumento3 pagineCS9i Low Mount Suspension Assembly Parts ListВЛАДИМИРNessuna valutazione finora
- Mechanical Properties of Structural Steel PDFDocumento324 pagineMechanical Properties of Structural Steel PDFUsnadi BurhanNessuna valutazione finora
- RaceRunning Coaches ManualDocumento76 pagineRaceRunning Coaches ManualLorenzo Fernandez100% (1)
- NavNet Vx2 Installation ManualDocumento101 pagineNavNet Vx2 Installation ManualmmmuradNessuna valutazione finora
- Ball Valve CatelogeDocumento56 pagineBall Valve CatelogeRakeshNessuna valutazione finora
- M4002432211d102a2 - 2528CH 321 340 PDFDocumento20 pagineM4002432211d102a2 - 2528CH 321 340 PDFNaimahSulistianingsihNessuna valutazione finora
- Conquering the Electron: The Geniuses, Visionaries, Egomaniacs, and Scoundrels Who Built Our Electronic AgeDa EverandConquering the Electron: The Geniuses, Visionaries, Egomaniacs, and Scoundrels Who Built Our Electronic AgeValutazione: 4.5 su 5 stelle4.5/5 (10)
- INCOSE Systems Engineering Handbook: A Guide for System Life Cycle Processes and ActivitiesDa EverandINCOSE Systems Engineering Handbook: A Guide for System Life Cycle Processes and ActivitiesValutazione: 5 su 5 stelle5/5 (1)
- Electrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tDa EverandElectrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tValutazione: 4.5 su 5 stelle4.5/5 (27)
- The Innovators: How a Group of Hackers, Geniuses, and Geeks Created the Digital RevolutionDa EverandThe Innovators: How a Group of Hackers, Geniuses, and Geeks Created the Digital RevolutionValutazione: 4.5 su 5 stelle4.5/5 (543)
- Digital Filmmaking: The Ultimate Guide to Web Video Production for Beginners and Non-Professionals, Learn Useful Tips and Advice on How You Can Create, Film and Edit Your VideosDa EverandDigital Filmmaking: The Ultimate Guide to Web Video Production for Beginners and Non-Professionals, Learn Useful Tips and Advice on How You Can Create, Film and Edit Your VideosValutazione: 5 su 5 stelle5/5 (1)
- Hacking Electronics: An Illustrated DIY Guide for Makers and HobbyistsDa EverandHacking Electronics: An Illustrated DIY Guide for Makers and HobbyistsValutazione: 3.5 su 5 stelle3.5/5 (2)
- Practical Electrical Wiring: Residential, Farm, Commercial, and IndustrialDa EverandPractical Electrical Wiring: Residential, Farm, Commercial, and IndustrialValutazione: 3.5 su 5 stelle3.5/5 (3)
- Retro Gaming with Raspberry Pi: Nearly 200 Pages of Video Game ProjectsDa EverandRetro Gaming with Raspberry Pi: Nearly 200 Pages of Video Game ProjectsNessuna valutazione finora
- Programming the Raspberry Pi, Third Edition: Getting Started with PythonDa EverandProgramming the Raspberry Pi, Third Edition: Getting Started with PythonValutazione: 5 su 5 stelle5/5 (2)
- 2022 Adobe® Premiere Pro Guide For Filmmakers and YouTubersDa Everand2022 Adobe® Premiere Pro Guide For Filmmakers and YouTubersValutazione: 5 su 5 stelle5/5 (1)
- Analog Design and Simulation Using OrCAD Capture and PSpiceDa EverandAnalog Design and Simulation Using OrCAD Capture and PSpiceNessuna valutazione finora
- Current Interruption Transients CalculationDa EverandCurrent Interruption Transients CalculationValutazione: 4 su 5 stelle4/5 (1)
- Build Your Own Electronics WorkshopDa EverandBuild Your Own Electronics WorkshopValutazione: 3.5 su 5 stelle3.5/5 (3)
- A Mind at Play: How Claude Shannon Invented the Information AgeDa EverandA Mind at Play: How Claude Shannon Invented the Information AgeValutazione: 4 su 5 stelle4/5 (53)
- Beginner's Guide to Reading Schematics, Third EditionDa EverandBeginner's Guide to Reading Schematics, Third EditionNessuna valutazione finora
- Heat Transfer Engineering: Fundamentals and TechniquesDa EverandHeat Transfer Engineering: Fundamentals and TechniquesValutazione: 4 su 5 stelle4/5 (1)
- Teach Yourself Electricity and Electronics, 6th EditionDa EverandTeach Yourself Electricity and Electronics, 6th EditionValutazione: 3.5 su 5 stelle3.5/5 (15)
- Power Electronics Diploma Interview Q&A: Career GuideDa EverandPower Electronics Diploma Interview Q&A: Career GuideNessuna valutazione finora