Potrebbero piacerti anche
- Manhole Design per AASHTO LRFD 2014Documento23 pagineManhole Design per AASHTO LRFD 2014Rafique Munde100% (2)
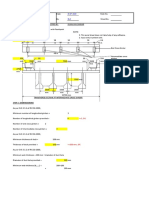
- PSC I Girder Design by IRC Code (Old)Documento109 paginePSC I Girder Design by IRC Code (Old)Structural SpreadsheetsNessuna valutazione finora
- Flare SystemDocumento68 pagineFlare SystemMihir JhaNessuna valutazione finora
- P-H Agua PDFDocumento1 paginaP-H Agua PDFSarah B. LopesNessuna valutazione finora
- ASTRO UserguideDocumento1.054 pagineASTRO UserguideMarwan Ahmed100% (1)
- Estimating relief loads using conventional, steady-state and dynamic simulation techniquesDocumento9 pagineEstimating relief loads using conventional, steady-state and dynamic simulation techniquessgrsth100% (5)
- O level Physics Questions And Answer Practice Papers 3Da EverandO level Physics Questions And Answer Practice Papers 3Valutazione: 3 su 5 stelle3/5 (1)
- TH255C Engine CAT PartsDocumento134 pagineTH255C Engine CAT PartsKevine KhaledNessuna valutazione finora
- Boat DesignDocumento8 pagineBoat DesignporkovanNessuna valutazione finora
- Gas Flare RecoveryDocumento12 pagineGas Flare RecoveryAndrew Robertson100% (1)
- Norsok Standard - Process Design (P-001r3)Documento29 pagineNorsok Standard - Process Design (P-001r3)Thitikorn WassanarpheernphongNessuna valutazione finora
- PACL Lodha Commette Final NOTICE of SALE With Property DetailsDocumento4 paginePACL Lodha Commette Final NOTICE of SALE With Property DetailsVivek Agrawal100% (2)
- Selecting The Proper Flare System PDFDocumento6 pagineSelecting The Proper Flare System PDFjdgh1986100% (1)
- Civil Engineering Drafting Project SummaryDocumento4 pagineCivil Engineering Drafting Project SummaryKeith TayNessuna valutazione finora
- 2018-1-Impact of GIC On Noise Performance of Large Power TransformersDocumento7 pagine2018-1-Impact of GIC On Noise Performance of Large Power TransformersArief BudiantoNessuna valutazione finora
- MI9595 Ug en GBDocumento1 paginaMI9595 Ug en GBAdrian NazareNessuna valutazione finora
- 3BHK PDFDocumento5 pagine3BHK PDFTrisha May CarboneraNessuna valutazione finora
- Datasheet KPM32F 6A01Documento1 paginaDatasheet KPM32F 6A01Nurul AzizahNessuna valutazione finora
- TM-60 CS Simulation - ReportDocumento30 pagineTM-60 CS Simulation - Reportbahar1991Nessuna valutazione finora
- PSC 27mDocumento190 paginePSC 27mAshutosh GuptaNessuna valutazione finora
- Discrete Exponential Growth and DecayDocumento2 pagineDiscrete Exponential Growth and Decay71305Nessuna valutazione finora
- TN-E6 CS Simulation - ReportDocumento16 pagineTN-E6 CS Simulation - Reportbahar1991Nessuna valutazione finora
- 822 Test 1Documento2 pagine822 Test 1jose luisNessuna valutazione finora
- UNIVERSITY EXAMINATIONS STEAM PLANT III THEORYDocumento13 pagineUNIVERSITY EXAMINATIONS STEAM PLANT III THEORYGarry Van der Beek100% (1)
- 502 Unitest Mini GBGBDocumento1 pagina502 Unitest Mini GBGBChandra NurikoNessuna valutazione finora
- Brochure Cluster - The Mahogany Residence (Final) PDFDocumento21 pagineBrochure Cluster - The Mahogany Residence (Final) PDFTkko riastoNessuna valutazione finora
- Column Design PDFDocumento1 paginaColumn Design PDFtops123Nessuna valutazione finora
- Column DesignDocumento1 paginaColumn DesignMohamed HNessuna valutazione finora
- Column design verificationDocumento1 paginaColumn design verificationpandianNessuna valutazione finora
- Column design verificationDocumento1 paginaColumn design verificationfranz bachNessuna valutazione finora
- Column design verificationDocumento1 paginaColumn design verificationBoopathi YoganathanNessuna valutazione finora
- Column design verificationDocumento1 paginaColumn design verificationAnish NeupaneNessuna valutazione finora
- Column design verificationDocumento1 paginaColumn design verificationvishnuNessuna valutazione finora
- Column Design PDFDocumento1 paginaColumn Design PDFpandianNessuna valutazione finora
- Oga Sab - Sheet - A10 - SECTION BBDocumento1 paginaOga Sab - Sheet - A10 - SECTION BBMuhammad Auwal TahirNessuna valutazione finora
- So-Ing-p01-Kbr Informe Esp Part 5Documento109 pagineSo-Ing-p01-Kbr Informe Esp Part 5VeroNessuna valutazione finora
- Denah Lt.2-Layout1.pdf PRINTDocumento1 paginaDenah Lt.2-Layout1.pdf PRINTAdi SaputraNessuna valutazione finora
- Utility Gen Cons Trends Report Dec 2023Documento9 pagineUtility Gen Cons Trends Report Dec 2023adityaparekh705Nessuna valutazione finora
- Tadano TL 300Documento2 pagineTadano TL 300donjmd.djNessuna valutazione finora
- Assignment 2 Final Version1Documento27 pagineAssignment 2 Final Version1Christopher Bayo DaramolaNessuna valutazione finora
- Mankiw Macroeconomics Chapter 13 Mundell-Fleming ModelDocumento22 pagineMankiw Macroeconomics Chapter 13 Mundell-Fleming ModelRafina AzizNessuna valutazione finora
- Mehmet Kerem SARP-combustion Engines - IdlefuelconsumptionDocumento4 pagineMehmet Kerem SARP-combustion Engines - IdlefuelconsumptionMehmet Kerem SarpNessuna valutazione finora
- Drawing1 ModelDocumento1 paginaDrawing1 ModelAndri YosafatNessuna valutazione finora
- BMC - 1storey in MMDocumento8 pagineBMC - 1storey in MMAbhay SuwalNessuna valutazione finora
- 313FA01 Fan CurveDocumento1 pagina313FA01 Fan CurveAhmed ElhusseinyNessuna valutazione finora
- RIOLINE Shock TubeDocumento2 pagineRIOLINE Shock TubeCyprien YENessuna valutazione finora
- Quick Print Trip Kit 3Documento136 pagineQuick Print Trip Kit 3HamzaNessuna valutazione finora
- 103 274Documento2 pagine103 274jose luisNessuna valutazione finora
- L719-P-310-B STP Layout & Sections Detail - B WDocumento1 paginaL719-P-310-B STP Layout & Sections Detail - B WMUKESH RAJENDRANessuna valutazione finora
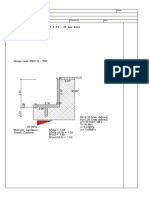
- Retaining Wall Design: Ver W3.0.03 - 06 Apr 2016 Title: Sketch of WallDocumento2 pagineRetaining Wall Design: Ver W3.0.03 - 06 Apr 2016 Title: Sketch of WallNusry MohamedNessuna valutazione finora
- FW - 3M Technical PaperDMRDocumento4 pagineFW - 3M Technical PaperDMRSergioNessuna valutazione finora
- Jung ISCST06Documento2 pagineJung ISCST06bil LuNessuna valutazione finora
- 01 A1 04 04 Spa & Lounge: Premium Megastructure IncDocumento1 pagina01 A1 04 04 Spa & Lounge: Premium Megastructure IncJoane ColipanoNessuna valutazione finora
- 2g Daily Reports 14jan2018Documento82 pagine2g Daily Reports 14jan2018Foru MophiliaNessuna valutazione finora
- Liebherr Measuring Instruments WGT 280 1200Documento8 pagineLiebherr Measuring Instruments WGT 280 1200CAT MINING SHOVELNessuna valutazione finora
- Sketsa DenahDocumento1 paginaSketsa Denahrestu inggal magaliastiNessuna valutazione finora
- PCV Jovie 100Documento38 paginePCV Jovie 100Michael NanasNessuna valutazione finora
- Graph ContractionDocumento2 pagineGraph ContractionPriyankNessuna valutazione finora
- Total Utility: Hindustan IT Service (1) Goals of The CompanyDocumento12 pagineTotal Utility: Hindustan IT Service (1) Goals of The CompanyParth AbichandaniNessuna valutazione finora
- Load Consumption (ft3/hr) Consumption (Ft3/day) : Approx. Fuel Gas ConsumptionDocumento2 pagineLoad Consumption (ft3/hr) Consumption (Ft3/day) : Approx. Fuel Gas ConsumptionYusmawanGrahaNessuna valutazione finora
- Street elevation and 3D view of a typical boundary line homeDocumento1 paginaStreet elevation and 3D view of a typical boundary line homesuzypienaarNessuna valutazione finora
- Staicase ModelDocumento1 paginaStaicase ModelsibeshbigalNessuna valutazione finora
- Properties of Exhaust Gasket MaterialDocumento14 pagineProperties of Exhaust Gasket Materialmrcamre.plcNessuna valutazione finora
- Ground floor and second floor plan dimensionsDocumento1 paginaGround floor and second floor plan dimensionsDeus PhilipNessuna valutazione finora
- CBR 02Documento1 paginaCBR 02DODI SOFYANNessuna valutazione finora
- Construction Project S-Curve AnalysisDocumento1 paginaConstruction Project S-Curve AnalysisMark John RamosNessuna valutazione finora
- PERUMAHAN MLATI: Floor Plans and SpecificationsDocumento9 paginePERUMAHAN MLATI: Floor Plans and SpecificationsDeni JuliyandoNessuna valutazione finora
- Jetfoil - Tunnel Fans PDFDocumento16 pagineJetfoil - Tunnel Fans PDFJovan MitrevskiNessuna valutazione finora
- Exam - CIVN4010A - Nov 2020Documento5 pagineExam - CIVN4010A - Nov 2020sirlordbookwormNessuna valutazione finora
- CES 25 - 2013, Concrete Sewer PipesDocumento9 pagineCES 25 - 2013, Concrete Sewer PipesephremNessuna valutazione finora
- Orifice Cal. SheetDocumento8 pagineOrifice Cal. SheetAndrew RobertsonNessuna valutazione finora
- Liquids Use The Following : Line Sizing ProcedureDocumento1 paginaLiquids Use The Following : Line Sizing ProcedureAndrew RobertsonNessuna valutazione finora
- Orifice Cal. Sheet PDFDocumento1 paginaOrifice Cal. Sheet PDFAndrew RobertsonNessuna valutazione finora
- EG55P7 Tutorial 06 Solutions PDFDocumento9 pagineEG55P7 Tutorial 06 Solutions PDFAndrew RobertsonNessuna valutazione finora
- EG55P7 Tutorial 06 SolutionsDocumento3 pagineEG55P7 Tutorial 06 SolutionsAndrew RobertsonNessuna valutazione finora
- Tutorial 1 - AirDocumento2 pagineTutorial 1 - AirAndrew RobertsonNessuna valutazione finora
- EG551T: Mathematical Optimisation: Tutorial Sheet 4Documento1 paginaEG551T: Mathematical Optimisation: Tutorial Sheet 4Andrew RobertsonNessuna valutazione finora
- Circular Cylinder Flow ExperimentsDocumento12 pagineCircular Cylinder Flow ExperimentsdhereksenNessuna valutazione finora
- EG55P7 Tutorial 01 SolutionsDocumento7 pagineEG55P7 Tutorial 01 SolutionsAndrew RobertsonNessuna valutazione finora
- EG55P7 Tutorial 05 SolutionsDocumento5 pagineEG55P7 Tutorial 05 SolutionsAndrew RobertsonNessuna valutazione finora
- Steady Separated FPC PDFDocumento27 pagineSteady Separated FPC PDFAndrew RobertsonNessuna valutazione finora
- EG55P7 Tutorial 02 SolutionsDocumento8 pagineEG55P7 Tutorial 02 SolutionsAndrew RobertsonNessuna valutazione finora
- Prelease PDFDocumento8 paginePrelease PDFArcangelo Di TanoNessuna valutazione finora
- Mesh Quality Metrics: Skewness and OrthogonalityDocumento1 paginaMesh Quality Metrics: Skewness and OrthogonalityAndrew RobertsonNessuna valutazione finora
- EmamDocumento24 pagineEmamAbdul AzizNessuna valutazione finora
- FPC Low Re PDFDocumento25 pagineFPC Low Re PDFAndrew RobertsonNessuna valutazione finora
- AspenFlareSysAnalV8 2 RefDocumento228 pagineAspenFlareSysAnalV8 2 RefAndrew RobertsonNessuna valutazione finora
- Days of Glory PR CommentDocumento3 pagineDays of Glory PR CommentAndrew RobertsonNessuna valutazione finora
- EmamDocumento24 pagineEmamAbdul AzizNessuna valutazione finora
- AE3212 I 2 Static Stab 1 AcDocumento23 pagineAE3212 I 2 Static Stab 1 AcRadj90Nessuna valutazione finora
- 45 - Altivar 61 Plus Variable Speed DrivesDocumento130 pagine45 - Altivar 61 Plus Variable Speed Drivesabdul aziz alfiNessuna valutazione finora
- Active Sound Gateway - Installation - EngDocumento9 pagineActive Sound Gateway - Installation - EngDanut TrifNessuna valutazione finora
- Blink CodesDocumento3 pagineBlink CodesNightin VargheseNessuna valutazione finora
- Teaching and Learning in the Multigrade ClassroomDocumento18 pagineTeaching and Learning in the Multigrade ClassroomMasitah Binti TaibNessuna valutazione finora
- VNACS Final Case ReportDocumento9 pagineVNACS Final Case ReportVikram Singh TomarNessuna valutazione finora
- 1 FrameworkDocumento26 pagine1 FrameworkIrenataNessuna valutazione finora
- Guidelines To MAS Notice 626 April 2015Documento62 pagineGuidelines To MAS Notice 626 April 2015Wr OngNessuna valutazione finora
- #1Documento7 pagine#1Ramírez OmarNessuna valutazione finora
- Kamera Basler Aca2500-20gmDocumento20 pagineKamera Basler Aca2500-20gmJan KubalaNessuna valutazione finora
- UMC Florida Annual Conference Filed ComplaintDocumento36 pagineUMC Florida Annual Conference Filed ComplaintCasey Feindt100% (1)
- Anna University CTDocumento3 pagineAnna University CTprayog8Nessuna valutazione finora
- Introduction To South Korean History, Cultures, Traditions, & BeliefsDocumento8 pagineIntroduction To South Korean History, Cultures, Traditions, & BeliefsKatriceNessuna valutazione finora
- XLVI ESAN INTERNATIONAL WEEK (MBA Only - July 2023)Documento38 pagineXLVI ESAN INTERNATIONAL WEEK (MBA Only - July 2023)Juan Diego Fernández CastilloNessuna valutazione finora
- 2-STM Answers SokhaDocumento6 pagine2-STM Answers SokhamenghokcNessuna valutazione finora
- Valhalla Repair ManualDocumento8 pagineValhalla Repair ManualKirby AllenNessuna valutazione finora
- Chenab Railway Bridge Project ReportDocumento50 pagineChenab Railway Bridge Project ReportPreet Chahal100% (1)
- Biometric SecurityDocumento495 pagineBiometric SecurityPlay100% (1)
- Wicks Angela, Roethlein Christopher - A Satisfaction - Based Definition of QualityDocumento1 paginaWicks Angela, Roethlein Christopher - A Satisfaction - Based Definition of Qualityalfdjole0% (1)
- Communication in Application: WhatsappDocumento18 pagineCommunication in Application: WhatsappNurul SuhanaNessuna valutazione finora
- Blocked threads jstack analysisDocumento69 pagineBlocked threads jstack analysisMike TNessuna valutazione finora
- FALLSEM2019-20 STS4021 SS VL2019201000258 Reference Material I 11-Jul-2019 CAT1-4021-Integ-AS PDFDocumento14 pagineFALLSEM2019-20 STS4021 SS VL2019201000258 Reference Material I 11-Jul-2019 CAT1-4021-Integ-AS PDFjahnavi rajuNessuna valutazione finora
- Chapter 9 Lease DecisionsDocumento51 pagineChapter 9 Lease Decisionsceoji25% (4)
- JVW 110Documento2 pagineJVW 110Miguel Leon BustosNessuna valutazione finora
- The Three Key Linkages: Improving The Connections Between Marketing and SalesDocumento5 pagineThe Three Key Linkages: Improving The Connections Between Marketing and SalesRuxandra PopaNessuna valutazione finora