Potrebbero piacerti anche
- Piping Fabrication Procedure.Documento58 paginePiping Fabrication Procedure.Janardhan Surya78% (23)
- Method Statement Damaged Spool ReplacentDocumento12 pagineMethod Statement Damaged Spool ReplacentMohsen KeramatiNessuna valutazione finora
- Guidelines For Fabrication of Steel Girder Procedure in WordDocumento17 pagineGuidelines For Fabrication of Steel Girder Procedure in WordManas Rawat100% (1)
- WMS JOB Procedure FOR PIPING WORKDocumento9 pagineWMS JOB Procedure FOR PIPING WORKsatyamech1_395565923Nessuna valutazione finora
- 1.method Fabrication Spool (r2)Documento13 pagine1.method Fabrication Spool (r2)sethu109175% (20)
- Piping Fabrication and Installation Procedure Rev.A1Documento19 paginePiping Fabrication and Installation Procedure Rev.A1Anh Võ71% (24)
- Scope of Work (Sow)Documento10 pagineScope of Work (Sow)Asongwe HansNessuna valutazione finora
- Method Statement For Fab of Pipework and FittingsDocumento13 pagineMethod Statement For Fab of Pipework and FittingsAllan EscobarNessuna valutazione finora
- Construction Method Statement: Fabrication & Erection of Piping SystemDocumento24 pagineConstruction Method Statement: Fabrication & Erection of Piping SystemHarun Akkaya100% (2)
- Cold Forming ProcedureDocumento5 pagineCold Forming ProcedureMassimo FumarolaNessuna valutazione finora
- Metallic Piping Fabrication and Installation Method Statement & Job Safety AnalysisDocumento34 pagineMetallic Piping Fabrication and Installation Method Statement & Job Safety AnalysisMohamed100% (1)
- Method Statement - Pressing of Plate To Be Pipe - SignDocumento9 pagineMethod Statement - Pressing of Plate To Be Pipe - SignrichadNessuna valutazione finora
- Sample Work Activities For Process Tank FabricationDocumento4 pagineSample Work Activities For Process Tank FabricationMuhammad ZubairNessuna valutazione finora
- Method Statement For Insulation WorksDocumento16 pagineMethod Statement For Insulation WorksAhmed Farman AlqaysiNessuna valutazione finora
- CVMCDocumento4 pagineCVMCAzhar HussainNessuna valutazione finora
- Working Procedure of PipelineDocumento12 pagineWorking Procedure of Pipelinevishal bailurNessuna valutazione finora
- Site Erection Procedure For Piping InstallationDocumento10 pagineSite Erection Procedure For Piping InstallationIrsan HaeruddinNessuna valutazione finora
- Pipelines Process PipingDocumento16 paginePipelines Process PipingmariomatoNessuna valutazione finora
- Project: Fuel Storage Tank 20.000KL With Facilty Loc.Documento9 pagineProject: Fuel Storage Tank 20.000KL With Facilty Loc.basukiNessuna valutazione finora
- Fabrication ProcedureDocumento16 pagineFabrication ProcedureAryo WicaksonoNessuna valutazione finora
- Fabrication Erection and Installation Procedure For PipingDocumento60 pagineFabrication Erection and Installation Procedure For Pipinghasan_676489616Nessuna valutazione finora
- Hot Tap ProcedureDocumento6 pagineHot Tap ProcedureNatarajan MurugesanNessuna valutazione finora
- Fabrication Method StatmentDocumento11 pagineFabrication Method StatmentAkhilesh KumarNessuna valutazione finora
- MOS For Fabrication and InstallationDocumento21 pagineMOS For Fabrication and InstallationDo Van HUNG100% (3)
- Method Statment For Above Ground PipingDocumento7 pagineMethod Statment For Above Ground PipingMuhammad Anjum JabranNessuna valutazione finora
- Procedure For Fab, Erec & Testing of Undergroud PipingDocumento12 pagineProcedure For Fab, Erec & Testing of Undergroud Pipingvpsimbu86Nessuna valutazione finora
- Fabrication Erection and Installation Procedure For PipingDocumento36 pagineFabrication Erection and Installation Procedure For PipingMuzaffar Hussain100% (3)
- EGP3-01.16 Welding For Skids and Miscellaneous SteelDocumento10 pagineEGP3-01.16 Welding For Skids and Miscellaneous SteelMathias OnosemuodeNessuna valutazione finora
- Method Statement For Erection of PipingDocumento11 pagineMethod Statement For Erection of PipingMalik Riaz50% (2)
- PipingDocumento8 paginePipingAhmed ElalfyNessuna valutazione finora
- Vessel Final BoxDocumento14 pagineVessel Final Boxmanoj thakkarNessuna valutazione finora
- Piping EsitmlDocumento92 paginePiping Esitmlnbnb100% (3)
- P1 Group Pipe Purging ProcedureDocumento2 pagineP1 Group Pipe Purging Procedurembrush810Nessuna valutazione finora
- Static Equipment Erection Procedure (RDMP)Documento14 pagineStatic Equipment Erection Procedure (RDMP)Novan RosyandyNessuna valutazione finora
- Working Procedure For Pipes and GatesDocumento29 pagineWorking Procedure For Pipes and GatesAdvance Hydro Power Works Pvt. Ltd.Nessuna valutazione finora
- Procedure For Instalattion of VesselDocumento6 pagineProcedure For Instalattion of Vesselyayan hNessuna valutazione finora
- Visual Inspection Pr.Documento7 pagineVisual Inspection Pr.mtariqmasood100% (1)
- Taping and Chilled Water Pipe InstallationDocumento13 pagineTaping and Chilled Water Pipe InstallationProject enghvacNessuna valutazione finora
- AST Nozzle Repair Req.Documento10 pagineAST Nozzle Repair Req.Irvansyah RazadinNessuna valutazione finora
- Engineering Standards Manual ISD 341-2: Chapter 13, Welding & Joining Volume 2, Welding Fabrication ProcedureDocumento7 pagineEngineering Standards Manual ISD 341-2: Chapter 13, Welding & Joining Volume 2, Welding Fabrication Proceduremabrouk2013Nessuna valutazione finora
- Fabrication & Erection of PipingDocumento7 pagineFabrication & Erection of PipingJoseph DarwinNessuna valutazione finora
- Layout Explained - PIPING GUIDEDocumento14 pagineLayout Explained - PIPING GUIDEMir Mustafa Ali100% (1)
- Fabrication PlanDocumento1 paginaFabrication PlanVũ GiangNessuna valutazione finora
- Piping Fabrication and InstallationDocumento30 paginePiping Fabrication and InstallationVijay Mohan100% (3)
- Tank Erection Method Statement For Mot Oil Storage TanksDocumento13 pagineTank Erection Method Statement For Mot Oil Storage TanksErmal RulaNessuna valutazione finora
- Method Statement Pipe Handling and AssemblyDocumento6 pagineMethod Statement Pipe Handling and AssemblyDanny NguNessuna valutazione finora
- Fabrication Erection and Installation Procedure For PipingDocumento36 pagineFabrication Erection and Installation Procedure For Pipinggst ajah100% (2)
- Erection of Steel StructureDocumento4 pagineErection of Steel StructureParth AnajwalaNessuna valutazione finora
- Pressure Test Certificate PDFDocumento1 paginaPressure Test Certificate PDFMarkLouiseSumugatOlandresNessuna valutazione finora
- Method Statement For The Repair Works of HDPEDocumento1 paginaMethod Statement For The Repair Works of HDPEshameemNessuna valutazione finora
- Ms-Mech-10, Ms Fabrication of PipingDocumento13 pagineMs-Mech-10, Ms Fabrication of PipingBabar Manzoor GhauriNessuna valutazione finora
- Pipeline Hydrotest PlanDocumento16 paginePipeline Hydrotest PlanSunday Paul0% (1)
- Method Statement of Ipa-227 Piping WorksDocumento5 pagineMethod Statement of Ipa-227 Piping WorksPramod kumarNessuna valutazione finora
- PP WP28Documento15 paginePP WP28mohd as shahiddin jafriNessuna valutazione finora
- Ek 25 Boru Fabrikasyon Ve Montaj İşleri Uygulama Planı (Method Statement For Fabrication and Installation of Pipework) ÖrneğiDocumento8 pagineEk 25 Boru Fabrikasyon Ve Montaj İşleri Uygulama Planı (Method Statement For Fabrication and Installation of Pipework) ÖrneğiAniekanNessuna valutazione finora
- Method Statement For Fabrication and Erection of Piping: Krueng Geukueh, North Aceh, IndonesiaDocumento10 pagineMethod Statement For Fabrication and Erection of Piping: Krueng Geukueh, North Aceh, IndonesiaFendik NewbieNessuna valutazione finora
- Method Statement For Fabrication and Installation of Pipe SupportsDocumento21 pagineMethod Statement For Fabrication and Installation of Pipe SupportsĐinh Văn KiênNessuna valutazione finora
- Method Statement For Pre FabricationDocumento5 pagineMethod Statement For Pre FabricationFs67% (3)
- Method For Spool PipingDocumento13 pagineMethod For Spool PipingrealstrojmanNessuna valutazione finora
- Piping Inspection ProcedureDocumento9 paginePiping Inspection ProcedureImam Buchairi100% (2)
- Megger Data Sheet Model TORKEL900 DATA SHEETDocumento6 pagineMegger Data Sheet Model TORKEL900 DATA SHEETlion100_saadNessuna valutazione finora
- Shipping Marking Abbreviations and DefinitionsDocumento4 pagineShipping Marking Abbreviations and Definitionslion100_saadNessuna valutazione finora
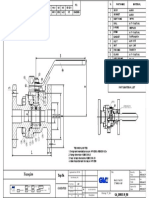
- Ball Valves - 2 Inch - Class 300 - A105N - RF ItaliaDocumento1 paginaBall Valves - 2 Inch - Class 300 - A105N - RF Italialion100_saadNessuna valutazione finora
- Work Completion Certificate: Project InformationDocumento1 paginaWork Completion Certificate: Project Informationlion100_saadNessuna valutazione finora
- Exhibit A Generic - Bank Readiness Notification (UBS To La Caixa) 7-3-13Documento2 pagineExhibit A Generic - Bank Readiness Notification (UBS To La Caixa) 7-3-13lion100_saadNessuna valutazione finora
- Technical QuestionnaireDocumento1 paginaTechnical Questionnairelion100_saadNessuna valutazione finora
- High Temp Resin For Heat ResistanceDocumento2 pagineHigh Temp Resin For Heat Resistancelion100_saadNessuna valutazione finora
- Al-Zaqura Technical ProfileDocumento46 pagineAl-Zaqura Technical Profilelion100_saadNessuna valutazione finora
- 13 MembranesDocumento49 pagine13 Membraneswatersoul.nNessuna valutazione finora
- Lecture 8 Slides and Notes (554 KB)Documento46 pagineLecture 8 Slides and Notes (554 KB)Nativity MabasaNessuna valutazione finora
- Formation and Characteristics of Zinc Phosphate CoDocumento9 pagineFormation and Characteristics of Zinc Phosphate ComirosekNessuna valutazione finora
- Slag PotsDocumento4 pagineSlag Potsponnivalavans_994423Nessuna valutazione finora
- Gasoline Direct Injection - 2Documento14 pagineGasoline Direct Injection - 2Umar HayatNessuna valutazione finora
- ESAB Weld Metal Cost Worksheet: Labor & OverheadDocumento1 paginaESAB Weld Metal Cost Worksheet: Labor & OverheadSmith SivaNessuna valutazione finora
- Steel Fastener Symbols - Arch463r3p2sfDocumento1 paginaSteel Fastener Symbols - Arch463r3p2sfChito SarileNessuna valutazione finora
- Bill of Material: 103PW2 - PL5/16"X4" - 1'-3" - 2 REQ'DDocumento1 paginaBill of Material: 103PW2 - PL5/16"X4" - 1'-3" - 2 REQ'Dai ambaraNessuna valutazione finora
- SECTION 07620 Sheet Metal Flashing and Trim Part 1 - General 1.1 General RequirmentsDocumento5 pagineSECTION 07620 Sheet Metal Flashing and Trim Part 1 - General 1.1 General RequirmentsIm ChinithNessuna valutazione finora
- LOCOS SlideshowDocumento39 pagineLOCOS SlideshowShashank JainNessuna valutazione finora
- Ezystrut Channel Joiners and HangersDocumento2 pagineEzystrut Channel Joiners and Hangersfar333Nessuna valutazione finora
- Astm A269Documento6 pagineAstm A269Leonardo Borsari SixelNessuna valutazione finora
- Minsa Trial Report Molde SC194Documento2 pagineMinsa Trial Report Molde SC194daniel ortiz fuentesNessuna valutazione finora
- Revestimiento PipeDocumento25 pagineRevestimiento PipeandresfserranosNessuna valutazione finora
- V370Documento30 pagineV370ulfatNessuna valutazione finora
- Satnam Machine Tools OkDocumento17 pagineSatnam Machine Tools OkRupinder SinghNessuna valutazione finora
- Certificat AD W0 - EN - CompressedDocumento1 paginaCertificat AD W0 - EN - Compressedharshileng3992Nessuna valutazione finora
- Lotte Titanpro PM803 Product DataDocumento1 paginaLotte Titanpro PM803 Product DataJoni Sie MssNessuna valutazione finora
- Casting by MK SirDocumento158 pagineCasting by MK Siralokbarnwal1245Nessuna valutazione finora
- B1 2001Documento41 pagineB1 2001praghavannairNessuna valutazione finora
- 12108040-Zinc Extraction in Contrast With ISP Process PDFDocumento20 pagine12108040-Zinc Extraction in Contrast With ISP Process PDFSachin MourNessuna valutazione finora
- Transpol 2Documento46 pagineTranspol 2MarcusrezendejuniorNessuna valutazione finora
- Si Content For GalvanizingDocumento7 pagineSi Content For GalvanizingmritunjayNessuna valutazione finora
- Ece3204 Group 2Documento14 pagineEce3204 Group 2HendrixNessuna valutazione finora
- Manufacturing Process of GlassDocumento6 pagineManufacturing Process of GlassAida SuhanumNessuna valutazione finora
- Types of Cement-1Documento15 pagineTypes of Cement-1M.IDREES KhanNessuna valutazione finora
- Bulk Deformation Processes in MetalworkingDocumento20 pagineBulk Deformation Processes in MetalworkingKevin Mo KorirhillaNessuna valutazione finora
- Surface Chemistry and ElectroplatingDocumento33 pagineSurface Chemistry and ElectroplatingAhmed ImranNessuna valutazione finora
- PM Blasting and Painting ActivitiesDocumento2 paginePM Blasting and Painting ActivitiesNaveed Ahmed Get-InfoNessuna valutazione finora
- Welding MIL STD PDFDocumento157 pagineWelding MIL STD PDFAnonymous L0ChmPGNessuna valutazione finora
- The Age of Agile: How Smart Companies Are Transforming the Way Work Gets DoneDa EverandThe Age of Agile: How Smart Companies Are Transforming the Way Work Gets DoneValutazione: 4.5 su 5 stelle4.5/5 (5)
- Transformed: Moving to the Product Operating ModelDa EverandTransformed: Moving to the Product Operating ModelValutazione: 4 su 5 stelle4/5 (1)
- Electrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tDa EverandElectrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tValutazione: 4.5 su 5 stelle4.5/5 (27)
- Design Thinking and Innovation Metrics: Powerful Tools to Manage Creativity, OKRs, Product, and Business SuccessDa EverandDesign Thinking and Innovation Metrics: Powerful Tools to Manage Creativity, OKRs, Product, and Business SuccessNessuna valutazione finora
- Laws of UX: Using Psychology to Design Better Products & ServicesDa EverandLaws of UX: Using Psychology to Design Better Products & ServicesValutazione: 5 su 5 stelle5/5 (9)
- The Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsDa EverandThe Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsNessuna valutazione finora
- Artificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureDa EverandArtificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureValutazione: 4.5 su 5 stelle4.5/5 (2)
- Designing for Behavior Change: Applying Psychology and Behavioral Economics 2nd EditionDa EverandDesigning for Behavior Change: Applying Psychology and Behavioral Economics 2nd EditionNessuna valutazione finora
- 507 Mechanical Movements: Mechanisms and DevicesDa Everand507 Mechanical Movements: Mechanisms and DevicesValutazione: 4 su 5 stelle4/5 (28)
- Practical Troubleshooting of Electrical Equipment and Control CircuitsDa EverandPractical Troubleshooting of Electrical Equipment and Control CircuitsValutazione: 4 su 5 stelle4/5 (5)
- The Maker's Field Guide: The Art & Science of Making Anything ImaginableDa EverandThe Maker's Field Guide: The Art & Science of Making Anything ImaginableNessuna valutazione finora
- Articulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperienceDa EverandArticulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperienceValutazione: 4 su 5 stelle4/5 (19)
- Autodesk Fusion 360 Black Book (V 2.0.10027) - Part 2Da EverandAutodesk Fusion 360 Black Book (V 2.0.10027) - Part 2Nessuna valutazione finora
- CATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchDa EverandCATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchValutazione: 4 su 5 stelle4/5 (10)
- UX: Simple and Effective Methods for Designing UX Great Products Using UX Programming TheoriesDa EverandUX: Simple and Effective Methods for Designing UX Great Products Using UX Programming TheoriesNessuna valutazione finora
- Design for How People Think: Using Brain Science to Build Better ProductsDa EverandDesign for How People Think: Using Brain Science to Build Better ProductsValutazione: 4 su 5 stelle4/5 (8)