Potrebbero piacerti anche
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- Instruction Manual for Capacitor Voltage TransformersDocumento22 pagineInstruction Manual for Capacitor Voltage Transformerst.o.i.n.gNessuna valutazione finora
- HRBPDocumento8 pagineHRBPPriscilia KarinaNessuna valutazione finora
- D37H-08A ManualDocumento56 pagineD37H-08A Manuallijie100% (1)
- Hsse S 005 - Hsse in ProjectsDocumento11 pagineHsse S 005 - Hsse in ProjectsAHMED AMIRANessuna valutazione finora
- She Walks in BeautyDocumento6 pagineShe Walks in Beautyksdnc100% (1)
- ASTM 3950 Testing Methods For Strapping Versie 2007 211007 PDFDocumento7 pagineASTM 3950 Testing Methods For Strapping Versie 2007 211007 PDFNestor CzerwackiNessuna valutazione finora
- Cp-117-Project EngineeringDocumento67 pagineCp-117-Project Engineeringkattabomman100% (1)
- Atestat EnglezaDocumento29 pagineAtestat EnglezaAdrianaNessuna valutazione finora
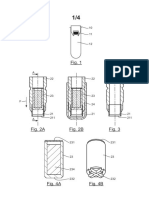
- R15538WO Dessins Vdep PDFDocumento4 pagineR15538WO Dessins Vdep PDFRaphael Novos RumosNessuna valutazione finora
- 1.Mj13031br OrderDocumento1 pagina1.Mj13031br OrderRaphael Novos RumosNessuna valutazione finora
- Our Comments: Magnesium Alloy Joined Part Magnesium Alloy MemberDocumento1 paginaOur Comments: Magnesium Alloy Joined Part Magnesium Alloy MemberRaphael Novos RumosNessuna valutazione finora
- 11 16 1175 00 00ay Multi Stage Multi Resolution Beamforming Training For 802 11ayDocumento11 pagine11 16 1175 00 00ay Multi Stage Multi Resolution Beamforming Training For 802 11ayRaphael Novos RumosNessuna valutazione finora
- EwgewewegDocumento25 pagineEwgewewegRaphael Novos RumosNessuna valutazione finora
- GREAT!! Types of DeterminersDocumento6 pagineGREAT!! Types of DeterminersRaphael Novos RumosNessuna valutazione finora
- IpDocumento35 pagineIpRaphael Novos RumosNessuna valutazione finora
- PCT Pub A2Documento55 paginePCT Pub A2Raphael Novos RumosNessuna valutazione finora
- Telemetry System and Electronic DeviceDocumento17 pagineTelemetry System and Electronic DeviceRaphael Novos RumosNessuna valutazione finora
- GwewgewegDocumento28 pagineGwewgewegRaphael Novos RumosNessuna valutazione finora
- Possiveis Frase para OpiniaoDocumento4 paginePossiveis Frase para OpiniaoRaphael Novos RumosNessuna valutazione finora
- R15538WO Dessins VdepDocumento4 pagineR15538WO Dessins VdepRaphael Novos RumosNessuna valutazione finora
- Science // Mixture Accelerates Bone Regeneration: 16. Diário de Pernambuco - PEDocumento2 pagineScience // Mixture Accelerates Bone Regeneration: 16. Diário de Pernambuco - PEGYMMERNessuna valutazione finora
- Non-Provisional Spec - As FiledDocumento23 pagineNon-Provisional Spec - As FiledRaphael Novos RumosNessuna valutazione finora
- Power of AttorneyDocumento1 paginaPower of AttorneyRaphael Novos RumosNessuna valutazione finora
- Non-Provisional Spec - As FiledDocumento24 pagineNon-Provisional Spec - As FiledRaphael Novos RumosNessuna valutazione finora
- 178620-2 Emendas Do Artigo 34Documento2 pagine178620-2 Emendas Do Artigo 34Raphael Novos RumosNessuna valutazione finora
- Inventor's AuthorizationDocumento1 paginaInventor's AuthorizationRaphael Novos RumosNessuna valutazione finora
- Patent: Autonomous Vehicle Control SystemDocumento13 paginePatent: Autonomous Vehicle Control SystemRaphael Novos RumosNessuna valutazione finora
- Non-Provisional Spec - As FiledDocumento24 pagineNon-Provisional Spec - As FiledRaphael Novos RumosNessuna valutazione finora
- Non-Provisional Spec - As FiledDocumento23 pagineNon-Provisional Spec - As FiledRaphael Novos RumosNessuna valutazione finora
- P 230195Documento20 pagineP 230195Raphael Novos RumosNessuna valutazione finora
- 178620-2 Emendas Do Artigo 34Documento2 pagine178620-2 Emendas Do Artigo 34Raphael Novos RumosNessuna valutazione finora
- Non-Provisional Spec - As FiledDocumento24 pagineNon-Provisional Spec - As FiledRaphael Novos RumosNessuna valutazione finora
- 171661Documento43 pagine171661Raphael Novos RumosNessuna valutazione finora
- PCT Article 34 Amended ClaimsDocumento4 paginePCT Article 34 Amended ClaimsRaphael Novos RumosNessuna valutazione finora
- PU50020 ClaimsDocumento5 paginePU50020 ClaimsRaphael Novos RumosNessuna valutazione finora
- 178620-2 Emendas Do Artigo 34Documento2 pagine178620-2 Emendas Do Artigo 34Raphael Novos RumosNessuna valutazione finora
- Caminhos Harmonicos - Do Menor: CM CM G7Documento7 pagineCaminhos Harmonicos - Do Menor: CM CM G7Raphael Novos RumosNessuna valutazione finora
- QUARMEN Prerequisites - SEM1Documento12 pagineQUARMEN Prerequisites - SEM1Valérie NguyenNessuna valutazione finora
- Handouts For Semantics GradDocumento8 pagineHandouts For Semantics GradPhuong Thao DangNessuna valutazione finora
- History of PTCLDocumento4 pagineHistory of PTCLswealumair86Nessuna valutazione finora
- Concept Deck de BosBoerderij - Dec2023Documento32 pagineConcept Deck de BosBoerderij - Dec2023Bruna San RomanNessuna valutazione finora
- Numerical Methods NotesDocumento21 pagineNumerical Methods Notesdean427Nessuna valutazione finora
- M and S - Capstone Marketing Across Cultures Fons TrompenaarsDocumento398 pagineM and S - Capstone Marketing Across Cultures Fons TrompenaarsBof BeosNessuna valutazione finora
- SYKES Home Equipment Agreement UpdatedDocumento3 pagineSYKES Home Equipment Agreement UpdatedFritz PrejeanNessuna valutazione finora
- GHB FactsheetDocumento2 pagineGHB FactsheetABC Action NewsNessuna valutazione finora
- Phlebotomy Blood, Micro-OrganismDocumento4 paginePhlebotomy Blood, Micro-Organismapi-372107867% (3)
- Consumer Behavior, Market Segmentation and Marketing PlanDocumento57 pagineConsumer Behavior, Market Segmentation and Marketing PlanShubhamNessuna valutazione finora
- LNG Bunker QraDocumento58 pagineLNG Bunker QraEngineer165298Nessuna valutazione finora
- Should A Christian Believer Wear An ANKH?: Luxury Art By: Ketu'Rah GloreDocumento4 pagineShould A Christian Believer Wear An ANKH?: Luxury Art By: Ketu'Rah GloreMyk Twentytwenty NBeyondNessuna valutazione finora
- Lect 5Documento8 pagineLect 5LuaNessuna valutazione finora
- Galen and The Antonine Plague - Littman (1973)Documento14 pagineGalen and The Antonine Plague - Littman (1973)Jörgen Zackborg100% (1)
- SAP Untangled: An Introductory Guide To SAP For New HomesDocumento28 pagineSAP Untangled: An Introductory Guide To SAP For New HomestempuserNessuna valutazione finora
- Renold Transmission Chain Catalogue ENG 0112Documento94 pagineRenold Transmission Chain Catalogue ENG 0112nataliaNessuna valutazione finora
- Right to Personal Liberty and Judicial Process in IndiaDocumento636 pagineRight to Personal Liberty and Judicial Process in IndiaDrDiana PremNessuna valutazione finora
- Academic StyleDocumento4 pagineAcademic StyleHa ToNessuna valutazione finora
- Text Book Development 1Documento24 pagineText Book Development 1Iqra MunirNessuna valutazione finora
- (Homebrew) ShamanDocumento15 pagine(Homebrew) ShamanVictor Wanderley CorrêaNessuna valutazione finora
- Accenture Security RansomwareDocumento8 pagineAccenture Security RansomwareAbubakar Saddiq MusaNessuna valutazione finora
- Nutritional Deficiency Disorder Edit OneDocumento23 pagineNutritional Deficiency Disorder Edit One01 HifzaNessuna valutazione finora