Potrebbero piacerti anche
- CMMDocumento90 pagineCMMA S100% (1)
- Main Parts of CMMDocumento9 pagineMain Parts of CMMRamprakashSundaram100% (1)
- Co-Ordinate Measuring Machines & It's Applications: Introduction ToDocumento65 pagineCo-Ordinate Measuring Machines & It's Applications: Introduction Toshiva dNessuna valutazione finora
- ME8501 - Metrology and Measurements - Unit - IIIDocumento69 pagineME8501 - Metrology and Measurements - Unit - IIIarunpdcNessuna valutazione finora
- High-accuracy interferometric measurements of flatness and parallelismDocumento5 pagineHigh-accuracy interferometric measurements of flatness and parallelismfghdNessuna valutazione finora
- CMM MQCDocumento36 pagineCMM MQCThanigaivel ANessuna valutazione finora
- CMM (Coordinate Measuring Machine) GuideDocumento18 pagineCMM (Coordinate Measuring Machine) GuideDeepak ChoudharyNessuna valutazione finora
- QA Lab ReportDocumento26 pagineQA Lab ReportAliNessuna valutazione finora
- UNIT-5 Advances in MetrologyDocumento45 pagineUNIT-5 Advances in MetrologySURESH KUMAR APNessuna valutazione finora
- Metrology and Quality Assurance Lab: Department of Mechanical EngineeringDocumento6 pagineMetrology and Quality Assurance Lab: Department of Mechanical EngineeringAliNessuna valutazione finora
- Optimisation Model of Measuring Strategy On CMMDocumento4 pagineOptimisation Model of Measuring Strategy On CMMsensacjeNessuna valutazione finora
- CMM Machine Measures Geometric PartsDocumento34 pagineCMM Machine Measures Geometric PartsShanti Lal MeenaNessuna valutazione finora
- Venky Unit-IVDocumento5 pagineVenky Unit-IVVenkateshYadavCivarlaNessuna valutazione finora
- CMM InterpetationDocumento6 pagineCMM InterpetationJai UshaNessuna valutazione finora
- Calibration of SensorsDocumento5 pagineCalibration of SensorsSubhrajit MoharanaNessuna valutazione finora
- Coordinate MeasuringDocumento9 pagineCoordinate MeasuringRadin HazimahNessuna valutazione finora
- 08 - Measurements, Inspection Principles and CMMDocumento38 pagine08 - Measurements, Inspection Principles and CMMBhartendu TavriNessuna valutazione finora
- MetrologyDocumento10 pagineMetrologyAwais WahabNessuna valutazione finora
- Calibration of Photomasks For Optical Coordinate MetrologyDocumento12 pagineCalibration of Photomasks For Optical Coordinate MetrologyAlessandroAbateNessuna valutazione finora
- Module IV: Computer-Aided and Laser Metrology TechniquesDocumento9 pagineModule IV: Computer-Aided and Laser Metrology TechniquesShiba SahuNessuna valutazione finora
- InstrumentationDocumento24 pagineInstrumentationmuru0105100% (1)
- Toaz - Info Engineering Metrology PRDocumento129 pagineToaz - Info Engineering Metrology PRB05Vedant BarpandeNessuna valutazione finora
- Measurement and InspectionDocumento33 pagineMeasurement and InspectionSri RNessuna valutazione finora
- MECHANICAL MEASUREMENTS AND METROLOGYDocumento111 pagineMECHANICAL MEASUREMENTS AND METROLOGYDandally RoopaNessuna valutazione finora
- Mitutoyo CMM Accuracy StatementsDocumento14 pagineMitutoyo CMM Accuracy StatementsAryanNessuna valutazione finora
- A Three Dimensional Triangular Vision Based Contouring Error Detection System and Method For Machine Tools - 2017 - Precision EngineeringDocumento14 pagineA Three Dimensional Triangular Vision Based Contouring Error Detection System and Method For Machine Tools - 2017 - Precision EngineeringCamilo BaronNessuna valutazione finora
- Metrology FundamentalsDocumento51 pagineMetrology FundamentalsRahul PathakNessuna valutazione finora
- Design and Fabrication of Coordinate Measuring MachineDocumento5 pagineDesign and Fabrication of Coordinate Measuring MachineAtharv KhadatareNessuna valutazione finora
- Coordianate MeasurmentDocumento6 pagineCoordianate MeasurmentMilos RadovicNessuna valutazione finora
- l3 Metrology and Measurement Lect 01Documento25 paginel3 Metrology and Measurement Lect 01Avinash SinghNessuna valutazione finora
- RevisionDocumento6 pagineRevisionSaleh AlgdaryNessuna valutazione finora
- Research Article: Articulated Arm Coordinate Measuring Machine Calibration by Laser Tracker MultilaterationDocumento12 pagineResearch Article: Articulated Arm Coordinate Measuring Machine Calibration by Laser Tracker MultilaterationtomNessuna valutazione finora
- Metrology and MeasurementsDocumento140 pagineMetrology and MeasurementsVivekanand SriramNessuna valutazione finora
- Engineering Metrology and Measurements PDFDocumento35 pagineEngineering Metrology and Measurements PDFhansleyNessuna valutazione finora
- Presentation On CMMDocumento17 paginePresentation On CMMSonu Sharma100% (1)
- Assignment No.1Documento13 pagineAssignment No.1Muhammad WaleedNessuna valutazione finora
- Unit 1Documento23 pagineUnit 1Udayakumar MohanNessuna valutazione finora
- Computer Aided Quality ControlDocumento48 pagineComputer Aided Quality ControlAvcNessuna valutazione finora
- Extrinsic Parameters Calibration Method of Cameras PDFDocumento18 pagineExtrinsic Parameters Calibration Method of Cameras PDFghaiethNessuna valutazione finora
- Engineering Metrology and MeasurementsDocumento128 pagineEngineering Metrology and MeasurementsArvind Bhosale100% (7)
- Engineering Metrology and Measurements Unit 1 2Documento82 pagineEngineering Metrology and Measurements Unit 1 2scorpionarnold100% (1)
- Measure Complex Shapes With Co-ordinate Measuring MachinesDocumento4 pagineMeasure Complex Shapes With Co-ordinate Measuring MachinessathiaNessuna valutazione finora
- Ch5 CMM CondensedDocumento10 pagineCh5 CMM CondensedRisikkesh SNessuna valutazione finora
- CMMDocumento31 pagineCMMKannan VenkatNessuna valutazione finora
- Engineering Metrology and Measurements NotesDocumento127 pagineEngineering Metrology and Measurements NotesNagendar SelvakumarNessuna valutazione finora
- MMM Module 1 NotesDocumento31 pagineMMM Module 1 NotesSam prabhakar100% (1)
- PKM 2003aDocumento4 paginePKM 2003akpk1989Nessuna valutazione finora
- ME 6504 Metrology & Measurement All Unit NotesDocumento91 pagineME 6504 Metrology & Measurement All Unit NotesKannan KamalNessuna valutazione finora
- Enhance CMM Precision with Error CompensationDocumento6 pagineEnhance CMM Precision with Error Compensationbouhamza abdelkaderNessuna valutazione finora
- The Importance and Methods of MetrologyDocumento7 pagineThe Importance and Methods of MetrologyElmahdi OumiaNessuna valutazione finora
- Coordinates Measuring Machines (CMM)Documento20 pagineCoordinates Measuring Machines (CMM)Muthu RajNessuna valutazione finora
- Engineering Metrology and Measurements NotesDocumento131 pagineEngineering Metrology and Measurements NotesBALAMUGUNDAN91% (32)
- Unit - V FinalDocumento20 pagineUnit - V FinalSantosh SantuNessuna valutazione finora
- Introduction to N.C.M., a Non Contact Measurement ToolDa EverandIntroduction to N.C.M., a Non Contact Measurement ToolNessuna valutazione finora
- A New Concept for Tuning Design Weights in Survey Sampling: Jackknifing in Theory and PracticeDa EverandA New Concept for Tuning Design Weights in Survey Sampling: Jackknifing in Theory and PracticeNessuna valutazione finora
- Handbook of Mechanical and Materials EngineeringDa EverandHandbook of Mechanical and Materials EngineeringValutazione: 5 su 5 stelle5/5 (4)
- Magnetic Resonance Imaging: Recording, Reconstruction and AssessmentDa EverandMagnetic Resonance Imaging: Recording, Reconstruction and AssessmentValutazione: 5 su 5 stelle5/5 (1)
- Limit GaugesDocumento29 pagineLimit GaugesMANOJ M83% (6)
- Ezm 4430Documento48 pagineEzm 4430Egemet SatisNessuna valutazione finora
- Limit GaugesDocumento29 pagineLimit GaugesMANOJ M83% (6)
- Segmentasyon PDFDocumento1 paginaSegmentasyon PDFEgemet SatisNessuna valutazione finora
- Uncertainty Analysis ofDocumento10 pagineUncertainty Analysis ofEgemet SatisNessuna valutazione finora
- Uncertainty Analysis ofDocumento10 pagineUncertainty Analysis ofEgemet SatisNessuna valutazione finora
- Astm E448 82 R02 E02 PDFDocumento40 pagineAstm E448 82 R02 E02 PDFPacifier NothingfaceNessuna valutazione finora
- Uncertainty Analysis ofDocumento10 pagineUncertainty Analysis ofEgemet SatisNessuna valutazione finora
- 05 Concretes p73 112Documento40 pagine05 Concretes p73 112Egemet SatisNessuna valutazione finora
- Aggregates CatalogueDocumento10 pagineAggregates CatalogueEgemet SatisNessuna valutazione finora
- Astm D6926 PDFDocumento6 pagineAstm D6926 PDFEgemet SatisNessuna valutazione finora
- Matest Catalogue 6 Cement MortarDocumento49 pagineMatest Catalogue 6 Cement MortarEgemet SatisNessuna valutazione finora
- 05 Concretes p73 112Documento40 pagine05 Concretes p73 112Egemet SatisNessuna valutazione finora
- Surface Texture Metrology Services Available PDFDocumento2 pagineSurface Texture Metrology Services Available PDFEgemet SatisNessuna valutazione finora
- Glukhov 2018 J. Phys.: Conf. Ser. 998 012012Documento9 pagineGlukhov 2018 J. Phys.: Conf. Ser. 998 012012Egemet SatisNessuna valutazione finora
- 3642 01Documento4 pagine3642 01Egemet SatisNessuna valutazione finora
- LVDT Calibration ProcedureDocumento3 pagineLVDT Calibration ProcedureEgemet Satis100% (1)
- FittingData PDFDocumento10 pagineFittingData PDFRajeeb KunwarNessuna valutazione finora
- Analysis of Errors of The Testing Equipment For PDFDocumento5 pagineAnalysis of Errors of The Testing Equipment For PDFEgemet SatisNessuna valutazione finora
- Bachelor Project 2010: Comparison of Short Range and Long Range Laser Scanner's Accuracy DifferencesDocumento27 pagineBachelor Project 2010: Comparison of Short Range and Long Range Laser Scanner's Accuracy DifferencesEgemet SatisNessuna valutazione finora
- Ansi B 7 1 2000 PDFDocumento155 pagineAnsi B 7 1 2000 PDFEgemet SatisNessuna valutazione finora
- High Accuracy Short Range Laser Meter For System Calibration and InstallationDocumento8 pagineHigh Accuracy Short Range Laser Meter For System Calibration and InstallationEgemet SatisNessuna valutazione finora
- 3835-Article Text PDF-7593-1-10-20130718Documento14 pagine3835-Article Text PDF-7593-1-10-20130718Egemet SatisNessuna valutazione finora
- Calibration of Digital Level PDFDocumento10 pagineCalibration of Digital Level PDFEgemet SatisNessuna valutazione finora
- Iso 11254-1 - 2000 PD Sudan 42 PDFDocumento30 pagineIso 11254-1 - 2000 PD Sudan 42 PDFEgemet SatisNessuna valutazione finora
- Arazi Ölçüm Cihazları Ve Standartları PDFDocumento9 pagineArazi Ölçüm Cihazları Ve Standartları PDFEgemet SatisNessuna valutazione finora
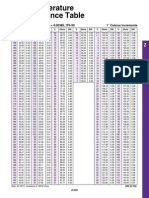
- For European Curve, Alpha 0.00385, ITS-90 1° Celsius IncrementsDocumento3 pagineFor European Curve, Alpha 0.00385, ITS-90 1° Celsius IncrementsMary HarrisonNessuna valutazione finora
- ASME B1.3-2007 ¿É ÓÊÜ SS Ç ÄÂÝÎÆ âÁ¿Ï Í .Ó ÖƺÍÃ×ÖÆÂÝÎÆ (UN¡ UNR¡ UNJ¡ MºÍMJ)Documento22 pagineASME B1.3-2007 ¿É ÓÊÜ SS Ç ÄÂÝÎÆ âÁ¿Ï Í .Ó ÖƺÍÃ×ÖÆÂÝÎÆ (UN¡ UNR¡ UNJ¡ MºÍMJ)vivek_swati100% (2)
- Analysis of Errors of The Testing Equipment For PDFDocumento5 pagineAnalysis of Errors of The Testing Equipment For PDFEgemet SatisNessuna valutazione finora
- Jpconf5 13 092Documento5 pagineJpconf5 13 092Egemet SatisNessuna valutazione finora
- Laboratory SafetyDocumento4 pagineLaboratory SafetyLey DoydoraNessuna valutazione finora
- Principles of CHN New UpdatedDocumento4 paginePrinciples of CHN New Updatediheart musicNessuna valutazione finora
- As 2710-1984 Screw Gauges - VerificationDocumento7 pagineAs 2710-1984 Screw Gauges - VerificationSAI Global - APACNessuna valutazione finora
- Agitators: Robert L. Bates, President Chemineer, IncDocumento24 pagineAgitators: Robert L. Bates, President Chemineer, InctenshinomiyukiNessuna valutazione finora
- LP IV Lab Zdvzmanual Sem II fbsccAY 2019-20z 20-ConvxvzzertedDocumento96 pagineLP IV Lab Zdvzmanual Sem II fbsccAY 2019-20z 20-ConvxvzzertedVikas GuptaNessuna valutazione finora
- Jiangsu Changjiang Electronics Technology Co., Ltd. SOT-89-3L Transistor SpecificationsDocumento2 pagineJiangsu Changjiang Electronics Technology Co., Ltd. SOT-89-3L Transistor SpecificationsIsrael AldabaNessuna valutazione finora
- Community Development A Critical Approach PDFDocumento2 pagineCommunity Development A Critical Approach PDFNatasha50% (2)
- Frozen DessertDocumento3 pagineFrozen DessertcsqueilNessuna valutazione finora
- Adapting Cognitive Behavioral Techniques To Address Anxiety and Depression in Cognitively Able Emerging Adults On The Autism SpectrumDocumento3 pagineAdapting Cognitive Behavioral Techniques To Address Anxiety and Depression in Cognitively Able Emerging Adults On The Autism SpectrumVini PezzinNessuna valutazione finora
- ZJJ 3Documento23 pagineZJJ 3jananiwimukthiNessuna valutazione finora
- Manufacturing Tech-1Documento6 pagineManufacturing Tech-1Vikram Rao0% (1)
- Quantitative Aptitude-More Exercise Questions Updated On Jul 2019Documento4 pagineQuantitative Aptitude-More Exercise Questions Updated On Jul 2019SANAMGI BHAVYANessuna valutazione finora
- Double Burden of Malnutrition 2017Documento31 pagineDouble Burden of Malnutrition 2017Gîrneţ AlinaNessuna valutazione finora
- Differentiation SS2Documento88 pagineDifferentiation SS2merezemenike272Nessuna valutazione finora
- CPS Layoffs BreakdownDocumento21 pagineCPS Layoffs BreakdownjroneillNessuna valutazione finora
- Unit Test Nervous System 14.1Documento4 pagineUnit Test Nervous System 14.1ArnelNessuna valutazione finora
- Westford University College readies flagship campus with new programsDocumento20 pagineWestford University College readies flagship campus with new programsSaju JanardhananNessuna valutazione finora
- Tipolo WH Gantt ChartDocumento15 pagineTipolo WH Gantt ChartMayeterisk RNessuna valutazione finora
- Human Resource Management (MGT 4320) : Kulliyyah of Economics and Management SciencesDocumento9 pagineHuman Resource Management (MGT 4320) : Kulliyyah of Economics and Management SciencesAbuzafar AbdullahNessuna valutazione finora
- Pengkondisian Kesiapan Belajar Untuk Pencapaian Hasil Belajar Dengan Gerakan Senam OtakDocumento9 paginePengkondisian Kesiapan Belajar Untuk Pencapaian Hasil Belajar Dengan Gerakan Senam OtakSaadah HasbyNessuna valutazione finora
- Mpce 24Documento39 pagineMpce 24Sachin Mehla0% (1)
- PSV Sizing: The Relief Load Can Be Calculated Directly, in Pounds Per Hour, From The Following RelationshipDocumento4 paginePSV Sizing: The Relief Load Can Be Calculated Directly, in Pounds Per Hour, From The Following RelationshipAfees OlajideNessuna valutazione finora
- System Software Module 3: Machine-Dependent Assembler FeaturesDocumento28 pagineSystem Software Module 3: Machine-Dependent Assembler Featuresvidhya_bineeshNessuna valutazione finora
- SFA160Documento5 pagineSFA160scamalNessuna valutazione finora
- Component 2 Learner Statement Y2Documento6 pagineComponent 2 Learner Statement Y2api-426152133Nessuna valutazione finora
- JKR Specs L-S1 Addendum No 1 LED Luminaires - May 2011Documento3 pagineJKR Specs L-S1 Addendum No 1 LED Luminaires - May 2011Leong KmNessuna valutazione finora
- 4MB0 02R Que 20160609 PDFDocumento32 pagine4MB0 02R Que 20160609 PDFakashNessuna valutazione finora
- Article 106899Documento6 pagineArticle 106899Abhinave SNessuna valutazione finora
- Accounting Students' Attitude Towads AccountingDocumento29 pagineAccounting Students' Attitude Towads AccountingSham Salonga Pascual50% (2)
- GEd 105 Midterm ReviewerDocumento17 pagineGEd 105 Midterm ReviewerAndryl MedallionNessuna valutazione finora