Potrebbero piacerti anche
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Workbook Pneumatics Basic LevelDocumento152 pagineWorkbook Pneumatics Basic LevelTRAN TAN73% (15)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Oxford Discover 1 Unit 9 TestDocumento2 pagineOxford Discover 1 Unit 9 TestMohamed Abdelkader Aboamer100% (4)
- Sug 102 P - Basic Principles in Surveying IIDocumento14 pagineSug 102 P - Basic Principles in Surveying IIVietHungCao80% (5)
- Industrial Plant Engineering Reviewer Complete PDFDocumento93 pagineIndustrial Plant Engineering Reviewer Complete PDFNovaCastillo100% (2)
- Industrial Plant Engineering Reviewer Complete PDFDocumento93 pagineIndustrial Plant Engineering Reviewer Complete PDFNovaCastillo100% (2)
- How To Use Clean Mama RoutineDocumento1 paginaHow To Use Clean Mama RoutineArianna NNessuna valutazione finora
- IKEA 2010 KitchensDocumento43 pagineIKEA 2010 Kitchensoikos29100% (1)
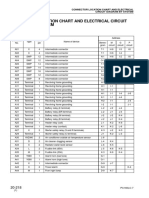
- Connector Location Chart and Electrical Circuit Diagram by SystemDocumento22 pagineConnector Location Chart and Electrical Circuit Diagram by SystemLucas Solon SolonNessuna valutazione finora
- Technical Topics: Allowable Bearing Stress For APA Wood Structural PanelsDocumento3 pagineTechnical Topics: Allowable Bearing Stress For APA Wood Structural PanelsalexisNessuna valutazione finora
- DanielGwapo PDFDocumento144 pagineDanielGwapo PDFalexisNessuna valutazione finora
- PSP CastingDocumento7 paginePSP CastingalexisNessuna valutazione finora
- UWCABook PDFDocumento506 pagineUWCABook PDFDeonisis VersolaNessuna valutazione finora
- UWCABook PDFDocumento506 pagineUWCABook PDFDeonisis VersolaNessuna valutazione finora
- Shengzhou Imadel Trade Co LTD - COMPOSTABLE TABLEWAREDocumento13 pagineShengzhou Imadel Trade Co LTD - COMPOSTABLE TABLEWAREavinashn1984Nessuna valutazione finora
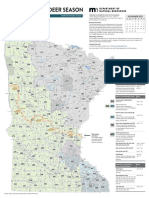
- Minnesota Deer Permit Areas 2022Documento2 pagineMinnesota Deer Permit Areas 2022inforumdocsNessuna valutazione finora
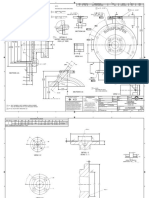
- S&I MT8591 Model 24.12.21Documento1 paginaS&I MT8591 Model 24.12.21Senthil Kumar PNessuna valutazione finora
- Designing Gear CuttersDocumento3 pagineDesigning Gear CuttersKrishnadev Madhavan NairNessuna valutazione finora
- MICROWAVEDocumento1 paginaMICROWAVEabhishek mittalNessuna valutazione finora
- The 12 Golden Rule of Gun SafetyDocumento3 pagineThe 12 Golden Rule of Gun Safetydeltacris1100% (1)
- M16-M4 DataDocumento8 pagineM16-M4 DataMark DanielsNessuna valutazione finora
- Lecture Note 12+13 (Actuators) - Mechanical ActuationDocumento42 pagineLecture Note 12+13 (Actuators) - Mechanical ActuationBăng Trương Thanh100% (1)
- Training Presentation - 171 CHILLERDocumento13 pagineTraining Presentation - 171 CHILLERMohd A IshakNessuna valutazione finora
- Clicker Wrench: Quick Release Button Ratchet Reversing Lever Lock RingDocumento2 pagineClicker Wrench: Quick Release Button Ratchet Reversing Lever Lock RingCristinaPradaNessuna valutazione finora
- 5 HP 19 FLDocumento246 pagine5 HP 19 FLAngel Barrera100% (1)
- Coal Feeder Model 496 EnglishDocumento2 pagineCoal Feeder Model 496 EnglishCanh RocNessuna valutazione finora
- CNC Milling: 2, Setting The DatumDocumento14 pagineCNC Milling: 2, Setting The DatumGundhi AsmoroNessuna valutazione finora
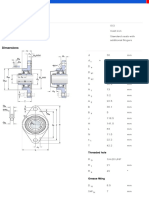
- Ball Bearing Oval Flanged units-FYTB 30 TFDocumento2 pagineBall Bearing Oval Flanged units-FYTB 30 TFCosmin ManoleNessuna valutazione finora
- A E B G: CasingDocumento2 pagineA E B G: CasingAgnel StanleyNessuna valutazione finora
- 22 Rimfire Ballistics TableDocumento7 pagine22 Rimfire Ballistics TableimanzetNessuna valutazione finora
- CATALOGO 2014 - KABAR - Catalog PDFDocumento44 pagineCATALOGO 2014 - KABAR - Catalog PDFCamilo Osejo100% (2)
- SN11240 - Router Mortising Jig PDFDocumento8 pagineSN11240 - Router Mortising Jig PDFMariano100% (3)
- Metode Pengukuran (19 Maret 2020) PDFDocumento31 pagineMetode Pengukuran (19 Maret 2020) PDFBagja HendiansyahNessuna valutazione finora
- Spindle Belt ReplacementDocumento3 pagineSpindle Belt ReplacementAshNessuna valutazione finora
- Unit I 1-Cutting Tool Angles and Their SignificanceDocumento48 pagineUnit I 1-Cutting Tool Angles and Their Significanceprof_panneer50% (2)
- VZ 58 Shell DeflectorDocumento15 pagineVZ 58 Shell DeflectoromikamiNessuna valutazione finora
- Original Spares Price ListDocumento14 pagineOriginal Spares Price ListCharlie AndrewsNessuna valutazione finora
- Drill Machine (Group 6)Documento29 pagineDrill Machine (Group 6)dabangg Siddharth mishraNessuna valutazione finora
- Air Pistol/ Rifle Instruction Manual: 402 Richard Road Rockledge, FL. 32955Documento10 pagineAir Pistol/ Rifle Instruction Manual: 402 Richard Road Rockledge, FL. 32955Giani PaulNessuna valutazione finora