Potrebbero piacerti anche
- NDT 2 (Autosaved)Documento36 pagineNDT 2 (Autosaved)Jas HimNessuna valutazione finora
- Review of Electrochemical and Electrodischarge MachiningDocumento14 pagineReview of Electrochemical and Electrodischarge Machiningdinesh veerNessuna valutazione finora
- Malik Manna2016 TWECSMDocumento10 pagineMalik Manna2016 TWECSMSiddharth KumarNessuna valutazione finora
- EEDMDocumento5 pagineEEDMMedasani Gurusai ChowdaryNessuna valutazione finora
- Selected Problems of Micro-Electrochemical Machining: Jerzy Kozak, Kamlakar P. Rajurkar, Yogesh MakkarDocumento6 pagineSelected Problems of Micro-Electrochemical Machining: Jerzy Kozak, Kamlakar P. Rajurkar, Yogesh MakkarHusnainNessuna valutazione finora
- NDT 2Documento5 pagineNDT 2Jas HimNessuna valutazione finora
- Electrochemical MachiningDocumento104 pagineElectrochemical MachiningDeepak SharmaNessuna valutazione finora
- Electrochemical MACHININGDocumento14 pagineElectrochemical MACHININGpramod_k100% (2)
- Analysis On Fabrication of Micro-Tools by Micro-Electrochemical Machining ProcessDocumento33 pagineAnalysis On Fabrication of Micro-Tools by Micro-Electrochemical Machining ProcessXu WeixingNessuna valutazione finora
- Reference: Diffusion Bonded EDM Electrode With Micro Holes For Jetting Dielectric Liquid, CIRP Annals - Manufacturing Technology, 2006Documento11 pagineReference: Diffusion Bonded EDM Electrode With Micro Holes For Jetting Dielectric Liquid, CIRP Annals - Manufacturing Technology, 2006EdinNessuna valutazione finora
- 9.SN APP SCI (ESCI, Web of Science)Documento17 pagine9.SN APP SCI (ESCI, Web of Science)MM GoudNessuna valutazione finora
- AFM Surface Investigation of Inconel 825 With Multi Wall Carbon Nano Tube in Electrical Discharge Machining Process Using Taguchi AnalysisDocumento22 pagineAFM Surface Investigation of Inconel 825 With Multi Wall Carbon Nano Tube in Electrical Discharge Machining Process Using Taguchi AnalysisBalu BhsNessuna valutazione finora
- Finishing of Micro-EDMed Surface Based On ScanningDocumento6 pagineFinishing of Micro-EDMed Surface Based On ScanningOmkar DashNessuna valutazione finora
- A Study of Electrical Discharge Grinding Using A Rotary Disk ElectrodeDocumento9 pagineA Study of Electrical Discharge Grinding Using A Rotary Disk ElectrodeSarath ChandraNessuna valutazione finora
- Review of Electrochemical and Electrodischarge Machining: Digitalcommons@University of Nebraska - LincolnDocumento15 pagineReview of Electrochemical and Electrodischarge Machining: Digitalcommons@University of Nebraska - LincolnVignesh SunilNessuna valutazione finora
- NTM Module 3Documento12 pagineNTM Module 3RishiJpNessuna valutazione finora
- Fluid Dynamic Simulation and Experimental Study of Honeycomb Seal Structures in Electrochemical Discharge Machining PressureDocumento17 pagineFluid Dynamic Simulation and Experimental Study of Honeycomb Seal Structures in Electrochemical Discharge Machining PressuremechjournalNessuna valutazione finora
- 13 IjtimesDocumento9 pagine13 IjtimesMM GoudNessuna valutazione finora
- 4.silicon Multi - Repsonse (Sci)Documento22 pagine4.silicon Multi - Repsonse (Sci)MM GoudNessuna valutazione finora
- Finite-Element Simulation of Dimensional Limitation of Electro Chemical Machining (ECM) ProcessDocumento5 pagineFinite-Element Simulation of Dimensional Limitation of Electro Chemical Machining (ECM) Processnirmala bogireddyNessuna valutazione finora
- Electrochemical MachiningDocumento29 pagineElectrochemical MachiningRiki RiswantoNessuna valutazione finora
- LESSON 4 (B)Documento12 pagineLESSON 4 (B)learntomindyourownbusinessokayNessuna valutazione finora
- EDMDocumento20 pagineEDMlogeshboy007Nessuna valutazione finora
- A Review Paper On Electro Chemical MachiningDocumento8 pagineA Review Paper On Electro Chemical Machiningpritam rajNessuna valutazione finora
- Enhancement of Material Removal Rate of Electrochemical Machining by Using Rotating Tool ON AISI 1035Documento4 pagineEnhancement of Material Removal Rate of Electrochemical Machining by Using Rotating Tool ON AISI 1035kaushalshah28598Nessuna valutazione finora
- Comparative Analysis of Mild Steel Before and After Stabilization and Evaluate Machine Parameters Using EcmDocumento13 pagineComparative Analysis of Mild Steel Before and After Stabilization and Evaluate Machine Parameters Using Ecmk eswariNessuna valutazione finora
- Electrochemical Discharge Machining Process: Anjali V. KulkarniDocumento6 pagineElectrochemical Discharge Machining Process: Anjali V. KulkarniAjay kumar chaudharyNessuna valutazione finora
- Edm3 PDFDocumento2 pagineEdm3 PDFAbhishek PandeyNessuna valutazione finora
- Ucmp - Assignment 15P31A0383Documento5 pagineUcmp - Assignment 15P31A0383Sài TejaNessuna valutazione finora
- Electromagnetic Forming - Hani Aziz AmeenDocumento46 pagineElectromagnetic Forming - Hani Aziz AmeenHani Aziz AmeenNessuna valutazione finora
- Drilling of CFRP by EDMDocumento10 pagineDrilling of CFRP by EDMthasarathanr1993_939Nessuna valutazione finora
- M.tech ProjectDocumento7 pagineM.tech ProjectNOMAN KASHIFNessuna valutazione finora
- Lec3 - Machining Equipment - PRE 314 - NewDocumento18 pagineLec3 - Machining Equipment - PRE 314 - NewMahmoud EldesoukiNessuna valutazione finora
- Electrode CoatingDocumento8 pagineElectrode CoatingSaurabh JainNessuna valutazione finora
- Development of Electrochemical Micro Machining For Air-Lubricated Hydrodynamic BearingsDocumento6 pagineDevelopment of Electrochemical Micro Machining For Air-Lubricated Hydrodynamic BearingsMark LambertNessuna valutazione finora
- Wedm MachiningDocumento8 pagineWedm MachininglarryNessuna valutazione finora
- New 8Documento12 pagineNew 8Kumar BipuNessuna valutazione finora
- Metallurgical Alterations in The Surface of Steel Cavities Machined by EDMDocumento8 pagineMetallurgical Alterations in The Surface of Steel Cavities Machined by EDMDeak Ferenc-JozsefNessuna valutazione finora
- Eng-Study On The Effect-Akhil S PrasadDocumento8 pagineEng-Study On The Effect-Akhil S PrasadImpact JournalsNessuna valutazione finora
- Experimental Investigation On Micromachining Using Electrochemical Discharge MachineDocumento17 pagineExperimental Investigation On Micromachining Using Electrochemical Discharge MachineHarinath GowdNessuna valutazione finora
- Kung2009 Article MaterialRemovalRateAndElectrod PDFDocumento10 pagineKung2009 Article MaterialRemovalRateAndElectrod PDFAkasapu SaisreeharshaNessuna valutazione finora
- SynopsisDocumento9 pagineSynopsisSai SrinivasNessuna valutazione finora
- Modeling of White Layer Formation in Electric Discharge Machining Edm by Incorporating Massive Random Discharge CharacteristicsDocumento6 pagineModeling of White Layer Formation in Electric Discharge Machining Edm by Incorporating Massive Random Discharge CharacteristicsEvi VentasNessuna valutazione finora
- Study of Electro Chemical Machining Etching Effect On Surface Roughness and Variation With Chemical Etching ProcessDocumento5 pagineStudy of Electro Chemical Machining Etching Effect On Surface Roughness and Variation With Chemical Etching ProcessSwan Saung TharNessuna valutazione finora
- Non Conventional MachiningDocumento19 pagineNon Conventional MachiningTooling ganeshNessuna valutazione finora
- A Review of Electrochemical Macro-To Micro-Hole Drilling ProcessesDocumento16 pagineA Review of Electrochemical Macro-To Micro-Hole Drilling ProcessesMaitry DaveNessuna valutazione finora
- A Study of Influence of Electrochemical Process Parameters On The Material Removal Rate and Surface Roughness of SS AISI 304Documento9 pagineA Study of Influence of Electrochemical Process Parameters On The Material Removal Rate and Surface Roughness of SS AISI 304Manu RavuriNessuna valutazione finora
- Machining Characteristics of An RC-type Generator Circuit With An N-Channel MOSFET in Micro EDMDocumento6 pagineMachining Characteristics of An RC-type Generator Circuit With An N-Channel MOSFET in Micro EDMgerdNessuna valutazione finora
- A Brief Review of Die Sinking Electrical Discharging Machining Process Towards AutomationDocumento7 pagineA Brief Review of Die Sinking Electrical Discharging Machining Process Towards AutomationMayank Rajesh Kumar ShrivastavaNessuna valutazione finora
- Soumya Seminar ReportDocumento21 pagineSoumya Seminar ReportDillip MahakhudaNessuna valutazione finora
- Ch-12 Unconventional MachiningDocumento188 pagineCh-12 Unconventional MachiningAbhishek AroraNessuna valutazione finora
- Literature ReviewDocumento34 pagineLiterature ReviewMuhammad WaleedNessuna valutazione finora
- ECDMDocumento8 pagineECDMSaurabhBhardwajNessuna valutazione finora
- Review of State of Art and Process Parameter Influence in EDM TechnologyDocumento9 pagineReview of State of Art and Process Parameter Influence in EDM TechnologyNguyễn Hữu PhấnNessuna valutazione finora
- Electrical Discharge MachiningDocumento15 pagineElectrical Discharge MachiningPanosNessuna valutazione finora
- International Journal of Machine Tools & Manufacture: Yan Zhang, Zhengyang Xu, Di Zhu, Jun XingDocumento9 pagineInternational Journal of Machine Tools & Manufacture: Yan Zhang, Zhengyang Xu, Di Zhu, Jun XingSudhir KumarNessuna valutazione finora
- An Essential Guide to Electronic Material Surfaces and InterfacesDa EverandAn Essential Guide to Electronic Material Surfaces and InterfacesNessuna valutazione finora
- Electrochemical Micromachining for Nanofabrication, MEMS and NanotechnologyDa EverandElectrochemical Micromachining for Nanofabrication, MEMS and NanotechnologyValutazione: 4 su 5 stelle4/5 (1)
- Small Dynamos and How to Make Them - Practical Instruction on Building a Variety of Machines Including Electric MotorsDa EverandSmall Dynamos and How to Make Them - Practical Instruction on Building a Variety of Machines Including Electric MotorsNessuna valutazione finora
- Piezoelectric ZnO Nanostructure for Energy HarvestingDa EverandPiezoelectric ZnO Nanostructure for Energy HarvestingNessuna valutazione finora
- Operations Research (Me 705C) MCQS: Max Z 30x - 15x, S.T. 2x - 2x 0Documento10 pagineOperations Research (Me 705C) MCQS: Max Z 30x - 15x, S.T. 2x - 2x 0aghosh704100% (2)
- Mar-Wbut-12 3 19Documento4 pagineMar-Wbut-12 3 19aghosh704Nessuna valutazione finora
- Answer Any Five of The Following (1×5 5) : ST THDocumento2 pagineAnswer Any Five of The Following (1×5 5) : ST THaghosh704Nessuna valutazione finora
- WBTDCL Gstin No.19Aaacw3093Q1ZlDocumento2 pagineWBTDCL Gstin No.19Aaacw3093Q1Zlaghosh704Nessuna valutazione finora
- Nachiappan Subramanian - University of SussexDocumento4 pagineNachiappan Subramanian - University of Sussexaghosh704Nessuna valutazione finora
- COPEN-9 Full Paper Upload 20Documento6 pagineCOPEN-9 Full Paper Upload 20aghosh704Nessuna valutazione finora
- Work and Method StudyDocumento11 pagineWork and Method Studyaghosh704Nessuna valutazione finora
- Stainless Steels For Design Engineers123Documento13 pagineStainless Steels For Design Engineers123aghosh704Nessuna valutazione finora
- Transactions of The Indian Institute of MetalsDocumento1 paginaTransactions of The Indian Institute of Metalsaghosh704Nessuna valutazione finora
- Stainless Steels An Introduction and Their Recent DevelopmentsqqwDocumento11 pagineStainless Steels An Introduction and Their Recent Developmentsqqwaghosh704100% (2)
- How To Pay Zero Tax For Income Up To Rs 12 Lakhs From Salary For Financial Year 2016-17 Budget 2016 by CA Chirag ChauhanDocumento18 pagineHow To Pay Zero Tax For Income Up To Rs 12 Lakhs From Salary For Financial Year 2016-17 Budget 2016 by CA Chirag Chauhanaghosh704Nessuna valutazione finora
- Journal Name and Impact FactorDocumento2 pagineJournal Name and Impact Factoraghosh704Nessuna valutazione finora
- How To Pay Zero Tax For Income Up To Rs 12 Lakhs From Salary For Financial Year 2016-17 Budget 2016 by CA Chirag ChauhanDocumento18 pagineHow To Pay Zero Tax For Income Up To Rs 12 Lakhs From Salary For Financial Year 2016-17 Budget 2016 by CA Chirag Chauhanaghosh704Nessuna valutazione finora
- Gmail - Session Chair ConfirmationDocumento1 paginaGmail - Session Chair Confirmationaghosh704Nessuna valutazione finora
- Aqueous Corrosion of Stainless SteelsDocumento77 pagineAqueous Corrosion of Stainless Steelsaghosh704100% (1)
- Lecture 2 Forming NptelDocumento12 pagineLecture 2 Forming Nptelaghosh704Nessuna valutazione finora
- Experimental Investigation On Laser Beam Welding of Martensitic Stainless Steels in A Constrained Overlap Joint ConfigurationDocumento3 pagineExperimental Investigation On Laser Beam Welding of Martensitic Stainless Steels in A Constrained Overlap Joint Configurationaghosh704Nessuna valutazione finora
- Lecture - 1 Nptel FormingDocumento12 pagineLecture - 1 Nptel Formingaghosh704Nessuna valutazione finora
- Atlas Aluminium Datasheet 6063 Rev Oct 2013Documento2 pagineAtlas Aluminium Datasheet 6063 Rev Oct 2013aghosh704Nessuna valutazione finora
- Alchemy at The Crowning of NatureDocumento30 pagineAlchemy at The Crowning of NatureMano DasruthiNessuna valutazione finora
- PAO MSDS RevB (ATI)Documento5 paginePAO MSDS RevB (ATI)khlowNessuna valutazione finora
- Atlas™ Power 8ton (8T), 15ton (15T) and 25ton (25T) Hydraulic Presses User ManualDocumento44 pagineAtlas™ Power 8ton (8T), 15ton (15T) and 25ton (25T) Hydraulic Presses User ManualMuhammad Talha KhanNessuna valutazione finora
- Catalogo Masel OrtodonciaDocumento171 pagineCatalogo Masel OrtodonciaJuan OntiverosNessuna valutazione finora
- CRM47885 Lrac9768Documento5 pagineCRM47885 Lrac9768Sergio mauricio sergioNessuna valutazione finora
- Polymer Lab 12Documento7 paginePolymer Lab 12leaf5Nessuna valutazione finora
- Aluminio Por AcidoDocumento7 pagineAluminio Por AcidojackyNessuna valutazione finora
- Batch: General InformationDocumento5 pagineBatch: General InformationNaik LarkaNessuna valutazione finora
- 0420 - 118T3440 - Cooling WaterDocumento2 pagine0420 - 118T3440 - Cooling WaterfaisalnadimNessuna valutazione finora
- Bhutan Higher Secondary Education Certificate Examination December2014 Marking Scheme - ChemistryDocumento3 pagineBhutan Higher Secondary Education Certificate Examination December2014 Marking Scheme - ChemistryTsheyang LhazomNessuna valutazione finora
- Sodium Hexameta Phosphate e CHB 038Documento1 paginaSodium Hexameta Phosphate e CHB 038Wasif KarimNessuna valutazione finora
- Clay Brick MakingDocumento9 pagineClay Brick MakingapihanasNessuna valutazione finora
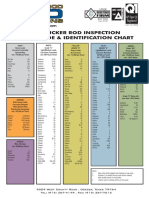
- Permian Rod Operations - Sucker Rod Identification Chart PDFDocumento1 paginaPermian Rod Operations - Sucker Rod Identification Chart PDFMinimaxou78Nessuna valutazione finora
- Aggregates Lab Report PDFDocumento5 pagineAggregates Lab Report PDFcharishma takkallapalliNessuna valutazione finora
- Access EngineeringDocumento11 pagineAccess EngineeringDeepakNathNessuna valutazione finora
- Spider SilkDocumento5 pagineSpider SilkimranNessuna valutazione finora
- The Preparation of Potassium Tris (Oxalate) Ferrate (III) TrihydrateDocumento8 pagineThe Preparation of Potassium Tris (Oxalate) Ferrate (III) Trihydrateapple33% (6)
- Optics and LightDocumento35 pagineOptics and LightKeke MauroNessuna valutazione finora
- Technical Document PDFDocumento64 pagineTechnical Document PDFAdamovic InesNessuna valutazione finora
- Standardization of Sodium Hydroxide: Experiment No. 1.2Documento8 pagineStandardization of Sodium Hydroxide: Experiment No. 1.2theressaNessuna valutazione finora
- Alcohols, Phenols and Ethers - MCQs Test - 3Documento3 pagineAlcohols, Phenols and Ethers - MCQs Test - 3Prasant KumarNessuna valutazione finora
- FireworX Conventional Compatibility IndexDocumento13 pagineFireworX Conventional Compatibility IndexFernando CamposNessuna valutazione finora
- CHE323 FS18 Teil1 - PDF PDFDocumento114 pagineCHE323 FS18 Teil1 - PDF PDFreauhanNessuna valutazione finora
- Plastic Waste Into FuelDocumento13 paginePlastic Waste Into FuelArul RajNessuna valutazione finora
- Refrigeration Unit Lab Report FKKDocumento28 pagineRefrigeration Unit Lab Report FKKKicauan KataNessuna valutazione finora
- Oil & Gas Academy Petroleum Schools BrochureDocumento54 pagineOil & Gas Academy Petroleum Schools BrochureOilGasAcademy80% (15)
- Hempel Protective Infrastructure Corrosion Protection For Cargo Handling Equipment Low ResDocumento12 pagineHempel Protective Infrastructure Corrosion Protection For Cargo Handling Equipment Low Reskamardheen majithNessuna valutazione finora
- Final - Basic Lasting TechnologyDocumento137 pagineFinal - Basic Lasting TechnologySumit Kumar Singh100% (1)
- Fluorescence N PhosphorescenceDocumento14 pagineFluorescence N Phosphorescenceanon_543130923Nessuna valutazione finora
- JBT GreenDocumento3 pagineJBT GreenRagu VenkatNessuna valutazione finora