Potrebbero piacerti anche
- 20 PREGUNTAS ANTES DE CASARTEDocumento101 pagine20 PREGUNTAS ANTES DE CASARTEFabiola DuranNessuna valutazione finora
- Plan izaje grúa móvilDocumento3 paginePlan izaje grúa móvilWilber Gonzalez Jimenez100% (3)
- Manual de techos sin estructura a base de arcos modularesDocumento18 pagineManual de techos sin estructura a base de arcos modularesJose Luis Martinez100% (1)
- Diseño de reforzamiento de cimentación de monopolo de 18mDocumento7 pagineDiseño de reforzamiento de cimentación de monopolo de 18mHeli SaezNessuna valutazione finora
- Tema 2 - Espesores de Plancha en CascoDocumento26 pagineTema 2 - Espesores de Plancha en CascoCristhianNeyraKunkelNessuna valutazione finora
- CALCULO ESTRUCTURAL TECHUMBRE Arco-TechoDocumento37 pagineCALCULO ESTRUCTURAL TECHUMBRE Arco-TechoVictor Alfonso Lopez Ortega76% (17)
- Cartilla mantenimiento cargador frontal 950HDocumento7 pagineCartilla mantenimiento cargador frontal 950HAriana Rentacar Mendoza100% (1)
- Placa Base y Pernos de AnclajeDocumento16 paginePlaca Base y Pernos de AnclajeJOHNNY CALERO100% (9)
- MEMORIA de Calculo de Losa de Concret0Documento51 pagineMEMORIA de Calculo de Losa de Concret0renato100% (1)
- Diseño, construcción y criterios de supervisión de edificaciones en mampostería estructural según la NSR-10Da EverandDiseño, construcción y criterios de supervisión de edificaciones en mampostería estructural según la NSR-10Nessuna valutazione finora
- Calculo de Canaletas Pluviales de TechoDocumento32 pagineCalculo de Canaletas Pluviales de TechoJorge Luis MezaNessuna valutazione finora
- Calculo Estructural Techumbre de 13 30x19 00 Coah PDFDocumento41 pagineCalculo Estructural Techumbre de 13 30x19 00 Coah PDFYadir SanchezNessuna valutazione finora
- Calculo Del Arco TechoDocumento3 pagineCalculo Del Arco TechoOzwaldoHernandez100% (3)
- Diseño estructural edificioDocumento18 pagineDiseño estructural edificioConstrucciones Arqiv100% (3)
- Diseño de Conexiones - Placa BaseDocumento13 pagineDiseño de Conexiones - Placa BaseArturo Alvarez100% (3)
- Diseño de Estructuras de Cubierta de AceroDocumento69 pagineDiseño de Estructuras de Cubierta de AceroMANUEL VELEZNessuna valutazione finora
- CALCULO ESTRUCTURAL Mastil de 11.0 M. APUNTALADO-ATT-IBS414 LB ESTACION ECATEPEC PDFDocumento45 pagineCALCULO ESTRUCTURAL Mastil de 11.0 M. APUNTALADO-ATT-IBS414 LB ESTACION ECATEPEC PDFJesus Narmin CatalanNessuna valutazione finora
- Monopolo 18m A 100kphDocumento22 pagineMonopolo 18m A 100kphMiranda Roque AlanNessuna valutazione finora
- Memoria de Calculo de Nave Con Techo AutoportanteDocumento16 pagineMemoria de Calculo de Nave Con Techo AutoportanteFrancisco Alfredo Díaz Manzano100% (1)
- Calculo Estructural Techumbre Arco TechodocxDocumento44 pagineCalculo Estructural Techumbre Arco TechodocxGraciela Razo MoralesNessuna valutazione finora
- Procedimiento de Montaje.Documento19 pagineProcedimiento de Montaje.Rolan Ponce100% (1)
- Memoria de CálculoDocumento10 pagineMemoria de CálculoAlex M. ArandaNessuna valutazione finora
- Calculo Estructural Techumbre - Cri CriDocumento35 pagineCalculo Estructural Techumbre - Cri CriVictor Alfonso Lopez Ortega100% (1)
- Memoria de Calculo Totem Publicitario PDFDocumento29 pagineMemoria de Calculo Totem Publicitario PDFJimmy Carranza Palomino100% (3)
- DISEÑO DE BRIDAS MONOPOLO - Moquegua - Brida - 0 PDFDocumento3 pagineDISEÑO DE BRIDAS MONOPOLO - Moquegua - Brida - 0 PDFproyectistanuevoNessuna valutazione finora
- Presentacion de ARCOTECHODocumento11 paginePresentacion de ARCOTECHOMariale ZapanaNessuna valutazione finora
- Memoria Calculo Anuncio ZapopanDocumento7 pagineMemoria Calculo Anuncio ZapopanMarcos100% (1)
- Diseño de Reforzamiento de Cimentacion Site Playa Punta Roca 18M - 75KMH PDFDocumento7 pagineDiseño de Reforzamiento de Cimentacion Site Playa Punta Roca 18M - 75KMH PDFdavid satalaya cruzado100% (1)
- Diseño de rampa portuaria en Puerto NatalesDocumento43 pagineDiseño de rampa portuaria en Puerto NatalesmultipropositoNessuna valutazione finora
- Manual de ArkotechoDocumento10 pagineManual de ArkotechoMisael MendozaNessuna valutazione finora
- Reacciones Del Arco y RequerimientosDocumento5 pagineReacciones Del Arco y RequerimientosRolando JeronimoNessuna valutazione finora
- Reacciones CovidaDocumento12 pagineReacciones CovidaJuanka Puelles MazaNessuna valutazione finora
- ArcotechoDocumento18 pagineArcotechosaul_ambrocio100% (2)
- Memoria de Calculo Mastil 4.5 MDocumento7 pagineMemoria de Calculo Mastil 4.5 MWalter Chilón V.100% (1)
- Reacciones CovidaDocumento16 pagineReacciones CovidaJuan C. RomanNessuna valutazione finora
- Ejemplo Pernos de Anclaje LRFDDocumento10 pagineEjemplo Pernos de Anclaje LRFDRichard Perry100% (3)
- Memoria de Cálculo Torre Triangular Ventada de 16.50m MISKI MAYODocumento15 pagineMemoria de Cálculo Torre Triangular Ventada de 16.50m MISKI MAYOWILSONNessuna valutazione finora
- 1 - Ejempo de Traccion Perfil I Conectado Al AlmaDocumento6 pagine1 - Ejempo de Traccion Perfil I Conectado Al AlmaismyliveNessuna valutazione finora
- Memeoria de Calculo ArcotechoDocumento106 pagineMemeoria de Calculo ArcotechoAlfre Lazcano100% (3)
- Cálculo estructural de techumbre curva para piscina temperadaDocumento14 pagineCálculo estructural de techumbre curva para piscina temperadaJ Cristopher Gamarra100% (1)
- Método Trompa de ElefanteDocumento3 pagineMétodo Trompa de ElefanteMeujael Lapparra SantizoNessuna valutazione finora
- Método Trompa de ElefanteDocumento3 pagineMétodo Trompa de ElefanteMeujael Lapparra SantizoNessuna valutazione finora
- Método Trompa de ElefanteDocumento3 pagineMétodo Trompa de ElefanteMeujael Lapparra SantizoNessuna valutazione finora
- Memoria de cálculo domo arcotechoDocumento92 pagineMemoria de cálculo domo arcotechoGabriel Ortiz80% (5)
- Memoria CARTEL v02Documento7 pagineMemoria CARTEL v02chandahanNessuna valutazione finora
- Calculo de ArcotechoDocumento17 pagineCalculo de ArcotechoSergio Mireles100% (5)
- Reacción de ArcotechoDocumento1 paginaReacción de ArcotechoJose Carlos Mitma EncisoNessuna valutazione finora
- Detalles Constructivos Arcotecho AnexosDocumento11 pagineDetalles Constructivos Arcotecho AnexosJorge Peniché100% (1)
- Memoria de Calculo Cimentacion para TorreDocumento18 pagineMemoria de Calculo Cimentacion para Torretonatiuh0725Nessuna valutazione finora
- Memoria de Calculo Losa AceroDocumento49 pagineMemoria de Calculo Losa AceroLuis Aguilar100% (2)
- Analisis de Ipe - AcescoDocumento3 pagineAnalisis de Ipe - AcescoRaul EstradaNessuna valutazione finora
- Calculo de Arcotecho PDFDocumento17 pagineCalculo de Arcotecho PDFingcheco160% (5)
- Calculo Estructural Techumbre de 25x10 DgoDocumento32 pagineCalculo Estructural Techumbre de 25x10 DgoVictor Alfonso Lopez Ortega100% (1)
- Arcotecho Ficha Tecnica AceroMart PDFDocumento2 pagineArcotecho Ficha Tecnica AceroMart PDFEdgar Ivan Vidal Felix0% (1)
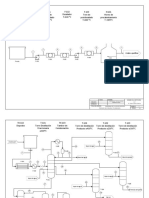
- Diagrama de Refinación de PetroleoDocumento10 pagineDiagrama de Refinación de PetroleoAndreyNessuna valutazione finora
- Pasos para Calcular y Diseñar Estructura Metalica ArcotehoDocumento2 paginePasos para Calcular y Diseñar Estructura Metalica ArcotehoJeanethNessuna valutazione finora
- Arcot EchoDocumento13 pagineArcot Echotosky2001100% (2)
- Memoria de Calculo EstructuralDocumento12 pagineMemoria de Calculo EstructuralNeil Cabello100% (1)
- Predimensionado Estructuras de AceroDocumento14 paginePredimensionado Estructuras de AceroJeanny Palma100% (2)
- Memoria HotelDocumento7 pagineMemoria Hotelalejandro acostaNessuna valutazione finora
- Losa Nervada Hospital LibreDocumento3 pagineLosa Nervada Hospital LibreLucho GomezNessuna valutazione finora
- Memoria de Calculo TijeralDocumento21 pagineMemoria de Calculo TijeralTonatiuh Bernal50% (2)
- Losa nervada y casetón en arquitecturaDocumento13 pagineLosa nervada y casetón en arquitecturaFernanda VasquezNessuna valutazione finora
- Folleto Tecnico Arcus GlobalDocumento13 pagineFolleto Tecnico Arcus GlobalHenry Fernando Valencia Rodriguez100% (1)
- Inf - Linea 15KVCPP - RevADocumento13 pagineInf - Linea 15KVCPP - RevAmakinatopNessuna valutazione finora
- Elementos en TraccionDocumento9 pagineElementos en TraccionLuisMercaderNessuna valutazione finora
- T ESPE DospisosDocumento83 pagineT ESPE DospisosJean Carlos RamirezNessuna valutazione finora
- Tarea de Lineas de TransmisionDocumento7 pagineTarea de Lineas de TransmisionBRYAN WILIAMS SALAS PUMANessuna valutazione finora
- Transitorios y AnguloDocumento6 pagineTransitorios y AnguloJose Maria Castillo HernandezNessuna valutazione finora
- Formación de La TierraDocumento3 pagineFormación de La TierraMeujael Lapparra SantizoNessuna valutazione finora
- Materiales para RevestimientoDocumento19 pagineMateriales para RevestimientoMeujael Lapparra SantizoNessuna valutazione finora
- Examen de Hidráulica de Canales del IT de TapachulaDocumento2 pagineExamen de Hidráulica de Canales del IT de TapachulaMeujael Lapparra SantizoNessuna valutazione finora
- Para RevestimientoDocumento14 paginePara RevestimientoMeujael Lapparra SantizoNessuna valutazione finora
- PeraltaDocumento16 paginePeraltaMeujael Lapparra SantizoNessuna valutazione finora
- GualebereDocumento4 pagineGualebereMeujael Lapparra SantizoNessuna valutazione finora
- Presentacion AltuzarDocumento7 paginePresentacion AltuzarMeujael Lapparra SantizoNessuna valutazione finora
- Estan Dares Mini MosDocumento34 pagineEstan Dares Mini Moshandsome_j_548022738Nessuna valutazione finora
- Diseno y Montaje de Exposiciones UnidadDocumento114 pagineDiseno y Montaje de Exposiciones UnidadAna Claudia Silva SilvaNessuna valutazione finora
- Unad Competencias ComunicativasDocumento2 pagineUnad Competencias ComunicativasAngel CuenuNessuna valutazione finora
- Plan de Actividades de Practicas Pre ProfesionalesDocumento5 paginePlan de Actividades de Practicas Pre ProfesionalesAndy DltNessuna valutazione finora
- Nme Lpa Cmedio 2 PDFDocumento178 pagineNme Lpa Cmedio 2 PDFItzel Garcia Villegas0% (1)
- Habitos de Estudio - RubricaDocumento3 pagineHabitos de Estudio - RubricaALEJANDRO OSTOIC ROZZINessuna valutazione finora
- Sesion Com 3g 12Documento7 pagineSesion Com 3g 12Liz López HuamànNessuna valutazione finora
- Ecosofia Org 2007: La Arquitectura Ecologica, Sus 10 PrincipiosDocumento15 pagineEcosofia Org 2007: La Arquitectura Ecologica, Sus 10 PrincipiosWalter Casco Oliveira SallesNessuna valutazione finora
- Estratigrafia Diapositiva....Documento21 pagineEstratigrafia Diapositiva....WILSON GARCIA PEREDONessuna valutazione finora
- Manual de Operación y Mantenimiento de Aguas de InfiltracionDocumento26 pagineManual de Operación y Mantenimiento de Aguas de InfiltracionMatias Garces MartinezNessuna valutazione finora
- Ensayo Electromagnetismo Leon SDocumento4 pagineEnsayo Electromagnetismo Leon SYessica leyvaNessuna valutazione finora
- Cálculo estructural de módulos residencialesDocumento61 pagineCálculo estructural de módulos residencialesRonald Espire GilNessuna valutazione finora
- Instalacion Intouch 10.1SP2 Windows 7Documento6 pagineInstalacion Intouch 10.1SP2 Windows 7Ruben Aparicio Robles100% (1)
- Normas de Seguridad MG4Documento2 pagineNormas de Seguridad MG4jose.rasta.coNessuna valutazione finora
- José Luis Orihuela Colliva - El Narrador en Ficción InteractivaDocumento18 pagineJosé Luis Orihuela Colliva - El Narrador en Ficción InteractivaMilagros Mata-GilNessuna valutazione finora
- Sesion de Aprendizaje #02Documento9 pagineSesion de Aprendizaje #02Lilia Ysela Cueva TravezañoNessuna valutazione finora
- Cambio Pastillas de FrenoDocumento5 pagineCambio Pastillas de FrenomiltonNessuna valutazione finora
- Circuitos Electricos Aiken Julio30Documento5 pagineCircuitos Electricos Aiken Julio30Guillermo CevallosNessuna valutazione finora
- Ingenieria de Transito en VenezuelaDocumento9 pagineIngenieria de Transito en Venezuelagabriela galindezNessuna valutazione finora
- Instructivo de Prueba FuncionalDocumento7 pagineInstructivo de Prueba FuncionalJuansebasNessuna valutazione finora
- Analisis de Topy TopDocumento4 pagineAnalisis de Topy TopPerez Campos FlorNessuna valutazione finora
- ManifiestoDocumento2 pagineManifiestoCRATON. SASNessuna valutazione finora
- Taller AlgoritmosDocumento1 paginaTaller Algoritmosjaen hannier herreño rosasNessuna valutazione finora
- La HidraulicaDocumento3 pagineLa HidraulicaPercym Linares AlejoNessuna valutazione finora
- Desing Thinking Tienda FENDocumento12 pagineDesing Thinking Tienda FENmonicaNessuna valutazione finora
- Metodo Esquina NoroesteDocumento8 pagineMetodo Esquina NoroesteVictor GonzalezNessuna valutazione finora
- Cambio Titular Prepago Cesionario SimyoDocumento1 paginaCambio Titular Prepago Cesionario SimyoSantiNessuna valutazione finora