Potrebbero piacerti anche
- Polymer Degradation and Stability - 2017Documento11 paginePolymer Degradation and Stability - 2017Laurentiu-Florin MosinoiuNessuna valutazione finora
- Cao Et Al (2019)Documento10 pagineCao Et Al (2019)lnhipulanNessuna valutazione finora
- Perda de Água Nos CompósitosDocumento11 paginePerda de Água Nos CompósitosRodolfo BrevesNessuna valutazione finora
- Preparing Flame-Retardant Polymer CompositesDocumento6 paginePreparing Flame-Retardant Polymer CompositesvNessuna valutazione finora
- Flame Retardant Properties of Polyurethane Expandable P - 2014 - Procedia EngineDocumento6 pagineFlame Retardant Properties of Polyurethane Expandable P - 2014 - Procedia EnginejanainaNessuna valutazione finora
- Polymers: Development of A Halogen Free Flame Retardant Masterbatch For Polypropylene FibersDocumento15 paginePolymers: Development of A Halogen Free Flame Retardant Masterbatch For Polypropylene FibersAnonymous PHCzwD8eAONessuna valutazione finora
- Influence of Functionalized Reduced Graphene Oxide and Compatibilizer On MechaniDocumento30 pagineInfluence of Functionalized Reduced Graphene Oxide and Compatibilizer On Mechanihy LiuNessuna valutazione finora
- Flame Reterdant CompositeDocumento13 pagineFlame Reterdant Compositemahadev barNessuna valutazione finora
- Effects of The Functionality of Polyol in RigidDocumento6 pagineEffects of The Functionality of Polyol in RigidFoolad GharbNessuna valutazione finora
- Flame Retardant Polypropylene Through The Joint Action of Sepiolite and Polyamide 6 PDFDocumento9 pagineFlame Retardant Polypropylene Through The Joint Action of Sepiolite and Polyamide 6 PDFSyahimi SaziniNessuna valutazione finora
- Preparation of High Density PolyethyleneDocumento10 paginePreparation of High Density Polyethylenevntan1002Nessuna valutazione finora
- Journal Pre-ProofsDocumento40 pagineJournal Pre-ProofsEkansh ChoudharyNessuna valutazione finora
- Curing Studies of Unsaturated Polyester Resin Used in FRP ProductsDocumento9 pagineCuring Studies of Unsaturated Polyester Resin Used in FRP ProductsSaba GheniNessuna valutazione finora
- Metals: Hybrid Structures Made of Polyurethane Nanocomposite Foams Embedded Within Aluminum Open-Cell FoamDocumento15 pagineMetals: Hybrid Structures Made of Polyurethane Nanocomposite Foams Embedded Within Aluminum Open-Cell FoamFelix LeeNessuna valutazione finora
- Preparation and Assistant-film-Forming Performance of Aqueous PolyurethaneDocumento9 paginePreparation and Assistant-film-Forming Performance of Aqueous PolyurethaneLong HoangNessuna valutazione finora
- Halogen-Free Flame Retardants For Thermoplastics 2019Documento19 pagineHalogen-Free Flame Retardants For Thermoplastics 2019omlNessuna valutazione finora
- Accepted Manuscript: Journal of Hazardous MaterialsDocumento34 pagineAccepted Manuscript: Journal of Hazardous MaterialsEkansh ChoudharyNessuna valutazione finora
- J Mat Sci 2011, 46, 6508 Efecto de La Organoarcilla Con Diferentes Modificadores Organicos en Las Propiedades TermoplasticasDocumento10 pagineJ Mat Sci 2011, 46, 6508 Efecto de La Organoarcilla Con Diferentes Modificadores Organicos en Las Propiedades TermoplasticasDavid ContrerasNessuna valutazione finora
- 1 s2.0 S1359835X22002147 MainDocumento10 pagine1 s2.0 S1359835X22002147 MainJasna San MartínNessuna valutazione finora
- Chinese Papers. MainDocumento10 pagineChinese Papers. Mainx_mentunhienNessuna valutazione finora
- Vervoort Et Al-2017-Polymer Engineering ScienceDocumento7 pagineVervoort Et Al-2017-Polymer Engineering ScienceDemir YurdakulNessuna valutazione finora
- Maqsood Et Al-2019-Journal of Thermal Analysis and CalorimetryDocumento14 pagineMaqsood Et Al-2019-Journal of Thermal Analysis and CalorimetryZaheer AhmadNessuna valutazione finora
- Effect of Lithium Salt On The Structural and Thermal Behavior of PMMAPEOPVAc Blended CompositesDocumento5 pagineEffect of Lithium Salt On The Structural and Thermal Behavior of PMMAPEOPVAc Blended CompositesGul FamNessuna valutazione finora
- Flame Retardancy of Polyisocyanurate-Polyurethane Foams: Use of Different Charring AgentsDocumento7 pagineFlame Retardancy of Polyisocyanurate-Polyurethane Foams: Use of Different Charring AgentsSeamus_rulezNessuna valutazione finora
- Characteristics of Polymorphic Foam For Inhibiting Spontaneous Coal CombustionDocumento8 pagineCharacteristics of Polymorphic Foam For Inhibiting Spontaneous Coal CombustionMatheus AugustoNessuna valutazione finora
- Propylene DistillationDocumento10 paginePropylene DistillationPriyam NayakNessuna valutazione finora
- Tuneable Thermal Properties of PTHF-based Copolymers by Incorporation ofDocumento12 pagineTuneable Thermal Properties of PTHF-based Copolymers by Incorporation ofSimon LeluyerNessuna valutazione finora
- Thermal Stabilization of Recycled PET Through Chain Extension and Blending With PBTDocumento9 pagineThermal Stabilization of Recycled PET Through Chain Extension and Blending With PBTMerve GüçlüNessuna valutazione finora
- The Effect of Graphene Dispersion On The Mechanical Properties of Graphene/epoxy CompositesDocumento12 pagineThe Effect of Graphene Dispersion On The Mechanical Properties of Graphene/epoxy CompositesVansala GanesanNessuna valutazione finora
- OSP-PP Polymer - Composites PDFDocumento8 pagineOSP-PP Polymer - Composites PDFAtta Ur Rehman Shah MENessuna valutazione finora
- Fiber CompositeDocumento14 pagineFiber CompositeParul SinghNessuna valutazione finora
- Evaluation of Durability and Functional Performance of Porous Polyurethane Mixture in Porous PavementDocumento8 pagineEvaluation of Durability and Functional Performance of Porous Polyurethane Mixture in Porous Pavementfuyu980204Nessuna valutazione finora
- Interaçoes Entre Kaolin R PPDocumento13 pagineInteraçoes Entre Kaolin R PPMarcos BatistellaNessuna valutazione finora
- Novel Anticorrosion Coatings Prepared From Polyaniline/ Graphene CompositesDocumento8 pagineNovel Anticorrosion Coatings Prepared From Polyaniline/ Graphene CompositesJohndannNessuna valutazione finora
- Construction and Building Materials: L. Bergamonti, R. Taurino, L. Cattani, D. Ferretti, F. BondioliDocumento8 pagineConstruction and Building Materials: L. Bergamonti, R. Taurino, L. Cattani, D. Ferretti, F. BondioliJhon PiguabeNessuna valutazione finora
- New Fire Protective Intumescent CoatingsDocumento8 pagineNew Fire Protective Intumescent CoatingsBernathTurnipNessuna valutazione finora
- Polymers 15 01074Documento18 paginePolymers 15 01074Jasna San MartínNessuna valutazione finora
- Supervision of Ethylene Propylene Diene M-Class (EPDM) Rubber Vulcanization and Recovery Processes Using Attenuated Total Reflection Fourier Transform Infrared (ATR FT-IR) Spectroscopy and Multivariate AnalysisDocumento12 pagineSupervision of Ethylene Propylene Diene M-Class (EPDM) Rubber Vulcanization and Recovery Processes Using Attenuated Total Reflection Fourier Transform Infrared (ATR FT-IR) Spectroscopy and Multivariate AnalysisFairmont Ind Quality DivisionNessuna valutazione finora
- Transparent Thermoplastic Polyurethanes Based On Aliphatic Diisocyanates and Polycarbonate DiolDocumento19 pagineTransparent Thermoplastic Polyurethanes Based On Aliphatic Diisocyanates and Polycarbonate Diolsajad amiriNessuna valutazione finora
- Tpu PC PDFDocumento15 pagineTpu PC PDFmohammad norooziNessuna valutazione finora
- Polymers For Advanced Techs - 2012 - Hapuarachchi - Thermal Degradation and Flammability Behavior of Polypropylene ClayDocumento8 paginePolymers For Advanced Techs - 2012 - Hapuarachchi - Thermal Degradation and Flammability Behavior of Polypropylene ClayJOSENessuna valutazione finora
- Synthesis and Characterization of Copolymers of Poly (Ethylene Terephthalate) and Cyclohexane Dimethanol in A Semibatch Reactor (Including The Process Model)Documento13 pagineSynthesis and Characterization of Copolymers of Poly (Ethylene Terephthalate) and Cyclohexane Dimethanol in A Semibatch Reactor (Including The Process Model)sepehrisNessuna valutazione finora
- 10 1016@j Polymertesting 2015 11 004 PDFDocumento7 pagine10 1016@j Polymertesting 2015 11 004 PDFmaryeonee12Nessuna valutazione finora
- Jurnal Slag WasteDocumento11 pagineJurnal Slag Wastedikomahendra07Nessuna valutazione finora
- Carfagna 2004Documento14 pagineCarfagna 2004Yor X1053Nessuna valutazione finora
- Pyrolysis and Combustion Study of Flexibl 2015 Journal of Analytical and AppDocumento14 paginePyrolysis and Combustion Study of Flexibl 2015 Journal of Analytical and AppROBERTO RAFAEL IRRAZABAL LAOSNessuna valutazione finora
- Accepted Manuscript: European Polymer JournalDocumento28 pagineAccepted Manuscript: European Polymer JournalRitaSantosNessuna valutazione finora
- Leroy 2006, Polyethyleneground Tyre Rubber Blends Influence of Particle Morphology and Oxidation On Mechanical PropertiesDocumento8 pagineLeroy 2006, Polyethyleneground Tyre Rubber Blends Influence of Particle Morphology and Oxidation On Mechanical Propertiesjaykumar patelNessuna valutazione finora
- Pyrolysis Kinetics of Lignin-Based Flame RetardantDocumento16 paginePyrolysis Kinetics of Lignin-Based Flame RetardantJasna San MartínNessuna valutazione finora
- App 38945Documento11 pagineApp 38945Annisya ZahraNessuna valutazione finora
- 1 s2.0 S0950061821029020 MainDocumento13 pagine1 s2.0 S0950061821029020 Mainthillai malarNessuna valutazione finora
- Polymers 13 01645Documento16 paginePolymers 13 01645PIERO YEFER CONDOR RIVERANessuna valutazione finora
- Properties of Polymer M - 2018Documento8 pagineProperties of Polymer M - 2018Murillo PolettoNessuna valutazione finora
- Wu 2019Documento11 pagineWu 2019thủy caoNessuna valutazione finora
- Indones. J. Chem., 2019, 19 (3), 545 - 555: AbstractDocumento11 pagineIndones. J. Chem., 2019, 19 (3), 545 - 555: Abstractt3guhku2hNessuna valutazione finora
- Efficacy of Ultra-Low Loading of Amine Functionalized Graphene Oxide Into Glycidol-Terminated Polyurethane For High-Performance Composite MaterialDocumento16 pagineEfficacy of Ultra-Low Loading of Amine Functionalized Graphene Oxide Into Glycidol-Terminated Polyurethane For High-Performance Composite Materiallangly_rjNessuna valutazione finora
- Ma Et Al.Documento12 pagineMa Et Al.lnhipulanNessuna valutazione finora
- Inspired by Placoid Scale To Fabricate MXene Derivative BiomimeticDocumento13 pagineInspired by Placoid Scale To Fabricate MXene Derivative BiomimeticHiran ChathurangaNessuna valutazione finora
- Ket Hop NhomDocumento9 pagineKet Hop Nhománh nguyễnNessuna valutazione finora
- Flame Retardancy of Polyisocyanurate-Polyurethane Foams: Use of Different Charring AgentsDocumento7 pagineFlame Retardancy of Polyisocyanurate-Polyurethane Foams: Use of Different Charring AgentsSeamus_rulezNessuna valutazione finora
- LCA LCC PU EuropeDocumento121 pagineLCA LCC PU EuropeSeamus_rulezNessuna valutazione finora
- Ethanol 50%, MSDSDocumento6 pagineEthanol 50%, MSDSSeamus_rulezNessuna valutazione finora
- Michael Porter Asks, and Answers: Why Do Good Managers Set Bad Strategies?Documento7 pagineMichael Porter Asks, and Answers: Why Do Good Managers Set Bad Strategies?Seamus_rulezNessuna valutazione finora
- Michael Porter Asks, and Answers: Why Do Good Managers Set Bad Strategies?Documento7 pagineMichael Porter Asks, and Answers: Why Do Good Managers Set Bad Strategies?Seamus_rulezNessuna valutazione finora
- Review Flame Retardancy 2009Documento29 pagineReview Flame Retardancy 2009Seamus_rulezNessuna valutazione finora
- PU Fire Safety GuidelinesDocumento6 paginePU Fire Safety GuidelinesSeamus_rulezNessuna valutazione finora
- TP TM 006C Saponification ValueDocumento2 pagineTP TM 006C Saponification ValueSeamus_rulezNessuna valutazione finora
- Composite Tooling Case Study PatternsDocumento2 pagineComposite Tooling Case Study PatternsSeamus_rulezNessuna valutazione finora
- Epoxy Curing AgentDocumento9 pagineEpoxy Curing AgentSeamus_rulez100% (1)
- UL 94 - Useful InformationDocumento9 pagineUL 94 - Useful InformationSeamus_rulezNessuna valutazione finora
- Acoustic Absorption Coefficient For Different Construction Materials at Different FrequieciesDocumento1 paginaAcoustic Absorption Coefficient For Different Construction Materials at Different FrequieciesSeamus_rulezNessuna valutazione finora
- Carbodiimide Foams and Improved Process For Preparing The Same (1971)Documento5 pagineCarbodiimide Foams and Improved Process For Preparing The Same (1971)Seamus_rulezNessuna valutazione finora
- PU From Rapeseed PolyolsDocumento10 paginePU From Rapeseed PolyolsSeamus_rulezNessuna valutazione finora
- UL 94 - Useful InformationDocumento9 pagineUL 94 - Useful InformationSeamus_rulezNessuna valutazione finora
- Discussion Paper Synthetic Gases Oct04Documento29 pagineDiscussion Paper Synthetic Gases Oct04Seamus_rulezNessuna valutazione finora
- OOPS Notes For 3rd Sem ALL ChaptersDocumento62 pagineOOPS Notes For 3rd Sem ALL Chaptersabhishek singh83% (6)
- Tank Emission Calculation FormDocumento12 pagineTank Emission Calculation FormOmarTraficanteDelacasitosNessuna valutazione finora
- Oops in PythonDocumento64 pagineOops in PythonSyed SalmanNessuna valutazione finora
- Certification DSWD Educational AssistanceDocumento3 pagineCertification DSWD Educational AssistancePatoc Stand Alone Senior High School (Region VIII - Leyte)Nessuna valutazione finora
- Deshidratador Serie MDQDocumento4 pagineDeshidratador Serie MDQDAIRONessuna valutazione finora
- For Email Daily Thermetrics TSTC Product BrochureDocumento5 pagineFor Email Daily Thermetrics TSTC Product BrochureIlkuNessuna valutazione finora
- Annisha Jain (Reporting Manager - Rudrakshi Kumar)Documento1 paginaAnnisha Jain (Reporting Manager - Rudrakshi Kumar)Ruchi AgarwallNessuna valutazione finora
- Spine Beam - SCHEME 4Documento28 pagineSpine Beam - SCHEME 4Edi ObrayanNessuna valutazione finora
- Analysis of Brand Activation and Digital Media On The Existence of Local Product Based On Korean Fashion (Case Study On Online Clothing Byeol - Thebrand)Documento11 pagineAnalysis of Brand Activation and Digital Media On The Existence of Local Product Based On Korean Fashion (Case Study On Online Clothing Byeol - Thebrand)AJHSSR JournalNessuna valutazione finora
- SKF LGMT-2 Data SheetDocumento2 pagineSKF LGMT-2 Data SheetRahul SharmaNessuna valutazione finora
- BSL-3 Training-1Documento22 pagineBSL-3 Training-1Dayanandhi ElangovanNessuna valutazione finora
- VRIODocumento3 pagineVRIOJane Apple BulanadiNessuna valutazione finora
- Divider Block Accessory LTR HowdenDocumento4 pagineDivider Block Accessory LTR HowdenjasonNessuna valutazione finora
- Actus Reus and Mens Rea New MergedDocumento4 pagineActus Reus and Mens Rea New MergedHoorNessuna valutazione finora
- Spare Parts ManagementDocumento21 pagineSpare Parts Managementdajit1100% (1)
- Press Release - INTRODUCING THE NEW LAND ROVER DEFENDER PDFDocumento6 paginePress Release - INTRODUCING THE NEW LAND ROVER DEFENDER PDFJay ShahNessuna valutazione finora
- Review Questions Financial Accounting and Reporting PART 1Documento3 pagineReview Questions Financial Accounting and Reporting PART 1Claire BarbaNessuna valutazione finora
- Marketing Management - Pgpmi - Class 12Documento44 pagineMarketing Management - Pgpmi - Class 12Sivapriya KrishnanNessuna valutazione finora
- Financial StatementDocumento8 pagineFinancial StatementDarwin Dionisio ClementeNessuna valutazione finora
- Relationship Between Principal Leadership Skills and Teachers' Organizational Citizenship BehaviourDocumento16 pagineRelationship Between Principal Leadership Skills and Teachers' Organizational Citizenship BehaviourToe ToeNessuna valutazione finora
- Oddball NichesDocumento43 pagineOddball NichesRey Fuego100% (1)
- Sikkim Manipal MBA 1 SEM MB0038-Management Process and Organization Behavior-MQPDocumento15 pagineSikkim Manipal MBA 1 SEM MB0038-Management Process and Organization Behavior-MQPHemant MeenaNessuna valutazione finora
- 19-2 Clericis LaicosDocumento3 pagine19-2 Clericis LaicosC C Bờm BờmNessuna valutazione finora
- Comparative Analysis of Mutual Fund SchemesDocumento29 pagineComparative Analysis of Mutual Fund SchemesAvinash JamiNessuna valutazione finora
- Pie in The Sky 3Documento5 paginePie in The Sky 3arsi_yaarNessuna valutazione finora
- จัดตารางสอบกลางภาคภาคต้น53Documento332 pagineจัดตารางสอบกลางภาคภาคต้น53Yuwarath SuktrakoonNessuna valutazione finora
- Unit List MUZAFFARPUR - Feb 18 PDFDocumento28 pagineUnit List MUZAFFARPUR - Feb 18 PDFPawan Kumar100% (1)
- SVPWM PDFDocumento5 pagineSVPWM PDFmauricetappaNessuna valutazione finora
- Chapter 1 Hospital and Clinical Pharmacy Choplete PDF Notes D.Pharma 2nd Notes PDF NoteskartsDocumento7 pagineChapter 1 Hospital and Clinical Pharmacy Choplete PDF Notes D.Pharma 2nd Notes PDF NoteskartsDrx Brajendra LodhiNessuna valutazione finora
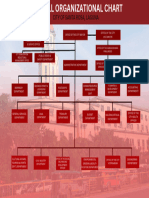
- Org ChartDocumento1 paginaOrg Chart2021-101781Nessuna valutazione finora