Documenti di Didattica
Documenti di Professioni
Documenti di Cultura
Power Plant
Caricato da
Vasu RajaCopyright
Formati disponibili
Condividi questo documento
Condividi o incorpora il documento
Hai trovato utile questo documento?
Questo contenuto è inappropriato?
Segnala questo documentoCopyright:
Formati disponibili
Power Plant
Caricato da
Vasu RajaCopyright:
Formati disponibili
See discussions, stats, and author profiles for this publication at: https://www.researchgate.
net/publication/233551448
Super duplex stainless steels
Article in Materials Science and Technology · August 1992
DOI: 10.1179/mst.1992.8.8.685
CITATIONS READS
412 3,277
1 author:
J.-O. Nilsson
51 PUBLICATIONS 1,582 CITATIONS
SEE PROFILE
All content following this page was uploaded by J.-O. Nilsson on 03 June 2014.
The user has requested enhancement of the downloaded file.
Overview
Super duplex stainless steels
J.-O. Nilsson
This paper presents an overview of duplex stainless steels (DSS) with particular emphasis on super DSS, i.e. steels containing
sufficient amounts of chromium, molybdenum, and nitrogen to produce a pitting resistance equivalent greater than 40. Duplex
stainless steels have an attractive combination of mechanical and corrosion properlies and are thus suitable for many marine and
petrochemical applications, particularly where chlorides are present. The paper covers the following aspects of DSS: physical
metallurgy, mechanical properties, corrosion properties, metallurgy of welding. machinability. and applications. A large number
of references to the literature are given to aid the reader who is interested in acquiring a deeper understanding of the behaviour
of this family of steels. MST 1685
c 1992 The Institute of Materials. Manuscript received II May 1992. The author is in the Research and Development Centre.
AB Sandvik Steel, Sandviken, Sweden.
in addition improved corrosion properties, in particular
1 ntroduction resistance to pitting corrosion, have been obtained.
Major review articles on OSS have been published by
Duplex stainless steels (DSS) may be defined as a family Solomon and Devine7 in 1984 and more recently by
of steels having a two phase ferritic austenitic micro Charles.8 Although the present paper will be concerned
structure, the components of which are both stainless, i.e. with OSS in general, the emphasis will be placed on the
contain more than 13%Cr*. In practice, the term DSS is super OSS, which have been developed to meet current
reserved for alloys in which ferrite and austenite are present requirements for pitting and stress corrosion resistance in
in relatively large separate volumes and in approximately chloride environments. These steels are defined as OSS
equal volume fractions, as opposed to alloys in which one having a pitting resistance equivalent (PRE) greater than
constituent appears in the form of small precipitates. 40, where9”°
The discovery of a duplex microstructure was first PRE = wt-%Cr + 33(wt-%Mo) + 16(wt.°oN)
described by Bain and Griffiths’ in 1927 but it was not
until the l930s that DSS became commercially available. The present paper will be confined to wrought DSS, among
When the OSS were compared with austenitic steels several which at least four dilferent types can be identified:8
advantages became apparent, namely, higher mechanical (i) low cost molybdenum free OSS of the type
strength, superior resistance to corrosion, and a lower price 23Cr 4Ni—0IN: these steels provide alternatives to
because of the low nickel content. It was later realised that AISI 304 and 316
advantages could be obtained from the use of OSS in (ii) OSS of the type 22Cr 5Ni 3Mo 017N, the
environments where, owing to stress corrosion eracking, corrosion resistance of which lies between ATSI 316
standard austenitic steels were inappropriate.23 The interest and 6°oMo + N superaustenitic grades
in OSS in recent years derives from the high resistance of (iii) 25%Cr DSS with varying contents of molybdenum
newly developed high alloy OSS to chloride induced and nitrogen, sometimes with added copper and
corrosion, which is a problem of major concern in many tungsten: the PRE values lie in the range 30 39
marine and petrochemical applications. Perhaps even more (iv) super OSS of the type 25Cr 7Ni 37Mo 027N
important are the great improvements in weldability having PRE values greater than 40.
achieved by reducing the carbon content and increasing A list of the most common wrought OSS that are
the nitrogen content. commercially available is given in Table 1 together with
An attractive combination of corrosion resistance and tradename, producer, standard designation, and PRE
mechanical properties in the temperature range —50 to value as defined according to the formula given above.
250 C is offered by DSS. For example, the resistance to
stress corrosion cracking and pitting corrosion is excellent
and in many cases superior to that of standard austenitic Structure of duplex stainless steels
steels of comparable cost.’ Owing to the fine grained
structure yield strength values typically twice those of
austenitic grades are obtained in the annealed material PHASE EQUILIBRIA AT HIGH TEMPERATURES
state without any substantial loss in toughness. It is There are many different ways of considering the Fe Cr
important to stress, however, that OSS are less suitable Ni system. Pugh and Nisbet’’ used pseudobinary diagrams
than austenitic steels above 250°C and below —50 C to describe the phase equilibria of OSS at elevated
because of the brittle behaviour of ferrite at these temper temperature whereas Colombier and Hochmann’2 used
atures. A factor of economic importance is the low content ternary sections. In the present study, a series of ternary
of expensive nickel, usually 4—7% compared with 10% or sections for different temperatures was produced using the
more in austenitic grades, as a result of which the life cycle computer program Thermocalc developed by Sundman
cost of the OSS is the lowest in many applications.5’6 Over et aL’3 to calculate phase equilibria.
the past decade there has been an increased use of nitrogen Figure 1 shows a sequence of isothermal ternary sections
as an alloying element, stabilising austenite and therefore of the Fe Cr Ni Mo N system in the temperature range
replacing nickel in this respect. As a result of this, austenite 1200 800 C. Whereas iron, chromium, and nickel were
reformation during welding has become more rapid and allowed to vary, a fixed content of 4%Mo and 03%N
(typical of a super DSS) was assumed in these caiculations.
*All compositions are in wt-%. The compositions of the super OSS SAF 2507, UR 52N+,
Materials Science and Technology August 1992 Vol. 8 685
686 Nilsson Super duplex stainless steels
and Zeron 100 are represented roughly in these diagrams texture, which often leads to rather strong anisotropy of
by the fihled square. It should be pointed out that such the mechanical properties)5 A typical microstructure of
diagrams can only be used qualitatively and can therefore an extruded and cold pilgered tube of SAF 2507 is shown
only be used to show general behaviour. It is also worth in Fig. 3, in which austenite appears in bright and ferrite
commenting that these diagrams describe equiiibrium in dark contrast. This structure, which is typical of a OSS
conditions, which are rarely attained in practice. For in its as delivered condition, is entirely duplex and no
example, whereas interstitial elements diffuse rather rapidly, precipitated secondary phases are present.
the distribution of substitutional elements such as chro
mium, iron, nickel, and moiybdenum remains virtually
unchanged in practice during an annealing treatment in PRECIPITATION OF SECONDARY PHASES
the range 1000 1100 C. This is particularly the case in ln addition to ferrite (å) and austenite (y) a large variety
austenite, in which diftusion rates are significantly lower of undesirable secondary phases may form in the temper
than in ferrite. ature range 300 1000 C in OSS during isothermal aging
All OSS solidify ferritically. The only phases that are or incorrect heat treatment. This is essentially a consequence
thermodynamically stable for a 25Cr 7Ni super OSS in of the instability of ferrite. The following phases have been
the range 1200 1000 C (Figs. la Ic) are ferrite (å) and observed: c phase, Cr2N, CrN, secondary austenite, x phase,
austenite (y). These temperatures are representative of hot R phase, it phase, M7C3, M23C6, Cu, and r phase.
working, i.e. conditions under which the duplex structure Moreover, in the range 300 500 C, spinodal decomposition
is first established. At 900 C (Fig. Id) Thermocalc predicts of ferrite can occur. Of the phases listed above, c phase is
a phase to be stable, whereas chromium nitrides of the by far the most important because of its influence on
type Cr2N (e) first become stable at somewhat lower toughness and corrosion behaviour. A summary of these
temperatures as shown in Fig. le, calculated for 800 C. It phases is given in Table 2, together with information on
is of interest to note that the intermetallic x phase appears corresponding temperature range of precipitation, lattice
in the phase diagram at 800 C, thus confirming the parameter, crystal structure, and original reference.
experimental observation that the stability range of x phase
is significantly below that of c phase. This will be discussed
ci PHASE
in more detail in the ‘Precipitation of secondary phases’
section below. Intermetallic R phase was also considered It is weil known that ci phase is formed in a large number
as a possible phase in the equilibrium calculations but of 055.24 27 This situation is accentuated in all super OSS
did not appear as a stable phase at temperatures above by the increased amount of chromium and molybdenum
800 C. relative to conventional OSS, as a result of which the ‘C’
curves of a phase (as weil as other intermetallic phases)
are displaced towards shorter times.8 Molybdenum is also
STRUCTURE OF WROUGHT MATERIAL known to increase the range of stability of ci phase towards
The chemical composition and thermomechanical treatment high temperatures. In addition to the effects of chromium
of modern OSS are usually adjusted to give a volume and molybdenum it is of interest to investigate to what
fraction of ferrite of typically 40 45%. It is usual for OSS extent tungsten and copper, which are sometimes used as
to be delivered in the annealed two phase condition, alloying elements in OSS, influence the precipitation
solution treatment usually being performed in the range behaviour. Careful experiments on the precipitation kinetics
1050 1100 C. Hot working is performed typically in the in super OSS of various compositions performed by
temperature range 1000 1200 C, i.e. in the two phase Charles8 show that tungsten, like molybdenum, increases
regime of the isopleth diagram shown in Fig. 2. For super the precipitation rate of ci phase and expands the corres
OSS hot working temperatures may be as high as ponding C curve towards higher temperatures. In contrast,
1300 C, at which temperature the structure is still duplex. no etfect of copper was observed in this respect.8 All the
Temperatures above this range may cause oxidation above effects must be taken into consideration during
problems, whereas temperatures below 1000 C may result production since ci phase adversely affects both hot
in precipitation and associated brittleness. Because of the ductility28 and room temperature ductility.24 Precipitation
small gram size, the OSS may become superplastic; of ci phase often occurs at triple junctions or at ferrite
advantage is sometimes taken of this effect during hot austenite phase boundaries; an example is presented in
working.’4 The plastic deformation results in an elongation Fig. 4, which shows the microstructure of SAF 2507 after
of the grains in the rolling direction and a development of isothermal aging at 850°C.
Table 1 Chemical composition (wt-%) of most common wrought duplex stainless steels
Tradename Producer Standard Cr Mo Ni N Other elements PRE
SAF 2304 Sandvik, Avestr UNS 5 32304 23 02 4 0-1 ... 25
UR 35N creusot-Loire UNS 5 32304 23 02 4 0-1 ... 25
3RE60 Sandvik, Avesta UNS S31 500 1 85 2-7 5 0-07 1 -5Si 29
UR 45N Creusot-Loire UNS S31803 22 3 5-3 0-17 .,. 35
SAF 2205 Sandvik UNS 5 31803 22 3 5-3 017 ,,. 35
2205 Avesta UNS 5 31803 22 3 5-3 0-17 ... 35
FALC 223 Krupp Stahi UNS 5 31803 22 3 53 0-Il •.. 35
AF 22 Mannesmann UNS 5 31803 22 3 5-3 0-17 - - 35
VS 22 Valinox UNS 5 31803 22 3 5-3 0-17 ... 35
1 ORE51 Sandvik UNS 5 32900 25 1-5 4-5 - ... 30
DP 3 Sumitomo UNS 5 31260 25 3 6-5 0-16 o-Scu, O-3W 37
UR 52N Creusot-Loire UNS 5 32550 25 3 6-5 0-18 l’6cu 38
Ferralium 255 Langley AIIoys UNS 5 32550 25 3 6-5 0-18 1 -6cu 38
UR 47N Creusot-Loire UNS 5 32200 25 3 6-5 0-18 ... 38
Zeron 100 Weir UNS 5 32760 25 3-6 7 0-25 0-lcu, 0-7W 41
UR 52N + creusot-Loire UNS 5 32550 25 3-8 6 0-26 1 -Scu 42
SAF 2507 Sandvik, Avesta UNS 5 32750 25 3-8 7 0-27 ... 42
PRE pitting resistance equivalent.
•Under licence from AB Sandvik Steel.
Materials Science and Technohogy August 1992 Vol. 8
Nilsson Super duplex stainless steels 687
z z
1- 1-
z z
ui w
0 0
w w
0~ 0~
1— 1-
x x
(9 (9
uj w
A 0 5 10 15 20 25
WEIGHT PERCENT GR
30 35 40
A
20
18
16
z z
1- 1- 14
z z
LU w
0 0 12
w Lii
fl 0~ 10
1-
1
(9 (9
w w
A WEIGHT PERCENTCR A 10 15 20 25 30
WEIGHT PERCENT GR
z
1-
z
w
0
Lii
0~
1-
r
(3
w
64€
-~
05 10 15 20 25 30 35 40
WEIGHT PERGENT GR
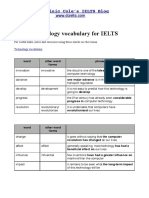
Isothermal sections of Fe—Cr—Ni—Mo—N system at 1200, b 1100, c 1000, d 900, and e 800’C calculated using
Thermocalc computer program for fixed fractions of 4%Mo and 03%N: composition of super duplex stainless
steel (DSS) is indicated by filled square
Materials Science and Technology August 1992 Vol. 8
688 Nilsson Super duplex stainless steels
1600
1500
1400
sj
Lii
1300
D 1200
Lii 1100
0~
w 1000
1-
,t4e
900
1+c+o
800 t T
0 5 10 15 20 25 30 35 40
A WEIGHT PERCENTCR
2 Computer caiculated isopleth diagram above 800 C:
dotted line corresponds to composition of super 3 Typical microstructure of searnless tube of SAF 2507
DSS in annealed condition. showing elongation of grains
in rolling direction (optical)
Quantitative chemical analysis shows that chromium,
molybdenum, and silicon are enriched in c phase.2’ It is SAF 2507 have shown that the critical cooling rate to form
also of interest to note that chromium and molybdenum 1°, c phase is 04 K s when a solution temperature of
increase both the precipitation rate and the volume fraction 1060 C is used. The computer program developed by
of c phase in a large number of duplex steels. Since super Josefsson et al.3° allows such estimations to be made in
DSS are rich in these elements, they are inherently more any DSS provided the time temperature transformation
sensitive than conventional DSS and therefore require (TTT) diagram has been established.
faster cooling.3° Maehara et al.2 also found that nickel Whereas u phase is avoided by cooling from a high
accelerated the precipitation kinetics of u phase, although solution temperature, the conditions for Cr2N precipitation
the equilibrium volume fraction was reduced. will become more favourable, a factor that complicates
This paradox can be understood in terms of the heat treatment for nitrogen alloyed DSS. This will be
associated reduced ferrite fraction, which leads to a discussed in the following subsection.
partitioning of c promoting elements, such as chromium
and molybdenum, to the ferrite. A factor which must be
considered in hot working is that deformation enhances CHROMIUM NITRIDES
a phase formation. Laboratory experiments have shown With the increased use of nitrogen as an alloying element
that plastic deformation in the range 800 900 C can reduce in DSS, and in super OSS in particular, the precipitation
the time required to form u phase by one order of of Cr2N in the temperature range 700 900 C has become
magnitude.3’ more important.32 The formation of Cr2N is likely to
An important observation is that the precipitation occur when rapid cooling takes place from a high solution
behaviour of u can be influenced to a large extent by temperature because supersaturation of nitrogen in ferrite
altering the heat treatment. A high solution treatment will occur as a conseguence. In such cases elongated
temperature tends to increase the volume fraction of ferrite Cr2N particles often precipitate intragranularly with the
which will consequently be diluted with respect to ferrite crystallographic relation <0001 >Cr2N 011 >~, an example
forming elements. This will of course also suppress the of which is shown in Fig. 5. Isothermal heat treatment in
c phase formation as has been verified experimentally in a the range 700 900 C usually results in the precipitation
super DSS.3° The time delay can in extreme cases be as of intergranular Cr2N, which decorates either & å gram
large as a factor of flve.3’ The cooling rate is also a vital boundaries or y 6 phase boundaries. An example of Cr2N
factor. Theoretical and experimental investigations of precipitating at y 6 phase boundaries on aging at 850 C
Table 2 Phases observed in duplex stainless steels
Nominal Temperature
Type of chemical range in Space
precip tate formula DSS, C group Lattice parameter nm Ref
Ferrite (å -. lmSm 8 0 286—0-288
Austenite ( - Fm3m a 0 358—0-362
5 Fe Cr Mo 600 1000 P4, mnm a 0-879, c 0454 16
Chromium nitride Cr,N 700 900 P3Im 8 0-480, c 0-447 17
Chromium nitride CrN Fm3m a 0-413 0-447
x Fe,5Cr,,Mo1 700 900 l43m a 0-892 18
R Fe—Cr Mo 550 650 R3 8 1090, c 1934 19
,t Fe,Mo,,N4 550 600 P4,32 8 0-647 20
t NO 550 650 Fmn,m a 0405, b 0-484 c 0286 21
M,C, 950 1050 Pnma a 0452, b 0-699 c 1-211 22
M,,C5 600 950 F,n3m a 1 056 1-065 23
ND not determined.
Materials Science and Technology August 1992 Vol. 8
Nilsson Super duplex stainless steels 689
12
Cf~N
Cr2N
1
400nm
4 Microstructure of SAF 2507 aged for 10 min at 850’C, 6 lntergranular 0r211 and secondary austenite formed
showing e phase at ferrite/ferrite phase boundaries in SAF 2507 after aging for 10 min at 850’C (TEM):
and austenite/ferrite boundaries: secondary Cr2N particles can be observed to exert pinning
austenite is visible in bright contrast between force on migrating austenite/ferrite boundary’~
primary austenite and ferrite2° (SEM)
structure of c phase and austenite in prior ferrite grains
for 10 min is shown in Fig. 6, in which simultaneous (see Fig. 7). This typically occurs in the temperature range
precipitation of secondary austenite is also demonstrated. 700 900 C, in which å is destabilised by the precipitation
The Cr2N formed under these conditions has an influence of c phase, reducing the chromium and molybdenum
on pitting corrosion, which will be discussed further in the content in the ferrite.
‘Corrosion’ section below. Southwick and Honeycombe3 found that below about
Whereas hexagonal Cr2N appears to be the predominat 650 C, ferrite in an experimental DSS transformed to
ing type of nitride, cubic CrN has been observed by austenite via a mechanism that showed great similarities
Hertzman et al.33 in the heat affected zone of weids of with martensite formation. This austenite precipitated
SAF 2205. However, they observed little or no adverse isothermally and showed no dilference in composition
effect on Éoughness and corrosion properties. This seems compared with the ferritic host lattice, thus indicating
to be the only reported observation of CrN in DSS. that the transformation was diffusionless with respect
to substitutional elements. The orientation relationship
was found to obey the Nishiyama—Wasserman
SECONDARY AUSTENITE relation.
Decomposition of ferrite to austenite can occur over a At temperatures above 650 C, at which diftusion is niore
wide temperature range.243’ This can be understood on rapid, austenite formed as Widmannstätten precipitates
the basis that the duplex structure is quenched from a having various morphologies.3’ This austenite obeyed the
higher temperature, at which the equilibrium fraction of usual Kurdjumov Sachs relationship and also showed a
å is higher. There appear to be three mechanisms (in significantly higher nickel content than the surrounding
addition to the direct transformation of ferrite to austenite ferrite, indicating that the transformation was diffusion
occurring at very high temperatures) by which austenite assisted. This was also indirectly confirmed since C curve
can precipitate in å ferrite: kinetics was observed.
(i) by the eutectoid reaction å —, a + y The secondary austenite formed at å y phase boundaries
(ii) as Widmannstätten precipitates has been found to be poor in chromium, particularly when
(iii) via a martensitic shear process. Cr2N precipitates cooperatively. This explains why pitting
The eutectoid reaction is facilitated by the rapid diffusion attack can occur in these areas and also shows that pitting
along å/y boundaries and often results in a typical eutectoid is sometimes a problem although the amount of a phase
is considered to be negligible.29
3)
Cr2N a
1
ta1?
1’
v a
<01 ‘>a11 <°°°1>Cr2N 400nm 4
3pm
5 Intragranular Cr2N formed in SAF 2507 after aging fl
for 10 min at 850’C (TEM): as shown by inset. 7 SEM of SAF 2507 aged for 72 h at 700’C, showing
orientation relationship with matrix is decomposition of ferrite into eutectoid structure of
<000l>c,2N <O11>~ (From Ref. 29) o phase and secondary austenite29
Materials Science and Technology August 1992 Vol. 8
690 Nilsson Super duplex stainless steels
1 Cr2N
T
U
200nm
U
3
9 TEM of 22Cr—BNi—3Mo weld metal aged for 24h at
600’C. showing R phase precipitates with uneven
8 Backscattered SEM of polished surface of SAF 2501 contrast in ferrite gram: as shown by inset,
aged for 10 min at 850 C, showing atomic number orientation relationship is <OOOl)~ <111>8 (From
contrast: particles in bright contrast are z phase,
anda phase appears in darker contrast Ref. 35)
as they may contain as much as 40%Mo.35 Since R phase
x PHASE is observed in SAF 2507 (Ref. 29) it can also be expected
Although intermetallic z phase is commonly found in DSS to be found in other super DSS.
in the temperature range 700 900 C, it is usually present
in much smaller quantities than a phase. The ‘nose’ of the
C curve usually appears at lower temperatures than for it PHASE
c phase. For instance, in SAF 2507 this temperature was An observation of interest is the recent discovery of the
850 C, which is about 75 C lower than that for u phase in nitride it phase in the duplex weld metal 22Cr 8Ni 3Mo.35
the same alloy.29 The x phase has an adverse eftect on This phase was found within the grains and, like R phase,
toughness and corrosion properties but its effect is often contributed to embrittlement and pitting corrosion in
difficult to separate from that of ~ phase since x phase material aged isothermally at 600 C. The it phase was
and if phase often coexist. Owing to the lower volume found to contain approximately 28°oFe, 35%Cr, 3%Ni,
fraction of x phase it is less important than ~ phase, but and 34%Mo, thus showing that the ideal chemical formula
its effect cannot always be ignored. For example, below proposed (Fe,Mo13N4) is only a rough approximation. In
the C curve of if phase in SAF 2507, pitting temperatures contrast to R phase, it phase has a cubic crystal structure
can be low although there is virtually no if phase. and shows an even contrast in the TEM (see Fig. lO).
Precipitation of x phase is in part responsible for this,
because it consumes chromium and molybdenum and the
simultaneously formed secondary austenite becomes poor CARBIDES
in these elements.29 In relatively carbon rich DSS, carbides of the typc M7C3
The x phase can of course be identified using electron precipitate in the range 950 1050 C, whereas M23C6
diffraction in the analytical transmission electron micro carbides precipitate below 950 C. Both types of carbide
scope (TEM). However, a much more useful survey of the are observed predominantly at å phase boundaries,3’ but
distribution of x phase is obtained when a plane specimen precipitation at å å and y y boundaries has also been
is imaged in the scanning electron microscope (SEM) using observed.38 Carbides play a less important role in super
backscattered electrons. Owing to the higher content of DSS than in traditional DSS because of the low carbon
molybdenum, often about 20% (Ref. 35), in combination content, which is often in the range 0010 &020%. Indeed,
with the large atomic scattering factor of molybdenum,
x phase appears in brighter contrast than ~ phase. This is
distinctly demonstrated in Fig. 8.
R PHASE
Since the observation of R phase was reported by
Hochmann et al.,36 R phase has been found to precipitate
in DSS in the range 550 700 C. The R phase is a
molybdenum rich intermetallic compound having a
trigonal crystal structure. In a recent investigation of <Oi2>~//<OO1>~ R
22Cr 8Ni 3Mo weld metal the R phase was found to
have an approximate composition of 30%Fe, 25%Cr,
6%Ni, 35°oMo, and 4%Si.35 An uneven contrast is often
shown by R phase in the TEM, an example of which is q
shown in Fig. 9, although this criterion alone is not
sufficient for identification but must be complemented with
electron diffraction analysis (see Fig. 9 inset). It was also SQOnm
found in this investigation35 that toughness and critical
10 TEM of 22Cr—8Ni—3Mo weld metal aged for 24h at
pitting temperature were reduced by the formation of 600 C, showing it phase precipitates with even
R phase. Both intergranular and intragranular precipitates contrast in ferrite gram: as shown by inset,
have been observed. The intergranular precipitates are orientation relationship is <001>,. (012>~ (From
perhaps even more deleterious as regards pitting corrosion Ref. 35)
Materials Science and Technology August 1992 Vol. 8
Nilsson Super duplex stainless steels 691
l0oo~
9oo~
0 800
0
4)
b 700
5
e1~
4) 6o0~
E
5o~
400
300
.01 .1 1 l’O
O.1[tm Time (h)
100
12 Temperature—time—precipitation curves for various
11 TEM of 22Cr—BNi-3Mo weld metal aged for 24 h at precipitates observed in SAF 2507
500’C: modulated contrast typical of spinodal
decomposition is visible in ferrite gram to 1eft3
promotes partitioning of chromium and molybdenum to
the ferrite. Spinodal decomposition in ferritic steels is
although thoroughly investigated, SAF 2507 shows no enhanced by the presence of nitrogen.5’ However, the
precipitation of carbides of any type. This implies that situation in OSS is more complex since nitrogen is
classical intergranular corrosion similar to that in austenitic partitioned to austenite and therefore the amount of
steels, caused by carbide precipitation and associated nitrogen dissolved in ferrite is not a simple function of the
chromium depletion at gram boundaries, is unlikely to average nitrogen content.
occur in modern OSS. Although hardness and toughness are the most sensitive
of the parameters that can be used to identify 475 C
PRECIPITATION OF LESS COMMON PHASES embrittlement, it can also be revealed as a modulated
Copper particies have been observed in copper rich OSS. contrast of ferrite. The distinctive contrast becomes visible
However, some of these observations are somewhat ambig in the TEM in the overaged condition when the ferrite
uous since, as was pointed out by Solomon and Devine,’ crystal is perfectly aligned on zone axis <001>; an example
copper and austenite are both fcc and exhibit the is shown in Fig. Il. In this image the absence of gram
Kurdjumov Sachs relationship. Direct observation of cop boundary zones denuded of particles is apparent, an
per particies in a 3°oCu OSS was made by Soylu and observation that is often interpreted as a sign of absence
Honeycombe39 using energy dispersive X-ray analysis of of nucleation, which is characteristic of spinodal
thin foil specimens in an analytical TEM. They found that decomposition.
the copper particies promoted nucleation of austenite, with Enhanced hardening and associated embrittlement owing
a concomitant refinement in microstructure. Copper rich to the presence of copper and tungsten have been observed
precipitates have also been observed in copper bearing recently in OSS below about 500 C (Ref. 8). The mechanism
super DSS.~ seems to be different from the classical 475 C embrittlement
Another unusual phase in OSS is the t phase, which described above since it involves nucleation of copper rich
was recently discovered in an alloy of the type precipitates. However, the phenomenon must be taken into
22Cr 5Ni 3Mo.2’ However, its effect on the materials consideration in copper and tungsten bearing OSS.
properties was not investigated.
1T~ DIAGRAM FOR SUPER DSS
475 C EMBRITTLEMENT The results in this section can be summarised in a TTT
This type of embrittlement has been observed to occur in diagram showing the C curves for the most common
ferritic steels404’ and in DSS4247 at temperatures below precipitates in SAF 2507 solution treated at 1060 C. This
about 500 C. This is a consequence of the miscibility gap diagram, shown in Fig. 12, is a synthesis of recent results
in the Fe Cr system as proposed by Williams.48 The obtained above 700 C by Nilsson et al?9 and below 700 C
embrittling reaction can be of two fundamentally different by Wilson52 from a combined use of hardness measure
types; inside the spinodal in the equilibrium diagram ments, SEM analysis, and X-ray analysis of extracted
spinodal decomposition of ferrite into chromium rich ~‘ residue. A notable feature is the absence of carbides. It is
and iron rich ~ occurs, whereas outside the spinodal but also worth mentioning that x phase is observed at somewhat
still within the miscibility gap classical nucleation and lower temperatures and shorter times than c phase. The
growth of ~‘ occurs.495° Irrespective of the reaction by shape of the C curve for R phase is intended to indicate
which it is formed, ~‘ results in an embrittlement of the that this phase appears to be unstable after long aging times.
ferrite and an associated increase in hardness. Although
the embrittlement rate is faster at higher temperatures the
phenomenon has been observed at temperatures as low as Mechanical properties
280 C in welds of 22Cr 5Ni steel held for times greater
than —l000h (Ref.42).
Chromium, molybdenum,4 and copper8 have been found TENSILE STRENGTH
to promote 475 C embrittlement. This must be taken into The strength in the quench annealed condition of the most
consideration in the use and production of super OSS that common types of OSS is compared with that of fully
are rich in these elements. Nickel also has an effect on austenitic and ferritic alloys in Table 3. It can be seen that
spinodal decomposition but, in contrast to chromium and the yield strength of OSS is between two and three times
molybdenum, the effect is of an indirect nature since nickel that of the austenitic grade AlSI 304.
Materials Science and Technology August 1992 Vol. 8
692 Nilsson Super duplex stainless steels
For the same interstitial content ferrite is usually stronger 1200
than austenite but less ductile. Since the DSS contain both
273
ferrite and austenite they may perhaps be expected to have
1000
properties determined by a linear law of mixtures. This is
approximately correct regarding elongation but the situ 0
0
ation as regards tensile strength is more complex since it 800
w
depends strongly on gram size, which is usually smaller in 5
DSS. Floreen and Hayden53’54 investigated DSS of varying
1-
compositions starting from a nominal composition of 4?
0. 600’
25Cr 6Ni. A series of tieline ailoys ranging from 10000 E1)
ferrite to 100% austenite was produced and investigated
mechanically. When the effect of gram size was compensated 400
for these authors could conciude that the strength of the
basic 6O°o ferrite 400o austenite alloy was controlled
essentially by the stronger ferritic component. However, 200
.01 .1 1 10 100 1000 10000
owing to the smaller grains in the duplex alloy, there was
a considerable gram size contribution to the strength as Aging time (h)
described by the weil known Hall Petch relation.55 This 13 Time—temperature—transformation (TTT) diagram
implied that in practice the duplex alloy achieved a higher tor SAF 2507. with curve corresponding to
strength than its constituents. This phenomenon is also 27J impact toughness indicating rate of
refiected in the present investigation as a yield stress that embrittlement at various temperatures
is significantly higher for all DSS than for the ferritic and
austenitic grades (see Table 3).
In the examples given above austenite is weaker than occurs at 60 C or below,8 which is quite satisfactory for
ferrite but this need not necessarily be the case in a duplex most applicatrons considered.
alloy. For example, in nitrogen alloyed DSS, nitrogen is Because DSS often exhibit texture, particularly in the
partitioned to austenite to such an extent that the austenitic cold rolled condition, a strong anisotropy of mechanical
phase may become stronger than the ferritic phase. properties can be expected. In cold rolled sheet of
Wahlberg43 found a higher microhardness in the austenite 22Cr 5Ni 3Mo steel the texture was found to be (l00)[00 1]
grains in a 0’20%N type 22Cr 5Ni stel for which an in ferrite and 1 l0}<l 12> in austenite)5 This has been
equilibrium concentration of 038% nitrogen in austenite shown to lead to values of impact toughness56 and fracture
is predicted by Thermocalc.’3 ln super DSS additional toughness57 that are higher in the transverse than in the
strengthening is caused by solid solution hardening by the longitudinal direction relative to the banded structure.
substitutional elements chromium and molybdenum, and
by the interstitial element nitrogen. For example, in super Influence of precipitates
DSS containing 0’27%N the amount of dissolved nitrogen The above discussion has been confined to the influence
in the austenite can be as high as 045% (Ref. 8). Since the of ferrite and austenite and the mnfluence of secondary
gram sizes are similar for the DSS in Table 3 it can be particles has not been taken into consideration. As
concluded that the increase in strength with increased discussed in the ‘Precipitation of secondary phases’ section
additions of alloying elements reflects the solid solution above, decomposition of ferrite becomes important at
strengthening etfects of chromium, molybdenum, and temperatures above about 300 C and a large number of
nitrogen. embrittling phase transformations may occur. This was
investigated by Hochmann et aL32 There are two temper
ature ranges in which embrittlement occurs; in the range
TOUGHNESS 600—900 C the impact toughness is reduced essentially by
Annealed condition a phase, whereas 475 C embrittlement may cause brittleness
Whereas the tensile properties of DSS were found to be below about 500 C. Between 500 and 600 C some embrittle
governed essentially by the ferrite phase, Floreen and ment occurs, although in this range the precipitation
Hayden53 concluded that the good toughness could be reactions are significantly slower. This is reflected as a
ascribed to the presence of austenite. They conciuded that ‘bay’ in the isothermal transformation diagram of super
cleavage fracture of ferrite was retarded by the more ductile DSS as shown in Fig. 13, where critical toughness levels
austenite. However, as can be seen in Table 3, the toughness are reached after about lO h of isothermal aging,52’24’35
of quench annealed material decreases somewhat with the exact time being dependent upon chemical composition
increasing alloying additions although the value of 230 J and prior solution heat treatment. Although a phase
for the super DSS may still be regarded as very high. It appears to be the most deleterious phase owing to its
should also be pointed out that the transition from ductile large volume fraction, it should be pointed out that
to brittle fracture for DSS in the annealed material state other phases such as Cr2N, x, R, and it may contribute to
Table 3 Typical values of mechanical properties of austenitic and ferritic stainless steels and solution annealed
DSS: values given should be used for comparison only
Fluctuating
02% Ultimate tension
proof stress tensile Impact fatigue
(min.), strength, Elongation toughness strength,
Alloy Standard MN m 2 MN m2 (min.) A5, % at RT, J MN m 2
AISI 304 UNS 5 30400 210 515—690 45 >300 120±120
A1S1430 UN5543000 205 450 20
23Cr—4Ni (SAF 2304) UNS 5 32304 400 600—820 25 300 245 ± 245
22cr—5Ni—3Mo (SAF 2205) UNS 5 31803 450 680—880 25 250 285 ± 285
2scr—7Ni—4Mo (SAF 2507) UNS 5 32750 550 800 1000 25 230 300 ± 300
nr room temperature.
Materials Science and Technology August 1992 Vol. 8
Nilsson Super duplex stainless steels 693
Fatigue Limit Strength
600 Criterion> 10’ Cycios
— ~. v PS 4UT5
0
0
AFLA = Average Fatigue / p5,$J’2~
UmitinAir /vPlO2.rvP4 •c,6V
1, 500 -. kIgO . V
1.
, ~tv
0 e~J 1 --~‘!g&PNlI .~
1)
Q. E /D4 ~
,MS’_ÄJ M5 . - OSult
E0 ~400
01,13
1
63 300
01,11
2 PI V ~ . Dags
D
0
Cooling time to RI’ (s) —. Q4~
j200
14 Calculated continuous cooling transformation
(CCT) diagram of SAF 2507 based on experimentally
obtained TTT diagram3° 0_II_STS
100 02flhJ
brittle behaviour above 600 C. Since these phases often
coexist it is difficult to separate their relative contributions.
In a recent investigation of a super DSS, however, aging 400 600 800 1000 1200 1400
at 800 C for lO min, causing precipitation of x phase and Tensde Strength, t’IN m2
Cr2N at gram boundaries but virtually no c phase, resulted
in an impact value of about 80 J (Ref. 29). This shows that 15 Unnotched rotating bending fatigue limits versus
in the absence of a phase, Cr2N and x phase may be as tensile strength for various types of stainless steel
(From Ref. 66)
detrimental to toughness. Typically, R phase and it phase
precipitate at about 600 C, and have been shown to reduce
toughness in 22Cr 8Ni 3Mo welds.35 An important impli
tested in stress controlled fatigue. This was demonstrated
cation of this is that cooling from solution heat treatment
during testing in an air environment in a 22Cr 5Ni 3Mo
must be sufficiently rapid to avoid these precipitates. A
steel by Mathis,6° and in a 26Cr 6Ni 4Mo steel by
computer program to estimate the critical cooling rate
Atrens.61 A weil defined fatigue limit was also observed
from isothermal diagrams has been developed.3° For
by Magnin er al. in a 21Cr 7Ni steel.62 Typical values of
example, in SAF 2507 solutionised at 1060 C, the critical
the fatigue limit in fluctuating tension are given in Tabie 3,
cooling rate to form 1% a phase was found to be 04 K 5
from which it can be seen that the fatigue strength of DSS
(see Fig. 14). It should be mentioned in this context that is directly related to the yieid strength.63 This can be
DSS usually tolerate as much as 4% u phase before the
understood on the basis that, in the examples given above,
critical impact energy of 27 J is reached.29 1-lowever, such
the maximum stress in each fatigue cycle will be approxi
a microstructure can of course not be tolerated because of
mately equal to the yield stress. At this stress level plastic
the low corrosion resistance.
deformation is sufficient to cause initiation of small fatigue
The occurrence of 475 C embrittlement in DSS can be
cracks at inclusions, persistent sup bands, or phase
caused by true spinodal decomposition of ferrite or by boundaries.M In an investigation of DSS tieline aiioys
classical nucleation and growth of a’. Although this usually
ranging from pure austenite to pure ferrite, Hayden and
takes place below 500 C, ~‘ precipitation has been
Floreen65 found that the DSS were superior to the singie
shown to occur at temperatures as high as 600 C in the
phase alloys and attributed this essentially to the elfect of
DSS USO (Ref. 58). Regardiess of the mechanism of
the fine gram size of the dupiex structure.
475 C embrittlement, reduced toughness is an inevitable
As shown by Haynes66 the fatigue properties are
consequence.243542 It is important to mention that low
improved with increased static strength, i.e. with cold work,
temperature embrittlement can occur even at temperatures
up to a tensile strength of about 1000 MN m 2 above
<300 C, albeit after very long aging times. For example,
which a plateau is reached. The results can be observed in
in SAF 2205 embrittlement was observed after about
Fig. IS. The fatigue properties can also be expected to be
1000 h aging at 280 C (Ref. 42). As a consequence, there
strongly dependent upon the orientation of the stress axis
are fundamental limits on the temperature range within
because of the texture.
which DSS can be employed. The maximum recommended
temperature is very much dependent on chemical compos
ition and type of application. For SAF 2205 the critical CORROSION FATIGUE
time to reach 27 J impact energy has been estimated to be Under corrosive conditions the fatigue strength is reduced
20 years at 310 C (Ref. 59). As shown by Hertzman,’2 a and a true fatigue limit is no longer observed.6° 62 The
dilTerence in aging response can also be expected between interaction between fatigue and corrosion is very complex
virgin material and welds, presumably because of the but there seems to be a strong correlation between pitting
stresses generated during the welding operation in resistance and corrosion fatigue resistance, presumably
combination with strong partitioning of chromium and because corrosion pits provide initiation sites for fatigue
molybdenum to the ferrite. cracks.6’ When comparing fatigue data for different types
of DSS Charles8 found that alloys having higher PRE
values were more resistant to corrosion fatigue. Under
FATIGUE STRENGTH conditions where no pitting was expected the fatigue
Owing to the higher strength of DSS compared with strength in seawater environments was found to be
austenitic steels the former are more resistant to fatigue. comparable to the fatigue behaviour in air. Some caution
Furthermore, provided corrosion mechanisms can be must be used when interpreting such data, however, since
ignored, they show a rather weIl defined fatigue limit when the corrosion fatigue behaviour depends strongly on the
Materials Science and Technology August 1992 Vol. 8
694 Nilsson Super duplex stainless steels
type of environment, test frequency, and potentiaL68 For 90
example, enhanced crack growth rates involving cleavage
fracture of the ferrite can be observed when hydrogen is 80
present, as reported in a recent investigation of Zeron 100
(Ref. 69). Therefore, when the fatigue life of a component 70
is to be estimated, it is essential that the tests be performed 1-
in environments that are relevant to the actual application.
i60
3
•050
c
Corrosion
Although DSS have attractive mechanical properties, it is tse
largely because of their corrosion properties, e.g. pitting 1-
corrosion, stress corrosion, and intergranular corrosion, 0
that they have received so much attention. The behaviour 20
32 34 36 38 40 42 44 46
of DSS is in many corrosive environments comparable or
superior to that of austenitic steels containing comparable PRE=Cr+3.3Mo+16N
additions of chromium and molybdenum. The emphasis in 16 Relation between PRE value and critical pitting
this section will be placed mainly on the major types of temperature for most common DSS grades and
corrosion, namely, localised (pitting) corrosion and stress three austenitic steel grades
corrosion cracking, whereas intergranular corrosion, which
is a minor problem in DSS, will be discussed only briefly.
Pitting corrosion is perhaps the most harmful of these its ideal condition. Therefore, CPT values of 80 C cannot
since corrosion pits often provide initiation sites for fatigue be guaranteed for commercial material taken from the
cracks and stress corrosion cracks. production line.
The subject of corrosion is enormous and very complex Although the formula given above describes the influence
and therefore virtually impossible to cover in a general of chromium, molybdenum, and nitrogen in detail it is
overview of this nature. For example, the relative positions unable to take into consideration effects of microstructural
of alloys in corrosion tests are found to be strongly inhomogeneities. First, if difterences in PRE between
dependent on the environment. The reader who is interested austenite and ferrite in a DSS exist this will cause
in gaining a deeper understanding of this subject is directed preferential attack of the weakest phase. In SAF 2507 the
to the review articles on corrosion in DSS that are pitting resistance has been optimised by performing the
available4’77° and to the reference lists presented in these. solution treatment at a temperature at which thermo
dynamic equilibrium between the two phases leads to equal
PRE values. Second, it 50 happens that the elements that
LOCALISED CORROSION are most potent in preventing pitting can form precipitates,
The resistance to localised corrosion in steels is strongly whereby local depletion may occur with associated passivity
dependent on the chemical composition. Generally, DSS breakdown. The efl’ects of such microstructural features
are at least as resistant as austenitic steels of the same will be discussed below.
chromium and molybdenum content. ln practice, partly In DSS local corrosion attack most freguently occurs at
because of the alloying additions of nitrogen in many the austenite ferrite phase boundaries.29lS?6 This may be
modern DSS, the resistance is often much higher, particu because the phase boundaries are preferential sites for
larly in chloride containing environments. It is weil known segregation of impurities but since modern DSS are
that chromium, molybdenum, and nitrogen improve the extremely dean, with sulphur contents of the order of
resistance to pitting corrosion in Fe Ni Cr alloys. The 00015% or less this effect is considered to be less important.
effect of these eiements can be quantified by an empirical When phase transformations occur in the gram boundary
parameter termed pitting resistance equivalent (PRE) which regions, passivity breakdown can be explained by associated
is defined generally as follows9”°”1 local chromium gradients. This was found to occur in
PRE = %Cr + 3-3r Mo) + kr0N) duplex AISI 308 steel, which was heat treated to precipitate
M23C5 particles at the austenite ferrite boundaries.77”8
where k is a number between lO and 30, the vaiue 16 Pitting resistance was evaluated by potentiodynamic and
being most frequently used. Although this parameter has galvanostatic tests in OlM NaCI, in which localised attack
some limitations because it only includes the effect of three was observed in the chromium depleted austenite adjacent
elements, it offers a useful and guick way of estimating to the precipitates. ln a recent investigation29 on SAF 2507,
pitting resistance. A more complete description of the the simultaneous precipitation of Cr2N, z phase, and
influence of difterent elements on pitting and crevice secondary austenite during isothermal aging at 800 C was
corrosion is given eisewhere.4 The usefulness of the PRE found to initiate a large number of pits in the secondary
can be appreciated with reference to Fig. 16, which austenite close to the prior austenite ferrite boundaries. This
shows the relation between PRE and the critical pitting could be directly related to the experimental observation of
temperature (CPT) for a number of different steels. It is the secondary austenite being Iow in chromium (21% in
worth commenting that the linear relation obtained in the secondary austenite and 24% in the primary austenite).
Fig. 16 for both austenitic steels and DSS illustrates the Similar conclusions were drawn in an investigation of U50,
weil known characteristic that localised corrosion is almost in which the chromium and molybdenum poor secondary
insensitive to ferrite austenite ratio and is essentially austenite was formed within the grains.24 However, the
governed by the chemical composition. In spite of some precipitation of c phase is by far the most harmful
scatter of data points such diagrams can be used for transformation because of its high volume fraction and the
ranking of alloys. The super DSS and the superaustenitic associated depletion of the surrounding matrix with respect
steels,72’3 which have PRE values above 40, can be found to chromium and molybdenum.229303879 82
to have CPT values as high as 80 C using the modified Use is often made of DSS weld metal in joining low
ASTM G48 test.7 It must be pointed out that these results alloy steels to austenitic or duplex steels. Care must be
were obtained on solution treated laboratory material in exercised to avoid phase transformations during welding
Materials Science and Technology August 1992 Vol. 8
Nilsson Super duplex stainless steels 695
that lead to decreased corrosion resistance. The rapid Temperalure. °G (9
cooling often associated with welding may result in
segregations or precipitation of chromium nitrides.3383
Insufficient shielding may cause nitrogen to escape from
the weld.8’ All these effects have a detrimental influence
on the pitting corrosion behaviour of OSS weids. This will
be discussed in more detail in the ‘Welding’ section below.
STRESS CORROSION
AIIoys that are subjected to the simultaneous action of
corrosion and mechanical stress may fail by stress corrosion
cracking.2 The usual mode of cracking in OSS is trans
granular but in sensitised steels, particularly austenitic
steels, intergranular cracking can be observed.85 Like
pitting resistance, resistance to stress corrosion cracking
(SCC) is dependent on a combination of the overall
chemical composition and microstructure, although it
seems that SCC is more sensitive to microstructure. All
the evidence obtained to date shows that austenitic steels
having moderate nickel contents are inherently more
sensitive to SCC than are OSS. Figure 17 shows the SCC 0.0001 0.001 0.01 0.1 1 10
resistance for a selection of austenitic and duplex alloys
obtained in oxygen bearing (about 00008%) neutral 17 Stress corrosion cracking resistance in oxygen
chloride solutions using a testing time of 1000 h at a stress bearing neutral chloride solutions using testing
equal to the yield stress at the testing temperature.4 It is time of l000h: applied stress was equal to yield
apparent in Fig. 17 that the low alloyed type 23Cr 4Ni stress during testing (From Ref. 4)
OSS is superior to AISI 316 and AISI 304 austenitic steels.
It can also be concluded from this diagram that the
the OSS are with few exceptions more resistant to SCC
resistance to SCC in the OSS increases with additions of
than austenitic steels of similar chromium and molybdenum
chromium and molybdenum. The super OSS is even
content.
superior to the highly alloyed Sanicro 28, which is a
27Cr 3INi 3Mo austenitic alloy.
It has been shown that the resistance to SCC can be SEN SITI SATI ON
improved by increasing the volume fraction of ferrite in a Sensitisation, which can occur after localised corrosion in
055.86 This is intimately related to the fact that the yield the form of intergranular attack, is due to chromiuni
strength of the ferritic component often exceeds that of depletion of the matrix surrounding intergranular carbides.
austenite, which is often reflected as a blocking of These carbides are usually of the type M23C6, which
transgranular cracks at ferrite grains.8’ At low stress levels, precipitate during heat treatment in the temperature range
Hochmann et 01.88 conciuded that deformation is confined 600—1000 C. This phenomenon is less pronounced in OSS
to the austenite and the ferrite is left virtually undeformed. than in austenitic steels for the following reasons. First,
They considered crack propagation under stress corrosion chromium is essentially supplied by the ferrite, in which
to be plastic deformation followed by slip dissolution. diffusion is faster than in austenite, and as a result the
Clarke and Gordon85 investigated DSS at higher stresses chromium depleted zone becomes broader and more
in high purity water at 288 C and found the OSS to be shallow in the ferrite.78 Moreover, rapid healing of the
superior to the austenitic steels of type 304 also under comparatively narrow chromium depleted zone in austenite
these more severe conditions. In fact, the OSS 3RE60 did can be achieved in OSS owing to faster replenishment of
not even fail at stresses as high as twice the yield stress. chromium in depleted zones during prolonged aging
At high stresses and in very aggressive chloride ion treatments. Second, the carbon content of modern OSS is
containing media, the OSS do exhibit SCC failures. This usually so low that precipitation of gram boundary carbides
was observed in an investigation of duplex AISI 329 in is suppressed. For example, in SAF 2507, which has a
OIM NaCI at 300 C under constant loading89 and in low carbon content usually less than &015%, no carbides of
stram rate tests at room temperature (RT) in IM HCI of any type have been observed although careful microscopic
AlSI 304 weld metal containing varying amounts of investigations have been performed.29 Thus, the low carbon
å ferrite.9° Particularly severe conditions have been found content in combination with the presence of ferrite reduces
in chloride containing media in which either the pH value the problem of sensitisation to a negligible level in modern
is low or H2S is added. However, OSS having a OSS.
molybdenum content of about 3% and above show
satisfactory behaviour in hydrogen sulphide chloride
environments.91 This has been confirmed by labora
tory tests combined with successful long term service
Welding
performance in sour environments containing “2~
On a general note it is worth pointing out that laboratory Use is made of OSS weld metal in joining OSS and
data must be interpreted with some caution since they are producing corrosion resistant overlays on low alloy steels.
often obtained from accelerated tests and it is therefore Because duplex filler metals are usually richer in alloying
not always known to what extent they simulate practical elements than the corresponding parent metal they tolerate
service conditions. Furthermore, the relative ranking of substantial dilutions and still maintain a ferritic solidifi
alloys is very sensitive to the type of environment employed. cation mode. They are therefore suitable as filler metals in
This was elucidated by Jargelius et al.92 in a recent dissimilar joints between OSS and low alloy steels.
investigation on a series of OSS ranging from 23Cr—4Ni However, the most common situation is the joining of two
to 25Cr 7Ni 4Mo. However, as demonstrated in the duplex components and the following discussion will be
investigations quoted above and also reflected in Fig. Il, confined to this subject.
Materials Science and Technology August 1992 Vol. 8
5O~sm
1O~.tm
18 Light optical micrograph of chromium nitrides 19 Light optical micrograph of c phase formed in weld
formed in heat affected zone after tungsten inert of SAF 2507 after high heat input TIG welding
gas (TIG) welding in combination with rapid cooling
of SAF 2507 (From Ref. 97)
welding.’°° It is important to note that the susceptibility
to nitride formation is reduced in high nitrogen containing
Considerabie progress has been achieved over the past DSS, in which nitrogen facilitates the reformation of
decade as regards welding of DSS and the conditions for austenite that, in tum, accommodates the majority of the
successful welding are now weil defined (e.g. see Refs. 84, nitrogen.84
93, and 94). Advances have been made by adjusting the The most deleterious precipitate to form is perhaps
chemical composition of the weid metal and the parent c phase, which can precipitate in regions of the HAZ and
metai, and by optimising the welding parameters.95 ~‘ in the weld metal after excessively high heat input in
doing so it has been essentiai to establish structure combination with low cooiing rates. An example of c phase
property reiations for a wide range of welding conditions. in the HAZ is shown in Fig. 19. It has been found that
Eariy DSS, in which the carbon content was sometimes c phase reduces the corrosion resistance97’°’ and, as for
as high as 010%, were susceptibie to the formation of isothermaily formed c phase, welding induced cm phase can
carbides.98 it was virtuaHy impossible to avoid carbide be expected to reduce toughness.
precipitation in the heat affected zone when welding such Reheating of large metastabie ferrite grains may lead to
steels and as a result, a weld with low toughness and iow the precipitation of an intragranuiar fine dispersion of
corrosion resistance was produced. Moreover, the ferrite secondary austenite, an example of which is shown in
content in these steels was usualiy higher and this often Fig. 20. This secondary austenite, which is sometimes found
resulted in entireiy ferritic weids. ln contrast, modern DSS in reheated weld beads, has been found to be detrimental
are poor in carbon but rich in nitrogen. This implies that to pitting resistance,95 presumably because it is poor in
carbide formation is virtuaily eliminated and, owing to the chromium and molybdenum.24 As in the case of chromium
high diffusivity of austenite stabilising nitrogen, welds of nitrides, secondary austenite is avoided by alloying with
high toughness can be obtained by ready reformation of nitrogen, which promotes the formation of primary
austenite. However, some caution is required since excess austenite.
nitrogen in the ferrite may cause precipitation of chromium The vaiue of the parameter Cr0q N~eq, where Creq and
nitrides at high cooling rates. Furthermore, welding gener Nicq are the chromium and nickel equivalents, respectiveiy,
ates a heat aWected zone, a region that can be regarded as seems to be critical in determining the mode of solidification
a chill casting, and residual stresses, all of which may during welding)°2 Below a certain vaiue fuiiy ferritic
influence the properties.99 soiidification occurs whereas above this vaiue a combi
The heat affected zone (HAZ) is subjected to thermal nation of duplex and fully ferritic solidification is observed.
cycies with peak temperatures ranging from near RT up The critical value of this parameter, as defined by Hammar
to the melting point in regions close to the weld. Moreover, and Svensson)03 was found to be 225 in super DSS weld
the cooling and heating rates may vary significantiy with metals.96 It has been shown that fuily ferritic solidification
heat input, structurai dimensions, and position relative to
the weld. The situation is further compiicated by the fact
that muitipass weiding leads to repeated heating and
cooiing, the rates of which are very much dependent on
the interpass temperature. As in other steels, the weld itseif
is sensitive to segregation of impurities because of the cast
structure, and repeated heating can cause microstructurai t
changes. Built-in stresses are expected to have an iniluence
primariiy on stress corrosion. The impiications of micro
structurai changes on corrosion properties and mechanicai
properties are discussed below.
EFFECTS OF WELDING ON CORROSION AND
MECHANICAL PROPERTIES
Simulation of thermal cycies occurring in the HAZ (see
Fig. 18) has shown that very rapid cooling resuits in the 5 ism
formation of chromium nitrides with a small reduction in
pitting resistance but virtualiy no reduction in impact 20 Secondary austenite formed in lower beads during
toughness.33 Similar results regarding pitting were found multipass welding using 25Cr lONi—4Mo filler
in the base metal HAZ produced by low heat input metal (SEM)
Materials Science and Technology August 1992 Vol. 8
Nilsson Super duplex stainless steels 697
c?!1~no Ifeed. rrgmin Qiilng speed. io~ki Culdng speed, .n~n1in
ati. Tool 4ie: 4 ni” co’————
lissi:
240 ..CNMGI2O4I2OM CNMGI2O4I2QF — 240———— Inneot
CNMG 120412QM
~____~Li’~2~ 220
~E -00215
200
In’ leo
1111.00:
ONMG 12041: OM
~% v 002Y lee
145 — —
/ w 71,2 — — — 140
l~jEhfr_
Innent
, xy ~ ~
00 •NMG 12041 2Cr
002 S
w
40
LT~ TooIIIe4ns. 4e
I~TooIIte lOmin
20] 2(~
(b)
o______ (c)
0
0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0 0.’ 0,2 0.3 0.4 0.5 0.6 0.7 0 0.’ 0.2 0.3 0.4 0.5 0.6 0.7
Foed. imnvrev. Feed. mnvrev. Food. mnofrev.
Oliplonning ——— Pd,I,inering . Ohiplornring ——— Pd,hiOedr.g Chip lorrnlng
Fdncr~g — Pd Fr110oring — Pd Friliering Pd,lsillering
21 Machinability diagrams for a SAF 2304, b SAF 2205, and c SAF 2507. with recommended cutting insert
indicated: key gives limiting mechanisms — Pd denotes plastic deformatien (From Ref. 109)
is to be preferred since the resulting structure then achieves and secondary austenite, whereas slow cooting may tead
a higher toughness.96 The adverse effects of mixed mode to precipitation of intermetaltic phases. Experience obtained
solidification derive from partitioning of chromium and in welding DSS has shown that the lower timit of the
molybdenum to ferrite and high energy interfaces deviating recommended range of heat input obtained at high cooling
from the usuat Kurdjumov Sachs orientation, both of rates is the most critical. It is particularly important that
which enhance a phase formation. This a phase precipitated this be taken into consideration when thick sections are
in regions of vermicular ferrite similar in morphology to to be welded.
the ferrite observed in type 304 welds by Baeslack el al.,9°
who observed that this ferrite was particularly sensitive to
corrosion attack. Machinability
It should be borne in mmd that, because of the
comparatively high content of nickel in DSS filter metals,
the partitioning of chromium and molybdenum to ferrite Good machinability is essential to the manufacturer of
is more pronounced than in the corresponding base alloy. steel products because of its implications for productivity.
This implies that the C curves of intermetallic phases are The term machinabitity is very broad, involving various
dispiaced towards shorter times. Investigations of filter operations such as turning, drilling, cutting, and threading.
metals of the type 22Cr 8Ni 3Mo have shown the tt is widely known that DSS are more difficult to machine
conditions for precipitation of R phase, x phase, and than standard austenitic steels. This is in part retated to
c phase in the range 600 1000 C (Refs. 35 and 104). the higher strength of the DSS but other factors such as
Karlsson el al.’°4 concluded that, provided the upper limit the low votume fraction of non-metatlic inclusions and the
of the recommended range of heat input in super DSS tow carbon content in modern DSS atso contribute.
(0’5 tS kJ mm ‘) is not exceeded, embrittlement due to The machinability of steets can be improved and
precipitation of intermetallic phases will be eliminated. In controtted by the introduction of non-metatlic inclusions.
tungsten and copper alloyed super DSS, however, the Advantage has been taken of this efi’ect in DSS of the
upper limit of the recommended range of heat input is as type 22Cr 5Ni 3Mo by increasing the sulphur content.’09
tow as t kJ mm when welding thin sections. This is However, an inevitable consequence of this is that corrosion
supported by practical experience that such DSS are more resistance and toughness are reduced. In other words, a
sensitive to high heat inputs.’°5 It is highly likely that the steel which is optimised for machining operations is usuatty
presence of tungsten, which has been observed to enhance not optimised with respect to corrosion properties and
precipitation kinetics under isothermal conditions,8 is a vice versa. Therefore, good corrosion resistance in DSS
contributing factor. requires a compromise as regards machinability.
The equilibrium volume fraction of austenite witt never Extensive work has been performed to characterise
be attained in a wetd because of fast cooting. This is the conditions necessary for good machinability in
compensated for in part by the higher nickel content of the standardised DSS SAF 2304, SAF 2205, and
the filler metal and the high mobility of nitrogen, but SAF 2507.109110 The results are often presented in diagrams
precautions must be taken to avoid excessivety rapid where the abscissa represents feed and the ordinate
cooling and low heat inputs. Recently devetoped models represents cutting speed, and a shaded area disptays the
allow the prediction of the microstructure obtained for a fietd of good machinability. Typicat diagrams for these
given thermal cycle in terms of ferrite austenite ratio106”°7 DSS are shown in Fig. 2t, in which information concerning
and gram growth,1°~ and the resulting toughness can the recommended type of cemented carbide cutting insert
therefore usually be estimated. is also given together with toot life recorded during the
In summary, it can be conctuded that modern DSS can tests. A general conclusion to be drawn from these
be successfully wetded provided the recommended welding investigations is that the field of good machinability is
procedures are fotlowed. Excessively rapid cooting may reduced for increasing amounts of attoying etements.
resutt in high votume fractions of ferrite, chromium nitrides, Experience has shown that molybdenum has a particularly
Materials Science and Technology August 1992 Vol. 8
698 Nilsson Super cluplex stainless steels
detrimental effect in this respect in both OSS and austenitic exhaustive, may serve as a guide for the reader. ln an
steels. attempt to list the applications in a more systematic
Although machinability is a complex field and many manner the OSS shown in Table 4 are grouped according
problems remain to be solved, some general comments can to their resistance to pitting (PRE number), but it should
be made concerning the mechanisms that impose limitations be emphasised that other factors such as weldability and
on the machinability of OSS. At high cutting speeds, plastic mechanical properties can be equally important in alloy
deformation, invoiving flaking of the insert coating and selection.
frittering, is observed. Chip hammering can also be a
problem under these conditions. At low cutting speeds,
built-up edges causing flaking and frittering seem to be
the limiting factor. When a large feed is used plastic Conciuding remarks
deformation involving frittering occurs, whereas chip
breaking becomes difficult when the feed is small. These Experience has shown that there is always a certain
limitations are qualitatively the same for all OSS aithough ‘incubation’ period from the time of market introduction
it must be pointed out that the highest tolerable cutting of a new alloy to the general acceptance among end users.
speed is significantly reduced for the high alloy steels. For OSS this is in part explained by the initial difficulties
ln summary, DSS having a low volume fraction of non in welding the carbon rich OSS that were first introduced.
metailic inciusions and optimised for corrosion resistance However, the welding problem in modern OSS has now
have reduced machinability. However, the conditions for been overcome to the extent that welds can be produced
good machining in DSS have been established in turning that have corrosion and mechanical properties that are
tests and are now weil known. almost as good as those of the base material. This has
been achieved by a combination of alloy design and
development of welding procedures.
When appropriately treated, the OSS are unrivalled in
Applications a large number of applications in the temperature range
—50 to 250 C where a combination of corrosion resistance
Before OSS were introduced onto the market, the only and mechanical strength is required. However, the duplex
alternatives to AlS! 304 and 316 austenitic steels in microstructure, which is the key to the unique properties,
aggressive environments were the expensive nickel rich also renders them inherently sensitive to phase transform
austenitic steels. Experience from the past two decades has ations that may lead to red uced toughness and or corrosion
shown that the OSS provide alternatives that are not only properties. Correct heat treatment and welding requires a
more corrosion resistant than the austenitic grades but thorough knowledge of the relationship between micro
also low in expensive nickei. As a result of this, in structural phenomena and properties. It is therefore
combination with mechanical strength, toughness, and essentiai for steel producers to convey this knowledge to
good weldability, they are suitable for many applications, manufacturers and users. In this paper much attention
particularly in chloride containing media. it is of course has been paid to deleterious phenomena such as the
possible to find other types of steel that are superior to precipitation of undesirable phases of various types. In
the OSS in one single respect, but the combination of the conjunetion with this, the conditions for avoiding these
above mentioned properties shown by OSS is often phase transformations are defined and it is therefore hoped
outstanding. that this review article provides a basis for the successful
The DSS have earned a place in the chemical, petro use of DSS.
chemical, pulp and paper, power, and oil and gas industries.
The biocompatibility of OSS having high PRE values
has also been demonstrated and they are now used as
implantation material in the human body.tm It is not
Acknowlodgments
appropriate in a review of this nature to include a full
description of the large number of varied applications in This paper is published with the permission of AB Sandvik
these areas. The reader who is interested in detailed Steel. The comments on the manuscript by the author’s
information concerning applications and service experience colleagues at Sandvik Steel Research and Development have
is directed to the literature”2 120 and to the data sheets been of invaluable help. ln particular, the encouragement of
provided by the producers. However, the survey of difterent Dr H. Widmark, and the assistance of Mr A. Wilson in
applications given in Table 4, which is by no means calculating the phase diagrams are gratefully acknowiedged.
Table4 Applications of DSS in various industrial sectors
Industrial 23Cr—4Ni--O’l Mo, 22Cr—5Ni—3Mo, 25cr DSS 25Cr super DSS,
sec tor PRE = 25 PRE=30—36 PRE 32 40 PRE>40
Chemical Piping, instrumentation Pumps, fans, centrifuges, Urea strippers, reactor Salt evaporation tubing,
tubing sulphur melting coils. agitators, heat exchangers pumps, amine equipment.
chemicaf tankers sea water cooling systems
Petrochemical Tubular reactors where Various units for Pump casings, Tubes and pipes in Cl and
carbon steel shell is used desalination, desulphurisation equipment Hd environments
desulphurisation, and
distillation
Puip and paper Digester preheater, Digesters in sulphate and Digesters. digester Bleaching equipment
evaporators sulphite plants preheaters
Power generation Feed water heaters, Injection pipe in geothermal Heat exchangers and
(nuctear and fossil) reheaters wells systems in geothermal wells
and saline brines
Oil and gas Coolers, piping systems, Flare boom, framework, Diving bells, pumps Sea water cooling systems,
tensioning Systems, slotted ou liners, wirelines fire water piping,
instrunientation tubing pumps, pressure vessels,
valve blocks
Materials Science and Technology August 1992 Vol. 8
Nilsson Super duplex stainless steels 699
40. R. LAGNEBORG: Trons. ASM, 1967, 60, 67.
Referonces 41. M. COURTNALL and E 0. PICKERING: Met. Set., 1976, lo,
273 276.
42. 5. HERTZMAN: ‘Influence of spinodal decomposilion on impaci
1. E. C. BAIN and W. E. GRIFFITHS: Trons. AIME, 1927, 75, 166. strength of SS 2377 duplex stainless steel weldments’, Internal
2. L. COLOMBIER and j. HOCHMANN: ‘Aciers inoxydable aciers Report, Swedish institute for Metals Research, Stockholm,
réfractaire’; 1955, Paris, Dunod. 1989, to be released.
3. C. EDELEANU: J. tron Steel lust.. 1953. 173, 140 146. 43. 0. WAHLBERG: PhD disserlation, Chalmers tiniversily of
4. s. BERNHARDSSON: Proc. Conf. ‘Duplex stainless steels ‘91’, Technology, Gothenburg, Sweden, 1989.
185; 1991, Les Ulis, France, Les Editions de Physique. 44. M. K. MILLER and J. BENTLEY: Mater. Sci. Technol., 1990, 6,
5. 5. KARLSSON: Proc. Conf. ‘Stainless steels ‘84’, 438; 1985, (3), 285 292.
London, The institute of Metals. 45. J. E. BROWN, A. CEREZO, T. J. GODFREY, M. 0. HETHERINGTON,
6. R. KIESSLING and 5. HERNHARDSSON: Proc. Conf. ‘Duplex and G. fl. W. SMITH: Maten. Set. Teehnol., 1990, 6, (3),
stainless steels ‘91’, 605; 1991, Les Ulis, France, Les Editions 293—300.
de Physique. 46. p. AUGER, F. DANOIX, A. MENAND, 5. BONNET, J. BOURGOIN,
7. H. 1). SOLOMON and T. M. DEVINE: Proc. Conf. ‘Duplex stainless and M. GUErMANN: Maten. Sci. Tecllnol., 1990, 6, (3),
steels’, (ed. R. A. Lula), 693; 1984, Materials Park, OH, 301 313.
ASM. 47. it. GUTrMANN: Proc. Conf. ‘Duplex stainless steels ‘91’, 79;
8. J. CHARLES: Proc. Conf. ‘Duplex stainless steels ‘91’, 3; 1991, 1991, Les Ulis, France, Les Editions de Physigue.
Les Ulis, France, Les Editions de Physique. 48. R. 0. WILLIAMS: Trons. AIME, 1958, 212, 497.
9. G. HERBSLEB: Werkyt. Karros., 1982, 33. 49, M. HILLERT: Acta Metall., 1961,9,525.
lO. T. J. GLOVER: Anti-Corrosion Methods Mmci’., 1982, 3, 29. 50. J. W. CAHN: Trons. AIME, 1968, 242, 166.
II. j. w. PUGH and 3. fl. NISBET: Trons. AIME, 1950, 188, SI. A. HENDRY, Z. R MAZUR, and IL tt. JACK: Mer. Sci., 1979, 13,
268. 482 486.
12. L. COLOMBIER and J. HOCHMANN: ‘Stainless and heat resisting 52. A. WILSON: ‘Estimation of impact toughness as a function of
steels’; 1968, New York, St. Martin’s Press. aging temperature and time’, Internal Report no. 6079,
13. B. SUNDMAN, 0. JANSSON, and J.-o. ANDERSSON: Calphad, 1985, Sandvik Steel, Sandviken, Sweden, 1991.
9, 153. 53. 5. FLOREEN and fl. W. HAYDEN: Trons. ASM, 1968, 61, 489.
14. y. MAEHARA: Trons, tron Steel lust. Jpn, 1987, 27, 705. 54. It. W. HAYDEN and 5. Ft.OREEN: Trons. ASM, 1968, 61, 474.
IS. W. 0. HUTCHINSON, K. USHIODA, and 0. RUNNSJÖ: Moter. Sci. 55. R. E. SMALLMAN: ‘Modern physical metallurgy’, 263; 1985,
Technol., 1985, 1, (9), 728 731. London, Butterworth.
16. E. 0. Hal, and 5. Fl. ALGIE: Metall. Res., 1966, II, 61. 56. M. NYSTRÖM, B. KARLSSON, and 3. WASÉN: Proc. Conf. ‘Stainless
17. 5. ERIKSSON: Jernkontorets Ann., 1934, 118, 530. steels ‘91’, Chiba, Japan, 10—13 June 1991, The Tron and
18. J. 5. KASPER: Acta MetalL, 1954, 2, 456. Steel Institute of Japan. p. 738.
19. s. RIDEOUT, W. D. MANLEY, E. L. KAMEN, B. 5. LEMENT, and 57. R. JOHANSSON and J.-o. NILSSON: Proc. Conf. ‘Stainless sleels
P. A. BECK: Trons. AIME, 1951. 191, 872. ‘84’, 446; 1985, London, The institute of Metals.
20. D. A. EVANS and K. H. JACK: Acta Crystallogr., 1957, lO, 769. 58. H. D. SOLOMON and E. KOCH: Ser. Metall., 1979, 13, 1971.
21. A. REDJAIMIA, 0. METAUER, and M. GANTOIS: Proc. Conf. 59. P. N0RBERG: Proc. Conf. ‘Duplex stainless steels’, 298; 1986,
‘Duplex stainless steels ‘91’, 119; 1991, Les Ulis, France, Les The Hague, The Netherlands, Nederlands Instituut voor
Editions de Physique. Lastechniek.
22. A. R0UAULT, p. HERPIN, and R. FRUCHART: Ann. Chim., 1970, 60. It. MATHIS: J. Mater. Sej., 1987, 22, 907.
5, 461. 61. A. ATRENS: Met. TechnoL, 1982,9, 117—121.
23. A. 1.. B0WMAN, 0. p. ARNOLD, E. IL STORMS, and N. 0. NERESON: 62. T. MAGNIN, J. it. LARDON, and L. COUDREUSE: ‘A new approach
Acta Crystallogr. 8, 1972, 28, 3102. to low cycie fatigue behaviour of a duplex stainless steel
24. Fl. 1). SOLOMON and T. M. DEVINE: ‘Influence of microstructure based on the deformation mechanisms of the individual
on Ihe mechanical properties and localised corrosion of a phases’, STP 942, 812; 1988, Philadelphia, PA, ASTM.
duplex stainless steel’, STP 672, 430; 1979, Philadelphia, PA, 63. if. JACOBSSON: ‘Fatigue testing of the duplex grades SAF 2304,
ASTM. 5AF 2205 and SAF 2507’, internal Report no. 6060, Sandvik
25. P. JOLLY and 1. HOCHMANN: Mérn. Sct. Res. Métall., 1973, 117. Steel, Sandviken, Sweden, 1991.
26. ~. ~. KOTECKI: Weld. Res. Supp?., 1989, 431. 64. J. MOSKOVITZ and R. PELLOUX: ‘Corrosion fatigue technology’,
27. y. MAEI4ARA, Y. OHMORI, 3. MURAYAMA, N. FLJJINO, and STP 642, 133; 1978, Philadelphia, PA, ASTM.
T. KUNITAKE: Mer. Sci., 1983, 17. 541 547. 65. H. W. HAYDEN and 5. FLOREEN: Metall. Trons., 1973, 4, 561.
28. y. MAEHARA, Y. OHMORI, and T. KUNITAKE: Met. Technol., 66. A. G. HAYNES: ‘Duplex and high alloy corrosion resisting
1983, lO, 296—303. steels’ Lloyd’s Register Technical Association paper no. 6.
29. J.’O. NILSSON, A. WILSON, B. JOSEFSSON, and T. THORVALDSSON: 1990—1991, p. 1.
Proc. Conf. ‘Stainless steels ‘92’, Stockholm, 9 Il June 1992, 67. it. SPEIDEL: Proc. 6th Int. Conf. on Fracture, Vol. 1, 379;
The Institute of Malerials, Vol. 1, p. 280. 1984, Oxford, Pergamon Press.
30. a. JOSEFSSON, J.-o. NILSSON, and A. WILSON: Proc. Conf. 68. R. E. JOHANSSON and H. L. GROTH: Proc. Conf. ‘Duplex
‘Duplex stainless steels ‘91’, 67; 1991, Les Ulis, France, Les stainless steels ‘91’, 283; 1991, Les Ulis, France, Les Editions
Editions de Physique. de Physique.
31. v. MAEHARA, N. FUHNO, and T. KUNITAKE: Trons, tron Steel 69. T. J. MARROW, C. A. HIPPSLEY, and 3. E. KING: Acta Metall.
lust. Jpn, 1983, 23, 247. Mater., 1991,39,1367.
32. j. HOCHMANN, A. DESESTRET, P. JOLLY, and It. MAYOUD: Mét. 70. P. COMBRADE and J.-P. AUDOUARD: Proc. Conf. ‘Duplex
Con,. Industrie, 1974, 2, (591—592), 390. stainless steels ‘91’, 257; 1991, Les Ulis, France, Les Editions
33. 5. HERTZMAN, W. ROBERTS, and M. LINDENMO: Proc. Conf. de Physique.
‘Duplex stainless steels’, 257; 1986, The Hague, The 71. K. LORENTZ and 0. MEDAWAR: Thyssen Fonschung, 1969, 1,
Netherlands, Nederlands lnstituut voor Lastechniek. 97.
34. P. D. SOUTHWICK and It. W. K. HONEYCOMBE: Mer. Sci., 1980, 72. 3. CHARLES, J.-P. AUDOUARD, It. BLONDEAU, and P. SOULIGNAC:
14, 253—261. Proc. Conf. ‘Stainless steels ‘91’, Chiba, Japan, lO 13 June
35. J.-O. NILSSON and p. LIU: Mater. Sci. Technol., 1991, 7, (9), 1991, The Iron and Steel Institute of Japan, p. 1077.
853—862. 73. it. fl. ROCKEL and if. RENNER: Wenkst. Konnos., 1984, 35,
36. ~. HOCHMANN, A. DESESTRET, P. JOLLY, and R. MAYOUD: Mét. 537.
Corn. Industnie, 1974, 2, (591—592), 404. 74. ASTM 048, Annual Book of ASTM Slandards, Sec. 3, 178;
37. 1’. fl. SOUTHWICK and R. W. K. HONEYCOMBE: Met. Sci., 1982, 1991, Philadelphia, PA, ASTM.
16, 475—481. 75. P. E. MANNING, fl. J. DUQUETTE, and W. F. SAVAGE: Cornosion,
38. T. THORVALDSSON, fl. ERIKSSON, J. KUTKA, and A. SALWÉN: 1979,35,151.
Proc. Conf. ‘Stainless steels ‘84’, 101; 1985, London, The 76. P. HRONSKY and fl. 3. DUQUEflE: Cornosion, 1982, 38, 63.
Institute of Metals. 77, T. M, DEVINE: J. Eleetroehem. Soc., 1979, 126, (3), 374.
39. 0. SOYLU and It. W. IL HONEYCOMBE: Maten. Set. Technol., 78. T. it. DEVINE and fl. J. DRUMMOND: Corrasion, 1981, 37, (2),
1991,7, (2), 137 145. 104
Materials Science and Technology August 1992 Vol. 8
700 Nilsson Super duplex stainless steels
79. 5. HERTZMAN, B. LEHTINEN, and E. SYMNIOTIS-BARRDAHL: 102. N. SUUTALA, T. TAKALO, and T. MOISIO: Metall. Trans., 1979,
Intermetallic phase formation and its effect on corrosion IOA, 1183.
resistance of duplex stainless steel UNS 31803’, Internal 103. Ö. HAMMAR and u. SVENSSoN: Proc. Conf. ‘Solidification and
Report no. 2703, Swedish Institute for Metals Research, casting of metals’, 401; 1979, London, The Metals Society.
Stockholm, 1991. 104. L. KARLSSON, L. BENGTSSON, U. ROLANDER, and 5. PAK: Proc.
80. C. HONGLU and 5. HERTZMAN: ‘Kinetics of intermetallic phase Conf. ‘Stainless steels ‘92’, Stockholm, 9 Il June 1992, The
formation in duplex stainless steels and their influence on Institute of Materials, Vol. 1, p. 335.
corrosion resistance’, Internal Report no. 2689, Swedish 105. s. PAK and 1 KARlSSON ‘Welding Ihe super duplex stainless
Institute for Metals Research, Stockholm, 1991. steel Zeron 100’, Internal Report, Elektra svds aktiebolaget,
81. o. HERUSLEB and p. scHwAAB: Proc. Conf. ‘Duplex stainless Gothenburg, Sweden, 1992.
steels’, IS; 1984, Metals Park, OH, ASM. 106. j. c. LIPPOLD, 1. VAROL, and W. A. BAESLACK: Proc. Conf.
82. A. i. SEDRIKS: Corrosion, 1989, 45, 510. ‘Duplex stainless steels ‘91’, 383; 1991, Les Ulis, France, Les
83. s. HERTZMAN and E. SYMNIOTIS: ‘Stainless steels ‘91’, Chiba, Editions de Physique.
Japan, 10—13 June 1991, The Iron and Steel Institute of 107. B. BONNEFOIS, 3. CHARLES, F. DUPOIRON, and P. SOULIGNAC:
Japan, p. 1085. Proc. Conf. ‘Duplex stainless steels ‘91’, 347; 1991, Les Ulis,
84. a. JOSEFSSON: ‘Stainless steels ‘91’, Chiba, Japan, 10—13 June France, Les Editions de Physique.
1991, The Iron and Steel Institute of Japan, p. 1069. 108. a. E. 5. LINDBLOM, It. LUNDQUIST, and N. E. HANNERZ: Proc.
85. W. L. CLARKE and G. M. GORDON: Corrosion, 1973, 29, (1), 1. Conf. ‘Duplex stainless steels ‘91’, 373; 1991, Les Ulis, France,
86. j. w. FLOWERS, E H. BECK, and M. 0. FONTANA: Corrosion, Les Editions de Physique.
1963, 19, 186t. 109. c.-o. CARLEORG, Å. NILSSON, and p.-Å. FRANKLIND: Proc. Conf.
87. S. SHIMODAIRA, M. TAKANO, Y. TAKIZAWA, and H. KAMIDE: ‘Duplex stainless steels ‘9!’, 685; 1991, Les Ulis, France, Les
Proc. Conf. ‘Stress corrosion cracking and hydrogen embrittle Editions de Physique.
ment of iron base alloys’, Vol. 5, 1003; 1973, Houston, TX, 110. r.-Å. FRANKLIND and C.’G. CARLB0RG: Proc. Conf. ‘Stainless
NACE. steels ‘92’, Stockholm, 9—Il June 1992, The Institute of
88. i. HOCHMANN, A. DESESTRET, P. JOLLY, and R. MAVOUD: Mér. Materials.
Corr. ludustrie, 1975,3,593, 1. III. A. CIGADA, 5. DcMARTIIS, G. RONDELLI, It. VINCENTINI,
89. 5. HENRIKSSON and M. Å5BERG: Corrosion, 1979, 35, (9), 429. M. GIACOMAZZI, and A. ROOS: ‘Stainless steels ‘91’, Chiba,
90. W. A. BAESLACK, DL 3. DUQUErrE. and w. r. SAVAGE: Corrosion, Japan, 10—13 June 1991, The Iron and Steel Institute of
1979, 35, (2), 45. Japan, p. 716.
91. If. ERIKSSON and 5. BERNHARDSSON: Corrosion, 1991,47, (9), 719. 112. 1). 3. A. FRUVTIER: Proc. Conf. ‘Duplex stainless steels ‘91’,
92. R. R A. JARGELIUS, R. BLOM, 5. HERTZMAN, and 3. LINDER: 497; 1991, Les Ulis, France, Les Editions de Physique.
Proc. Conf. ‘Duplex stainless steels ‘91’, 211; 1991, Les Ulis, 113. C. DUREr-THUAL and J. L. MOIRON: Proc. Conf. ‘Duplex
France, Les Editions de Physique. stainless steels ‘91’, 511; 1991, Les Ulis, France, Les Editions
93. L. van NASSAU, H. MEELKER, and 3. HILKES: Proc. Conf. ‘Duplex de Physique.
stainless steels ‘91’, 303; 1991, Les Ulis, France, Les Editions 114. C. COUSSEMENT and 1). FRUYTIER: Proc. Conf. ‘Duplex stalniess
de Physique. steels ‘91’, 521; 1991, Les Ulis, France, Les Editions de
94. It. LUNDQUIST: ‘Welding of modern stainless steels’, Sandvik Physique.
Steel lecture 5-9147, Sandviken, Sweden, 1989. 115. R. L. RICHARD: Proc. Conf. ‘Duplex stainless steels ‘91’, 531;
95. 5. p~K and L. KARLSSON: Scand. J. Metall., 1990, 19, 9. 1991, Les Ulis, France, Les Editions de Physique.
96. L. KARLSSON, 5. PAK, and 5. L. ANDERSSON: ‘Stainless steels 116. 0. H. WAGNER and R. MÖNSTER: Proc. Conf. ‘Duplex stainless
‘91’, Chiba, Japan, 10—13 June 1991, The Iron and Steel steels ‘91’, 541; 1991, Les Ulis, France, Les Editions de
Institute of Japan, p. 1093. Physique.
97. s.-Å. FAGER: Proc. Conf. ‘Duplex stainless steels ‘91’, 403; 117. M. LOZE, 0. AGASSE. P. RICHARD, and E HAEGELI: Proc. Conf.
1991, Les Ulis, France, Les Editions de Physique. ‘Duplex stainless steels ‘91’, 551; 1991, Les Ulis, France, Les
98. r. R. BECKIrr: J. Iron Steel lust., 1969, 207. 632 638. Editions de Physique.
99. T. G. GOOCK: Proc. Conf. ‘Duplex stainless steels ‘91’, 325; 118. a. LEFFLER: Proc. Conf. ‘Duplex stainless steels ‘91’, 567; 1991,
1991, Les Ulis, France, Les Editions de Physique. Les Ulis, France, Les Editions de Physique.
100. L. KARLSSON and s. PAK: Proc. Conf. ‘Duplex stainless steels 119. L. FASSINA: Proc. Conf. ‘Duplex stainless steels ‘91’, 579; 1991,
‘91’, 413; 1991, Les Ulis, France, Les Editions de Physique. Les Ulis, France, Les Editions de Physique.
101. p. FAUCHEUR and 1). GILBERT: ‘Duplex stainless steels’, 83; 120. j. I4ILKES, K. BEKKERS, and H. MEELKER: Proc. Conf. ‘Duplex
1986, The Hague, The Netherlands, Nederlands Instituut stainless steels ‘91’, 595; 1991, Les Ulis, France, Les Editions
voor Lastechniek. de Physique.
View publication stats
Materials Science and Technology August 1992 Vol. 8
Potrebbero piacerti anche
- 1 s2.0 S1526612517302542 MainDocumento14 pagine1 s2.0 S1526612517302542 Mainsudish mishraNessuna valutazione finora
- Journal of Manufacturing Processes: Full Length ArticleDocumento14 pagineJournal of Manufacturing Processes: Full Length ArticleSudish Jay MishraNessuna valutazione finora
- Duplex SS HistoryDocumento7 pagineDuplex SS HistoryPedro CarneiroNessuna valutazione finora
- Corrosion Science: E.M. Westin, C.-O.A. Olsson, S. HertzmanDocumento15 pagineCorrosion Science: E.M. Westin, C.-O.A. Olsson, S. Hertzmanpepe martinezNessuna valutazione finora
- Porous ElectrodeDocumento34 paginePorous ElectrodeMirghani MohamedNessuna valutazione finora
- Metalurgia Física ModernaDocumento20 pagineMetalurgia Física ModernaMariliaFrancoNessuna valutazione finora
- Materials For LNG ServicesDocumento10 pagineMaterials For LNG ServicesSung Hyun TakNessuna valutazione finora
- Duplex and Superduplex Stainless SteelsDocumento11 pagineDuplex and Superduplex Stainless SteelscarlonewmannNessuna valutazione finora
- Etc.) - The Number of Grades Is Therefore Seemingly Infinite, With A Large NumberDocumento16 pagineEtc.) - The Number of Grades Is Therefore Seemingly Infinite, With A Large Numberandres16012008Nessuna valutazione finora
- Comparative Study Intergranular Corrosion AISI 304 and CR-MN SS 2012Documento9 pagineComparative Study Intergranular Corrosion AISI 304 and CR-MN SS 2012Adnan SaadiNessuna valutazione finora
- Microstructural and Corrosion ResistanceDocumento37 pagineMicrostructural and Corrosion ResistanceFerdinando Marco Rodrigues BorgesNessuna valutazione finora
- Passive Films On Stainless Steels - Chemistry, Structure and GrowthDocumento12 paginePassive Films On Stainless Steels - Chemistry, Structure and GrowthaauriscNessuna valutazione finora
- Retained Austenite and PittingDocumento6 pagineRetained Austenite and PittingSuhaib AshrafNessuna valutazione finora
- Corrosion-Resistant Component For PEM Fuel Cells: Shuo-Jen Lee, Ching-Han Huang, Jian-Jang Lai, Yu-Pang ChenDocumento7 pagineCorrosion-Resistant Component For PEM Fuel Cells: Shuo-Jen Lee, Ching-Han Huang, Jian-Jang Lai, Yu-Pang ChenSoh Ming LunNessuna valutazione finora
- Corrosion of Stainless SteelsDocumento5 pagineCorrosion of Stainless Steelsparasite0167% (3)
- ActaMat 51 ToroDocumento12 pagineActaMat 51 Toroaltoro44Nessuna valutazione finora
- Taheri2020 - Article - CharacterizationsOfDissimilar DSS-316LDocumento9 pagineTaheri2020 - Article - CharacterizationsOfDissimilar DSS-316Lkamal touilebNessuna valutazione finora
- Rheology and Metal Forming of Fire-Refined CopperDocumento6 pagineRheology and Metal Forming of Fire-Refined CoppervitordeleteNessuna valutazione finora
- The Electrodeposition of Ternary Fe-Cr-Ni AlloysDocumento28 pagineThe Electrodeposition of Ternary Fe-Cr-Ni AlloysMariianiita SalvatoreNessuna valutazione finora
- High Temperature Corrosion of A106 GR B Steel Weldments at 600-800oc in N2-H2S-Mixed GasesDocumento2 pagineHigh Temperature Corrosion of A106 GR B Steel Weldments at 600-800oc in N2-H2S-Mixed GasesshaonaaNessuna valutazione finora
- Considerations For The Weldability of Types 304L and 316L Stainless SteelDocumento8 pagineConsiderations For The Weldability of Types 304L and 316L Stainless Steelluisgonzalezf95Nessuna valutazione finora
- The Role of Niobium in Austenitic and Duplex Stainless SteelsDocumento25 pagineThe Role of Niobium in Austenitic and Duplex Stainless SteelsZoe SideriNessuna valutazione finora
- Mmta 0008 1893FDocumento1 paginaMmta 0008 1893Fjoatanmelo6775Nessuna valutazione finora
- An Examination of Chromium Substitution in Stainless SteelsDocumento11 pagineAn Examination of Chromium Substitution in Stainless SteelsandresNessuna valutazione finora
- Austenitic Stainless SteelsDocumento10 pagineAustenitic Stainless SteelsbramNessuna valutazione finora
- (Paperhub Ir) 10 1016@j Corsci 2016 02 001Documento15 pagine(Paperhub Ir) 10 1016@j Corsci 2016 02 001Mohammad MaroufkhaniNessuna valutazione finora
- Zakaria Et Al-2022Documento10 pagineZakaria Et Al-2022Sudish Mishra (P19ME210)Nessuna valutazione finora
- Schaeffler Diagram PDFDocumento16 pagineSchaeffler Diagram PDFrajesh_14Nessuna valutazione finora
- Schaeffler Diagram PDFDocumento16 pagineSchaeffler Diagram PDFrajesh_14Nessuna valutazione finora
- Iwcc Cu-Vortrag AldDocumento16 pagineIwcc Cu-Vortrag Aldhadjlarbi-h100% (1)
- Decomposition of Austenite in Austenitic Stainless SteelsDocumento13 pagineDecomposition of Austenite in Austenitic Stainless SteelsTina GharaNessuna valutazione finora
- Comin Eli 2014Documento12 pagineComin Eli 2014Dominic TanNessuna valutazione finora
- Duplex Nilsson PaperDocumento20 pagineDuplex Nilsson PaperAnky FadharaniNessuna valutazione finora
- Nitric Acid StorageDocumento7 pagineNitric Acid StorageEr Bali PandhareNessuna valutazione finora
- J. Electrochem. Soc.-2017-Nishimoto-C901-10Documento10 pagineJ. Electrochem. Soc.-2017-Nishimoto-C901-10Geovanny JaenzNessuna valutazione finora
- PVP2006-ICPVT-11-93167: Characterization of Duplex Stainless Steel WeldmentsDocumento10 paginePVP2006-ICPVT-11-93167: Characterization of Duplex Stainless Steel Weldmentscuentas ricardoNessuna valutazione finora
- Sliding Wear ConditionsDocumento8 pagineSliding Wear ConditionsAnantharam GSNessuna valutazione finora
- Microstructure Evolution in Saf 2507 Super Duplex Stainless SteelDocumento7 pagineMicrostructure Evolution in Saf 2507 Super Duplex Stainless SteelDaut CourasNessuna valutazione finora
- Embrittlement of SteelsDocumento26 pagineEmbrittlement of SteelsUlises Quintana CarhuanchoNessuna valutazione finora
- Materials Letters: Y.Y. Song, X.Y. Li, L.J. Rong, D.H. Ping, F.X. Yin, Y.Y. LiDocumento4 pagineMaterials Letters: Y.Y. Song, X.Y. Li, L.J. Rong, D.H. Ping, F.X. Yin, Y.Y. LiGhazal NanaaNessuna valutazione finora
- Materials and Design: N. Yasavol, F. MahboubiDocumento5 pagineMaterials and Design: N. Yasavol, F. MahboubiKalpNessuna valutazione finora
- IJETR021817Documento3 pagineIJETR021817erpublicationNessuna valutazione finora
- Type IV Cracking ReviewDocumento9 pagineType IV Cracking ReviewKuthuraikaranNessuna valutazione finora
- Duplex Steels Part II Carbides and NitridesDocumento9 pagineDuplex Steels Part II Carbides and NitridesKatellin BermudezNessuna valutazione finora
- Duplex Steels Part II Carbides and NitridesDocumento9 pagineDuplex Steels Part II Carbides and NitridesKatellin BermudezNessuna valutazione finora
- Microstructure-Property Relationships in HAZ of New 13% CR Martensitic Stainless SteelsDocumento8 pagineMicrostructure-Property Relationships in HAZ of New 13% CR Martensitic Stainless SteelstazzorroNessuna valutazione finora
- Corrosion Brass, Steel and Brass Coated WiresDocumento13 pagineCorrosion Brass, Steel and Brass Coated WiresMichaela JoanidisovaNessuna valutazione finora
- Steel Esr CernDocumento11 pagineSteel Esr Cernfarchipmm58Nessuna valutazione finora
- Corrosion On WeldmentDocumento5 pagineCorrosion On Weldmentprabuharan89100% (1)
- Welds in The Duplex Stainless Steel: Ciofu Florin, Nioaţă Alin, Dobrotă DanDocumento8 pagineWelds in The Duplex Stainless Steel: Ciofu Florin, Nioaţă Alin, Dobrotă Dankamal touilebNessuna valutazione finora
- Materials 15 00922 PDFDocumento14 pagineMaterials 15 00922 PDFahmed titoNessuna valutazione finora
- Stainless Steel 6Documento10 pagineStainless Steel 6YKAGARWALNessuna valutazione finora
- 1 s2.0 S0921509321016853 MainDocumento9 pagine1 s2.0 S0921509321016853 MainGolla AnilNessuna valutazione finora
- Influence of Tungsten and Carbon Addition On Electrochemical Behaviour of 9 % CR Creep-Resistant SteelDocumento6 pagineInfluence of Tungsten and Carbon Addition On Electrochemical Behaviour of 9 % CR Creep-Resistant SteelElMacheteDelHuesoNessuna valutazione finora
- Materials Science and Engineering ADocumento8 pagineMaterials Science and Engineering Aermes_il_fisicoNessuna valutazione finora
- Copper Flashings And Weatherings - A Practical HandbookDa EverandCopper Flashings And Weatherings - A Practical HandbookNessuna valutazione finora
- The Mechanical and Physical Properties of the British Standard EN Steels (B.S. 970 - 1955): EN 21 to EN 39Da EverandThe Mechanical and Physical Properties of the British Standard EN Steels (B.S. 970 - 1955): EN 21 to EN 39Valutazione: 5 su 5 stelle5/5 (1)
- Die Casting Metallurgy: Butterworths Monographs in MaterialsDa EverandDie Casting Metallurgy: Butterworths Monographs in MaterialsValutazione: 3.5 su 5 stelle3.5/5 (2)
- The Mechanical and Physical Properties of the British Standard En Steels (B.S. 970 - 1955): En 1 to En 20Da EverandThe Mechanical and Physical Properties of the British Standard En Steels (B.S. 970 - 1955): En 1 to En 20Nessuna valutazione finora
- Astm A 106 - A 106M-06Documento8 pagineAstm A 106 - A 106M-06Ramsi AnkziNessuna valutazione finora
- Increasing of Reclamination Sand Compression StrengthDocumento6 pagineIncreasing of Reclamination Sand Compression StrengthVasu RajaNessuna valutazione finora
- Disclosure To Promote The Right To InformationDocumento34 pagineDisclosure To Promote The Right To InformationVasu RajaNessuna valutazione finora
- US4089837Documento6 pagineUS4089837Vasu RajaNessuna valutazione finora
- Process Parameter Optimization of CO2 MouldingDocumento4 pagineProcess Parameter Optimization of CO2 MouldingVasu RajaNessuna valutazione finora
- Defects, Root Causes in Casting Process and Their Remedies: ReviewDocumento8 pagineDefects, Root Causes in Casting Process and Their Remedies: ReviewkoushikraoNessuna valutazione finora
- United States Patent: (45) June 6, 1972Documento4 pagineUnited States Patent: (45) June 6, 1972Vasu RajaNessuna valutazione finora
- Shell Molding Process Guide - The Eagle GroupDocumento27 pagineShell Molding Process Guide - The Eagle GroupVasu RajaNessuna valutazione finora
- Nabl 100Documento51 pagineNabl 100Vasu RajaNessuna valutazione finora
- Er70s 6Documento2 pagineEr70s 6Carlos PadillaNessuna valutazione finora
- Weldingguide ENGDocumento518 pagineWeldingguide ENGBoris Kozjan0% (1)
- Elimination of Pinhole Porosity by Using Fe SeDocumento5 pagineElimination of Pinhole Porosity by Using Fe SeVasu RajaNessuna valutazione finora
- Nabl 191Documento87 pagineNabl 191Vasu RajaNessuna valutazione finora
- Nabl 129 PDFDocumento135 pagineNabl 129 PDFDisha ShahNessuna valutazione finora
- Is 1917.1.1991Documento8 pagineIs 1917.1.1991gurushankarNessuna valutazione finora
- Disclosure To Promote The Right To Information: IS 1811 (1984) : Methods of Sampling Foundry Sands (MTD 14: Foundry)Documento17 pagineDisclosure To Promote The Right To Information: IS 1811 (1984) : Methods of Sampling Foundry Sands (MTD 14: Foundry)Vasu RajaNessuna valutazione finora
- Creehan RD 1984 PHD ThesisDocumento211 pagineCreehan RD 1984 PHD ThesisVasu RajaNessuna valutazione finora
- ISO IEC 17025 2017 Transition TemplateDocumento8 pagineISO IEC 17025 2017 Transition TemplateVasu RajaNessuna valutazione finora
- Turning Carbon Dioxide Into FuelDocumento22 pagineTurning Carbon Dioxide Into FuelVasu RajaNessuna valutazione finora
- Phosphorous Control in Induction Furnace Steel Melting Using LD Slag IJERTV5IS060791 PDFDocumento6 paginePhosphorous Control in Induction Furnace Steel Melting Using LD Slag IJERTV5IS060791 PDFVasu RajaNessuna valutazione finora
- TensileDocumento7 pagineTensiledayglisNessuna valutazione finora
- ACCAB - Corporate BrochureDocumento12 pagineACCAB - Corporate BrochureVasu RajaNessuna valutazione finora
- Practice ASTM E691Documento22 paginePractice ASTM E691Les Nataly Hernando JaqueNessuna valutazione finora
- Material Specification Sheet Saarstahl - C45: 1.0503 BS: Afnor: Sae: Material Group: Chemical Composition: ApplicationDocumento2 pagineMaterial Specification Sheet Saarstahl - C45: 1.0503 BS: Afnor: Sae: Material Group: Chemical Composition: Applicationshankarjb100% (1)
- Risk Assessment in Analytical LaboratoriesDocumento7 pagineRisk Assessment in Analytical LaboratoriesVasu RajaNessuna valutazione finora
- Risk ManagementDocumento19 pagineRisk ManagementChitu IulianNessuna valutazione finora
- ISO31000yNS AustralianaDocumento61 pagineISO31000yNS AustralianaMarco Antonio GuillenNessuna valutazione finora
- Astm A-29Documento16 pagineAstm A-29Jivi' Gernot DunckelNessuna valutazione finora
- Nabl 216Documento17 pagineNabl 216Bhupendra KarandikarNessuna valutazione finora
- Failure Modesand Effects AnalysisDocumento3 pagineFailure Modesand Effects AnalysisVasu RajaNessuna valutazione finora
- 0900-9914 I1 201012 PDFDocumento132 pagine0900-9914 I1 201012 PDFIvan Arjona50% (2)
- Tuesday 12 January 2021: ChemistryDocumento24 pagineTuesday 12 January 2021: Chemistryuchi haNessuna valutazione finora
- Mixing L 6-7Documento60 pagineMixing L 6-7hyde2520015754Nessuna valutazione finora
- Ffu 0000034 01Documento8 pagineFfu 0000034 01Karunia LestariNessuna valutazione finora
- A Better World - Volume 5Documento146 pagineA Better World - Volume 5Zainuddin BusuNessuna valutazione finora
- CHAPTER VI-Design of Stair, Ramp & Lift CoreDocumento15 pagineCHAPTER VI-Design of Stair, Ramp & Lift CoreMahmudul HasanNessuna valutazione finora
- Airborne Doppler Radar Navigation of Jet Transport Aircraft-EftDocumento10 pagineAirborne Doppler Radar Navigation of Jet Transport Aircraft-Eftjulio perezNessuna valutazione finora
- All About CupcakesDocumento4 pagineAll About CupcakesRevtech RevalbosNessuna valutazione finora
- Trane 5 Ton HP Cond submittat4TWB3060-SUB-106 - 05.05 - 11012009Documento2 pagineTrane 5 Ton HP Cond submittat4TWB3060-SUB-106 - 05.05 - 11012009nobleairNessuna valutazione finora
- INTERVIEW QUESTIONS - Verilog - PART-1Documento9 pagineINTERVIEW QUESTIONS - Verilog - PART-1charan tejaNessuna valutazione finora
- Sound Healing For Health and Well - BeingDocumento36 pagineSound Healing For Health and Well - Beingtormenta7azul6225100% (9)
- G 10 ICT WorkSheetc 2.2 English MDocumento8 pagineG 10 ICT WorkSheetc 2.2 English MMohamaad SihatthNessuna valutazione finora
- DEH S4150BT Owners Manual PDFDocumento96 pagineDEH S4150BT Owners Manual PDFfatih konaçoğluNessuna valutazione finora
- 24 Port - 48 Port CAT6A Patch PanelDocumento2 pagine24 Port - 48 Port CAT6A Patch PanelSajid KhanNessuna valutazione finora
- Neurology Condition Assessment Methods: Guillain-Barre Syndrome (GBS) Disability ScoreDocumento15 pagineNeurology Condition Assessment Methods: Guillain-Barre Syndrome (GBS) Disability ScoreMrinmayeeDeshmukhNessuna valutazione finora
- Aerial MV Covered Networks: Worth A New Look?: 2. Medium Voltage Overhead Insulated/ Covered LinesDocumento1 paginaAerial MV Covered Networks: Worth A New Look?: 2. Medium Voltage Overhead Insulated/ Covered LinesAnonymous 1AAjd0Nessuna valutazione finora
- Safety Data Sheet: 1. IdentificationDocumento7 pagineSafety Data Sheet: 1. IdentificationKhobeb MuslimNessuna valutazione finora
- Karunungang BayanDocumento6 pagineKarunungang BayanGeronimo DiazNessuna valutazione finora
- The Interrelationship Between Fashion andDocumento17 pagineThe Interrelationship Between Fashion andpushpak navandarNessuna valutazione finora
- Product Analysis Certificate: Propanol-2 (Iso-Propanol) A.RDocumento1 paginaProduct Analysis Certificate: Propanol-2 (Iso-Propanol) A.RAMMARNessuna valutazione finora
- Technology VocabularyDocumento3 pagineTechnology VocabularyChixo GalaxyNessuna valutazione finora
- Design & Fabrication of Low Cost Small-Scale Fatigue Testing MachineDocumento12 pagineDesign & Fabrication of Low Cost Small-Scale Fatigue Testing MachinekshitijNessuna valutazione finora
- Prof Budi Wiweko - Protokol Dan Pemantauan Stimulasi Ovarium SederhanaDocumento36 pagineProf Budi Wiweko - Protokol Dan Pemantauan Stimulasi Ovarium SederhanaAnisanang BanjarNessuna valutazione finora
- Iec 62031 PDFDocumento16 pagineIec 62031 PDFAlbertoNessuna valutazione finora
- S.No. Components Makes: 1 Grab Cranes - Gantry TypeDocumento4 pagineS.No. Components Makes: 1 Grab Cranes - Gantry TypeHarish KumarNessuna valutazione finora
- Rider's Manual: BMW MotorradDocumento136 pagineRider's Manual: BMW MotorradAlex Quintana100% (1)
- Zbus and Symmetrical Fault AnalysisDocumento20 pagineZbus and Symmetrical Fault Analysishj203800Nessuna valutazione finora
- Ancient CivilizationsDocumento9 pagineAncient CivilizationsMarienne LaoNessuna valutazione finora
- 4mb/01r-Que-2023 Jun Edexcel PastpaperDocumento24 pagine4mb/01r-Que-2023 Jun Edexcel Pastpaperaugust.shwanNessuna valutazione finora