Potrebbero piacerti anche
- MicrowaveDocumento6 pagineMicrowavefirerealm8466Nessuna valutazione finora
- Testing Control and Quality AssuranceDocumento29 pagineTesting Control and Quality AssuranceVishal PoddarNessuna valutazione finora
- Computer Modeling for Injection Molding: Simulation, Optimization, and ControlDa EverandComputer Modeling for Injection Molding: Simulation, Optimization, and ControlHuamin ZhouNessuna valutazione finora
- Robust Design Question Bank-3-8-2011Documento15 pagineRobust Design Question Bank-3-8-2011Thamarai Kannan RamajayamNessuna valutazione finora
- Li 2017 IOP Conf. Ser. Mater. Sci. Eng. 280 012017Documento6 pagineLi 2017 IOP Conf. Ser. Mater. Sci. Eng. 280 012017mohamedNessuna valutazione finora
- Internship Report (Dyeing) On Zaheen Knitwear's Ltd.Documento21 pagineInternship Report (Dyeing) On Zaheen Knitwear's Ltd.MD. Ibrahim KhalilNessuna valutazione finora
- Extrusion Co RotationDocumento6 pagineExtrusion Co RotationOrlandoNessuna valutazione finora
- Pan Automation PresentationDocumento30 paginePan Automation PresentationArun GuptaNessuna valutazione finora
- Corner Lot PDFDocumento35 pagineCorner Lot PDFsureshchattuNessuna valutazione finora
- Optimizing The Lead Time by Reducing The FailureDocumento35 pagineOptimizing The Lead Time by Reducing The FailureAaliya KhanNessuna valutazione finora
- Process Control in Cotton MixingDocumento4 pagineProcess Control in Cotton MixingMANOJNessuna valutazione finora
- Modelling An Ice Cream Factory For Debottlenecking (Technical Report)Documento6 pagineModelling An Ice Cream Factory For Debottlenecking (Technical Report)pangregisterlang99Nessuna valutazione finora
- Statistical Evaluation of Welding Quality in Production: Peter - Hammersberg@chalmers - SeDocumento17 pagineStatistical Evaluation of Welding Quality in Production: Peter - Hammersberg@chalmers - Sekalong malamNessuna valutazione finora
- Pan Automation Presentation PDFDocumento30 paginePan Automation Presentation PDFarcher178100% (1)
- Fogging test standards for automotive leatherDocumento7 pagineFogging test standards for automotive leatheralpersakirmetinNessuna valutazione finora
- Rapid Prototyping and Vacuum Casting in Product Development: E. Weiss, B. WaraczyńskiDocumento3 pagineRapid Prototyping and Vacuum Casting in Product Development: E. Weiss, B. WaraczyńskiDiscord YtNessuna valutazione finora
- CMMT 245Documento74 pagineCMMT 245Gilcimar Cavalcante GilcimarNessuna valutazione finora
- Evolution of The Estimation of The Metallurgical Balance: A.V. Wilke, P.C. Carrasco and M.G. CortesDocumento10 pagineEvolution of The Estimation of The Metallurgical Balance: A.V. Wilke, P.C. Carrasco and M.G. CortesLuis La TorreNessuna valutazione finora
- Dyeing - Cold Pad Batch Project PDFDocumento93 pagineDyeing - Cold Pad Batch Project PDFJaywant Bari86% (22)
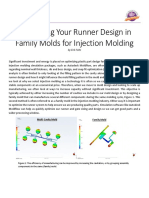
- Optimizing Your Runner Design in Family Molds For Injection MoldingDocumento6 pagineOptimizing Your Runner Design in Family Molds For Injection MoldingVersiNessuna valutazione finora
- Rheological Characterisation of Some (Polymer Modified) Bitumen and Bitumen-Filler System at Compaction and In-Service TemperaturesDocumento8 pagineRheological Characterisation of Some (Polymer Modified) Bitumen and Bitumen-Filler System at Compaction and In-Service TemperaturesSupriyo PNessuna valutazione finora
- Elimination of Viscosity Defect Rate of Acrylic White Flat Latex Paint Production Using Six Sigma MethodDocumento6 pagineElimination of Viscosity Defect Rate of Acrylic White Flat Latex Paint Production Using Six Sigma MethodInternational Journal of Innovative Science and Research TechnologyNessuna valutazione finora
- NewDocumento5 pagineNewA'tiqah ZainalNessuna valutazione finora
- Applying Lean to Improve Welding OperationsDocumento10 pagineApplying Lean to Improve Welding Operationskarthiks12008658Nessuna valutazione finora
- Testing and Quality ControlDocumento51 pagineTesting and Quality ControlVishal PoddarNessuna valutazione finora
- University of JaffnaDocumento9 pagineUniversity of JaffnaRushanth ChandraboseNessuna valutazione finora
- Design and Optimization of Rotary Jet Spinning Process For Production of MicrofibersDocumento7 pagineDesign and Optimization of Rotary Jet Spinning Process For Production of MicrofibersKalai ArasanNessuna valutazione finora
- Poster IMA Sugar-CoatingDocumento5 paginePoster IMA Sugar-CoatingSơn Nguyễn SỹNessuna valutazione finora
- Trinseo - Papercon 2022 - Barrier Coating TestDocumento20 pagineTrinseo - Papercon 2022 - Barrier Coating TestD.B. CooperNessuna valutazione finora
- Horizontal Injection MoldingDocumento6 pagineHorizontal Injection MoldingFaisal IqbalNessuna valutazione finora
- Yield of Micro FabricationDocumento5 pagineYield of Micro FabricationCindy JinNessuna valutazione finora
- Optimization Ice CreamDocumento30 pagineOptimization Ice CreampgcedzovNessuna valutazione finora
- Richa & Co.Documento81 pagineRicha & Co.Vishal ChoudharyNessuna valutazione finora
- Unit 2Documento64 pagineUnit 2Alemayehu gabisaNessuna valutazione finora
- Design and Development of Injection Moulding MachiDocumento6 pagineDesign and Development of Injection Moulding MachiRosanaNessuna valutazione finora
- Latest Generation Sinter Process Optimization SystemsDocumento21 pagineLatest Generation Sinter Process Optimization SystemsolongkodokNessuna valutazione finora
- PSG College of Technology, Coimbatore - 641 004 Semester Examinations, SemesterDocumento3 paginePSG College of Technology, Coimbatore - 641 004 Semester Examinations, SemesterBabitha DhanaNessuna valutazione finora
- Application Report Floculation Micrcapsyle OH - AsdDocumento7 pagineApplication Report Floculation Micrcapsyle OH - AsdSantos PaundeNessuna valutazione finora
- CivilDocumento26 pagineCivilRajdeep PaulNessuna valutazione finora
- KcissDocumento3 pagineKcissRajdeep SinghNessuna valutazione finora
- New Development in Winch Dyeing-Dyeing High Efficiency & Low Energy Consumption High Temperature Dyeing MachineDocumento4 pagineNew Development in Winch Dyeing-Dyeing High Efficiency & Low Energy Consumption High Temperature Dyeing MachineRezaul Karim Tutul100% (1)
- Scaling Up Film Coating ProcessDocumento17 pagineScaling Up Film Coating ProcessshrikantmsdNessuna valutazione finora
- Quality Control PlanDocumento10 pagineQuality Control PlanGAURAV SHARMANessuna valutazione finora
- Experimental Analysis and Investigation of Hot Spot in Rear Cross Over FG260 Solid Disc (SS4404) CastingDocumento4 pagineExperimental Analysis and Investigation of Hot Spot in Rear Cross Over FG260 Solid Disc (SS4404) CastingPrasad AnandNessuna valutazione finora
- Sigmasoft LSRDocumento6 pagineSigmasoft LSRMarta PalenzonaNessuna valutazione finora
- Tutorial Sheet 3Documento3 pagineTutorial Sheet 3KaylaNessuna valutazione finora
- Civil - Highway Lab Manual - 2018Documento17 pagineCivil - Highway Lab Manual - 2018Altamash NadimallaNessuna valutazione finora
- Sma2217 Tutorial 2Documento6 pagineSma2217 Tutorial 2Takotswa Teekay Sithole50% (2)
- Product Development Time and Cost Reduction Through CAE Process Automation - TVSDocumento6 pagineProduct Development Time and Cost Reduction Through CAE Process Automation - TVStrev3rNessuna valutazione finora
- Dynamic Modeling of ADocumento251 pagineDynamic Modeling of ABayu PutraNessuna valutazione finora
- MCL751: Industrial Engineering System /laboratory Lab 7: Six Sigma 6 SigmaDocumento11 pagineMCL751: Industrial Engineering System /laboratory Lab 7: Six Sigma 6 SigmaSURAJ GAVITNessuna valutazione finora
- Applying Six Sigma in Assessing Variation To Reduce Non Conforming Net Weights of Bar Soaps in A Local Soap Manufacturing EnterpriseDocumento11 pagineApplying Six Sigma in Assessing Variation To Reduce Non Conforming Net Weights of Bar Soaps in A Local Soap Manufacturing EnterpriseEditor IJTSRDNessuna valutazione finora
- Quality Assurance & Testing of Powder Coatings: by Chuck Danick Mcwhorter Technologies. Presented atDocumento27 pagineQuality Assurance & Testing of Powder Coatings: by Chuck Danick Mcwhorter Technologies. Presented atСтанислав Подольский100% (1)
- Powder Injection Molding Process in Industrial Fields: ReviewDocumento9 paginePowder Injection Molding Process in Industrial Fields: ReviewandreeaNessuna valutazione finora
- Calibrating micropipettes accuratelyDocumento8 pagineCalibrating micropipettes accuratelyGustavo SánchezNessuna valutazione finora
- Lean VSM CaseDocumento26 pagineLean VSM CasePANKAJNessuna valutazione finora
- Process Design Sample Q Lecture 1Documento4 pagineProcess Design Sample Q Lecture 1umarzamirNessuna valutazione finora
- QA ManualDocumento11 pagineQA ManualFazle Riaz Khan100% (1)
- Filter KostenSenken ENDocumento4 pagineFilter KostenSenken ENLuís CamposNessuna valutazione finora
- Medical Engineering and Physics: A. Collo, S. Almouahed, P. Poignet, C. Hamitouche, E. StindelDocumento7 pagineMedical Engineering and Physics: A. Collo, S. Almouahed, P. Poignet, C. Hamitouche, E. StindelLuís CamposNessuna valutazione finora
- ASK BR Minibooklet Filters DinA6 2015 EN USDocumento20 pagineASK BR Minibooklet Filters DinA6 2015 EN USLuís CamposNessuna valutazione finora
- EXACTFILL Housing For Tubular Filters ENDocumento3 pagineEXACTFILL Housing For Tubular Filters ENLuís CamposNessuna valutazione finora
- Medical Engineering and Physics: A. Collo, S. Almouahed, P. Poignet, C. Hamitouche, E. StindelDocumento7 pagineMedical Engineering and Physics: A. Collo, S. Almouahed, P. Poignet, C. Hamitouche, E. StindelLuís CamposNessuna valutazione finora
- Investment CastingDocumento20 pagineInvestment CastingLuís CamposNessuna valutazione finora
- Engineering Failure Analysis: SciencedirectDocumento10 pagineEngineering Failure Analysis: SciencedirectLuís CamposNessuna valutazione finora
- EnvisionTEC Lost Wax Casting Guide PDFDocumento7 pagineEnvisionTEC Lost Wax Casting Guide PDFLuís CamposNessuna valutazione finora
- Journal of BiomechanicsDocumento9 pagineJournal of BiomechanicsLuís CamposNessuna valutazione finora
- Adhesion Tension Force Between Mould and Pattern Wax in Investment CastingsDocumento6 pagineAdhesion Tension Force Between Mould and Pattern Wax in Investment CastingsLuís CamposNessuna valutazione finora
- Seminar Special CastingDocumento16 pagineSeminar Special CastingAjith SreenathNessuna valutazione finora
- Kevin Kato Fischer Swot AnalysisDocumento17 pagineKevin Kato Fischer Swot AnalysisKevin Kato Fischer100% (2)
- Mission StatementDocumento10 pagineMission StatementJessica JohnsonNessuna valutazione finora
- Nivea Is Widely Known Especially in Skin Care and Beauty ProductsDocumento3 pagineNivea Is Widely Known Especially in Skin Care and Beauty ProductsMyra AbbasiNessuna valutazione finora
- Consumer Satisfaction of Aircel NetworkDocumento5 pagineConsumer Satisfaction of Aircel NetworkSaurabh KumarNessuna valutazione finora
- Cenovnik Vodovod LiveniDocumento160 pagineCenovnik Vodovod LiveniMirko GusicNessuna valutazione finora
- Tax ComputationDocumento13 pagineTax ComputationEcha Sya0% (1)
- Audit BoyntonDocumento27 pagineAudit BoyntonMasdarR.MochJetrezzNessuna valutazione finora
- Construction Kickoff Meeting AgendaDocumento3 pagineConstruction Kickoff Meeting AgendaBernardus Epintanta GintingNessuna valutazione finora
- 1 - Blank Business Plan Template BS MMDocumento26 pagine1 - Blank Business Plan Template BS MMJoenalyn BalayNessuna valutazione finora
- Distridution and Channel MemberDocumento6 pagineDistridution and Channel Memberabdulhaq4Nessuna valutazione finora
- UNDP Interview Questions - GlassdoorDocumento6 pagineUNDP Interview Questions - GlassdoorKumar SaurabhNessuna valutazione finora
- HAZOP ReportDocumento27 pagineHAZOP ReportMuhammad.Saim100% (3)
- NFJPIA Mock Board 2016 - AuditingDocumento8 pagineNFJPIA Mock Board 2016 - AuditingClareng Anne100% (1)
- Rotisserie Affair Deli Marketing PlanDocumento41 pagineRotisserie Affair Deli Marketing PlanAri EngberNessuna valutazione finora
- CDM Regulations EbookDocumento14 pagineCDM Regulations EbookZeeshan BajwaNessuna valutazione finora
- SEED Experiment 5 PartaDocumento6 pagineSEED Experiment 5 PartaDhaval GamechiNessuna valutazione finora
- Comparative Balance Sheets for Pin and San MergerDocumento12 pagineComparative Balance Sheets for Pin and San MergerFuri Fatwa DiniNessuna valutazione finora
- Building Productsspring 2010Documento84 pagineBuilding Productsspring 2010Adrian GhabbhalNessuna valutazione finora
- Kennedy Geographic Consulting Market Outlook 2014 Latin America SummaryDocumento8 pagineKennedy Geographic Consulting Market Outlook 2014 Latin America SummaryD50% (2)
- Sime Darby R&D Advances Oil Palm GenomeDocumento4 pagineSime Darby R&D Advances Oil Palm GenomeAhmad Zubair Hj YahayaNessuna valutazione finora
- Malaysia's Petrochemical Zones For Location PDFDocumento41 pagineMalaysia's Petrochemical Zones For Location PDFWan Faiz50% (2)
- Ciad-Ret-2022-04-01 - Annex 1Documento11 pagineCiad-Ret-2022-04-01 - Annex 1Edmond Jayson PeregilNessuna valutazione finora
- Denali Investors Partner Letter - 2014 Q2Documento6 pagineDenali Investors Partner Letter - 2014 Q2ValueInvestingGuy100% (1)
- Executive SummaryDocumento32 pagineExecutive SummaryMuhammad ZainNessuna valutazione finora
- Concord Final Edition For GBSDocumento35 pagineConcord Final Edition For GBSMahamud Zaman ShumitNessuna valutazione finora
- SAE1Documento555 pagineSAE1Aditya100% (1)
- P15 Business Strategy Strategic Cost Management PDFDocumento4 pagineP15 Business Strategy Strategic Cost Management PDFkiran babuNessuna valutazione finora
- Using Job Design To Motivate Employees To Improve Hi - 2019 - Journal of Air TraDocumento7 pagineUsing Job Design To Motivate Employees To Improve Hi - 2019 - Journal of Air Tragizem akçaNessuna valutazione finora
- Business Risk (D)Documento5 pagineBusiness Risk (D)Tchao AdrienNessuna valutazione finora
- Peoplesoft Enterprise Learning Management: Oracle Data SheetDocumento11 paginePeoplesoft Enterprise Learning Management: Oracle Data SheetnmkamatNessuna valutazione finora
- Functional Safety from Scratch: A Practical Guide to Process Industry ApplicationsDa EverandFunctional Safety from Scratch: A Practical Guide to Process Industry ApplicationsNessuna valutazione finora
- Nuclear Energy in the 21st Century: World Nuclear University PressDa EverandNuclear Energy in the 21st Century: World Nuclear University PressValutazione: 4.5 su 5 stelle4.5/5 (3)
- Faster: How a Jewish Driver, an American Heiress, and a Legendary Car Beat Hitler's BestDa EverandFaster: How a Jewish Driver, an American Heiress, and a Legendary Car Beat Hitler's BestValutazione: 4 su 5 stelle4/5 (28)
- Across the Airless Wilds: The Lunar Rover and the Triumph of the Final Moon LandingsDa EverandAcross the Airless Wilds: The Lunar Rover and the Triumph of the Final Moon LandingsNessuna valutazione finora
- How to Design and Install In-Car Entertainment SystemsDa EverandHow to Design and Install In-Car Entertainment SystemsValutazione: 5 su 5 stelle5/5 (1)
- Trevor Kletz Compendium: His Process Safety Wisdom Updated for a New GenerationDa EverandTrevor Kletz Compendium: His Process Safety Wisdom Updated for a New GenerationNessuna valutazione finora
- Piping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationDa EverandPiping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationValutazione: 4 su 5 stelle4/5 (18)
- Understanding Automotive Electronics: An Engineering PerspectiveDa EverandUnderstanding Automotive Electronics: An Engineering PerspectiveValutazione: 3.5 su 5 stelle3.5/5 (16)
- ASE A1 Engine Repair Study Guide: Complete Review & Test Prep For The ASE A1 Engine Repair Exam: With Three Full-Length Practice Tests & AnswersDa EverandASE A1 Engine Repair Study Guide: Complete Review & Test Prep For The ASE A1 Engine Repair Exam: With Three Full-Length Practice Tests & AnswersNessuna valutazione finora
- How to Drive an Exotic Car and get PaidDa EverandHow to Drive an Exotic Car and get PaidValutazione: 4.5 su 5 stelle4.5/5 (3)
- Making Toys, Revised Edition: Heirloom Cars & Trucks in WoodDa EverandMaking Toys, Revised Edition: Heirloom Cars & Trucks in WoodValutazione: 4 su 5 stelle4/5 (3)
- Automotive Electronic Diagnostics (Course 1)Da EverandAutomotive Electronic Diagnostics (Course 1)Valutazione: 5 su 5 stelle5/5 (6)
- Build Your Own Electric Vehicle, Third EditionDa EverandBuild Your Own Electric Vehicle, Third EditionValutazione: 4.5 su 5 stelle4.5/5 (3)
- Advanced Process Control: Beyond Single Loop ControlDa EverandAdvanced Process Control: Beyond Single Loop ControlNessuna valutazione finora
- An Introduction to the Periodic Table of Elements : Chemistry Textbook Grade 8 | Children's Chemistry BooksDa EverandAn Introduction to the Periodic Table of Elements : Chemistry Textbook Grade 8 | Children's Chemistry BooksValutazione: 5 su 5 stelle5/5 (1)
- LS Swaps: How to Swap GM LS Engines into Almost AnythingDa EverandLS Swaps: How to Swap GM LS Engines into Almost AnythingValutazione: 3.5 su 5 stelle3.5/5 (2)
- Chemical Process Safety: Learning from Case HistoriesDa EverandChemical Process Safety: Learning from Case HistoriesValutazione: 4 su 5 stelle4/5 (14)
- The RVer's Bible (Revised and Updated): Everything You Need to Know About Choosing, Using, and Enjoying Your RVDa EverandThe RVer's Bible (Revised and Updated): Everything You Need to Know About Choosing, Using, and Enjoying Your RVValutazione: 5 su 5 stelle5/5 (2)
- Official CDL Study Guide: Commercial Driver’s License Guide: Exam Prep, Practice Test Questions, and Beginner Friendly Training for Classes A, B, & C.Da EverandOfficial CDL Study Guide: Commercial Driver’s License Guide: Exam Prep, Practice Test Questions, and Beginner Friendly Training for Classes A, B, & C.Nessuna valutazione finora
- Process Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentDa EverandProcess Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentNessuna valutazione finora