Potrebbero piacerti anche
- Fabricacion de Una PoleaDocumento24 pagineFabricacion de Una PoleaJose Angel Chirguita67% (3)
- Deber Torno 201720Documento4 pagineDeber Torno 201720Carlos Alberto Andrade Naranjo100% (1)
- Elementos de Sujeción en El TornoDocumento18 pagineElementos de Sujeción en El Tornorozure0% (1)
- Cálculo de elementos de engranajes cónicos métricosDocumento5 pagineCálculo de elementos de engranajes cónicos métricosMarcos GarciaNessuna valutazione finora
- Talladora de EngranajesDocumento9 pagineTalladora de EngranajesnaueccNessuna valutazione finora
- Códigos NC fresadora tornoDocumento13 pagineCódigos NC fresadora tornorguzmanabundisNessuna valutazione finora
- Aparato Divisor y Tipos de EngranesDocumento43 pagineAparato Divisor y Tipos de EngranesÁngelMontoyaNessuna valutazione finora
- Afilado de BurilDocumento9 pagineAfilado de BurilEmmanuelDavidDLNessuna valutazione finora
- Guía práctica de torneado: procesos y herramientas básicasDocumento21 pagineGuía práctica de torneado: procesos y herramientas básicasAlejandroNessuna valutazione finora
- Deduccion de Formulas de Fuerza y Potencia de TaladroDocumento20 pagineDeduccion de Formulas de Fuerza y Potencia de TaladroCarlos Galarza100% (2)
- ACUÑADODocumento3 pagineACUÑADOIker ReyesNessuna valutazione finora
- Cabezal universal divisor: funciones y métodos de aplicaciónDocumento10 pagineCabezal universal divisor: funciones y métodos de aplicaciónJose BallesterNessuna valutazione finora
- Codigos G Torno CNCDocumento1 paginaCodigos G Torno CNCLuis Armando Valero AlcalaNessuna valutazione finora
- Desmontaje y montaje máquina herramientas 40 tornillosDocumento1 paginaDesmontaje y montaje máquina herramientas 40 tornilloschristian rojas100% (1)
- Mecanizado de ArbolesDocumento5 pagineMecanizado de ArbolesidexchimbiteNessuna valutazione finora
- Caja NortonDocumento5 pagineCaja NortonJosé E. MartínezNessuna valutazione finora
- Informe Practica FresadoDocumento14 pagineInforme Practica FresadoblindcharmNessuna valutazione finora
- Ejercicios de Roscado PDFDocumento4 pagineEjercicios de Roscado PDFbelegFinrodNessuna valutazione finora
- Engranaje recto diferencial fresado aluminioDocumento5 pagineEngranaje recto diferencial fresado aluminioMecanizado SenaNessuna valutazione finora
- Esmeriladora FinalDocumento10 pagineEsmeriladora FinalAndy JhosmárNessuna valutazione finora
- Cálculo de engranajes cónicos rectos estándarDocumento1 paginaCálculo de engranajes cónicos rectos estándardeliaabreguNessuna valutazione finora
- Calculo de Engranajes Conicos Rectos Standard 30-72 DientesDocumento1 paginaCalculo de Engranajes Conicos Rectos Standard 30-72 DientesCarlosNessuna valutazione finora
- Hoja de Procesos Chapa MetálicaDocumento3 pagineHoja de Procesos Chapa MetálicaAlex AndrangoNessuna valutazione finora
- El RoscadoDocumento11 pagineEl RoscadoUbaldo Sanchez100% (3)
- Manual Despiece Torno Paralelo GAMMADocumento16 pagineManual Despiece Torno Paralelo GAMMALucas Pablo100% (2)
- Fundicion en Modelo ConsumibleDocumento3 pagineFundicion en Modelo ConsumiblePelucheNessuna valutazione finora
- Engranajes Cónicos de Dientes Rectos (Documento27 pagineEngranajes Cónicos de Dientes Rectos (dilalo9501100% (4)
- Geometria de FiloDocumento3 pagineGeometria de Filoco-ka06Nessuna valutazione finora
- Esmerilado: proceso de remoción de material con partículas abrasivasDocumento48 pagineEsmerilado: proceso de remoción de material con partículas abrasivasMatiasNessuna valutazione finora
- TORNO Velocidad J Avance y Profundidad de CorteDocumento17 pagineTORNO Velocidad J Avance y Profundidad de CorteRicardo Maldonado100% (1)
- Esfuerzos Combinados y Medición de Esfuerzos Pórtico Soportando Una Carga VerticalDocumento11 pagineEsfuerzos Combinados y Medición de Esfuerzos Pórtico Soportando Una Carga VerticalErick Iñaguazo PindoNessuna valutazione finora
- Hoja de Procesos Martillo ComboDocumento2 pagineHoja de Procesos Martillo ComboGabriel Paredes33% (3)
- Afilado de Brocas y Cálculo de Velocidad de CorteDocumento23 pagineAfilado de Brocas y Cálculo de Velocidad de Cortesofia castrogNessuna valutazione finora
- Afilado de Herramientas (M-10)Documento81 pagineAfilado de Herramientas (M-10)Jose Miguel TorizNessuna valutazione finora
- Cabezal Divisor FresadoraDocumento33 pagineCabezal Divisor FresadoraCharlieNessuna valutazione finora
- Fresadora - VC, Va, N, TiempoDocumento24 pagineFresadora - VC, Va, N, TiempoPaolo Bardales DiazNessuna valutazione finora
- Afilado Broca InformeDocumento4 pagineAfilado Broca InformeEdison AceldoNessuna valutazione finora
- Hoja de Procesos Tornillo Sin FinDocumento8 pagineHoja de Procesos Tornillo Sin FinRodrigo ChuraNessuna valutazione finora
- Manual de Mantenimiento A Máquina Fresadora OIMSA FTX-8 1Documento52 pagineManual de Mantenimiento A Máquina Fresadora OIMSA FTX-8 1Eddy Pérez50% (2)
- TALADRO FRESADOR - InformedocxDocumento4 pagineTALADRO FRESADOR - InformedocxDaniloCH75% (4)
- Roscas Unificadas Sistema Ingles, Sistema InternacionalDocumento3 pagineRoscas Unificadas Sistema Ingles, Sistema Internacionalgiovanny alvarado100% (1)
- Barrenado y su proceso enDocumento7 pagineBarrenado y su proceso enInnokentiyKeshaABNessuna valutazione finora
- Mecanizado de engranajesDocumento4 pagineMecanizado de engranajesOtoniel Olán JiménezNessuna valutazione finora
- Entallado Fellows 2Documento14 pagineEntallado Fellows 2Glenn CM100% (4)
- Homework #5 PDFDocumento3 pagineHomework #5 PDFGilberto Giovani Uribe MartinezNessuna valutazione finora
- Procesos de Arranque de VirutaDocumento6 pagineProcesos de Arranque de VirutaFranklin Sanchez100% (1)
- FRESADODocumento6 pagineFRESADOJudith CervantesNessuna valutazione finora
- Aserrado Con Máquina HerramientaDocumento2 pagineAserrado Con Máquina HerramientaKenneth Alfaro100% (1)
- Cálculo fuerza troquelado acero 1010 pieza D=50mm d=20mmDocumento2 pagineCálculo fuerza troquelado acero 1010 pieza D=50mm d=20mmkNessuna valutazione finora
- Hoja de Procesos FinalizadoDocumento27 pagineHoja de Procesos FinalizadoGary TitoNessuna valutazione finora
- Dibujo de engranajes cónicos con Solid EdgeDocumento7 pagineDibujo de engranajes cónicos con Solid EdgeoycohawkNessuna valutazione finora
- Operaciones Del TornoDocumento2 pagineOperaciones Del TornojesseniaNessuna valutazione finora
- Fresado PDFDocumento11 pagineFresado PDFPablito Alfa GtNessuna valutazione finora
- Deber 3 DMDocumento3 pagineDeber 3 DMnicky nolivosNessuna valutazione finora
- Metodos de Division (Recto)Documento8 pagineMetodos de Division (Recto)Alan Vallejos Cerda0% (1)
- 5 Cálculos Pples en TroquelesDocumento33 pagine5 Cálculos Pples en TroquelesfelipeNessuna valutazione finora
- Informe de CuchillaDocumento11 pagineInforme de CuchillaIv TailNessuna valutazione finora
- Tpn2 Stekler GustavoDocumento26 pagineTpn2 Stekler GustavoLUISSPERBERNessuna valutazione finora
- Proyecto FundiciónDocumento38 pagineProyecto FundiciónRoman Aquilino Nguema NchamaNessuna valutazione finora
- Diseño de ChapaDocumento28 pagineDiseño de ChapaFranklin GonzalesNessuna valutazione finora
- Guia 1 Matematica BasicaDocumento11 pagineGuia 1 Matematica Basicajavierdario plazas rinconNessuna valutazione finora
- Evidecias Guia #8Documento9 pagineEvidecias Guia #8javierdario plazas rinconNessuna valutazione finora
- Clasificacion de Los Motores EléctricosDocumento15 pagineClasificacion de Los Motores EléctricosAngel De Jesus Olvera BarreraNessuna valutazione finora
- Formato Identificacion Estilos de Aprendizaje Final 2Documento18 pagineFormato Identificacion Estilos de Aprendizaje Final 2Manue ZebalNessuna valutazione finora
- Catalogo+DEWALT de Maquinas PDFDocumento68 pagineCatalogo+DEWALT de Maquinas PDFjavierdario plazas rinconNessuna valutazione finora
- Conductores Eléctricos y Empalmes PDFDocumento82 pagineConductores Eléctricos y Empalmes PDFivan.giraldo75% (8)
- 11 MARZO 2016 Comentarios de La Comision de ExpertosDocumento20 pagine11 MARZO 2016 Comentarios de La Comision de Expertosjavierdario plazas rinconNessuna valutazione finora
- Fuentes LuminosasDocumento68 pagineFuentes LuminosasErvin SmithNessuna valutazione finora
- Bomba de PaletaDocumento6 pagineBomba de PaletaLoreto Urizar Tapia100% (1)
- Conductores Eléctricos y Empalmes PDFDocumento82 pagineConductores Eléctricos y Empalmes PDFivan.giraldo75% (8)
- Energia HidraulicaDocumento7 pagineEnergia Hidraulicaapi-240855504Nessuna valutazione finora
- Clase 2Documento54 pagineClase 2javierdario plazas rinconNessuna valutazione finora
- Clase 2Documento54 pagineClase 2javierdario plazas rinconNessuna valutazione finora
- Maquinas Electricas Diagramas Electronicos 2Documento3 pagineMaquinas Electricas Diagramas Electronicos 2jorgedominNessuna valutazione finora
- 11 MARZO 2016 Comentarios de La Comision de ExpertosDocumento20 pagine11 MARZO 2016 Comentarios de La Comision de Expertosjavierdario plazas rinconNessuna valutazione finora
- Electricidad Basica DiapositivasDocumento19 pagineElectricidad Basica Diapositivasjavierdario plazas rinconNessuna valutazione finora
- Electricidad Basica 3Documento12 pagineElectricidad Basica 3vicotegNessuna valutazione finora
- Empalmes EléctricosDocumento12 pagineEmpalmes Eléctricosrodrigoamj100% (10)
- EEOLICA Febrero2012 G9 PDFDocumento104 pagineEEOLICA Febrero2012 G9 PDFJuan PeraltaNessuna valutazione finora
- Bomba de PaletaDocumento6 pagineBomba de PaletaLoreto Urizar Tapia100% (1)
- Breakers O Tacos PDFDocumento18 pagineBreakers O Tacos PDFCesar Carlos Caballero CardenasNessuna valutazione finora
- Conductores Eléctricos y Empalmes PDFDocumento82 pagineConductores Eléctricos y Empalmes PDFivan.giraldo75% (8)
- Diagrama de BloqueDocumento1 paginaDiagrama de Bloquejavierdario plazas rinconNessuna valutazione finora
- 2 Energias Unidades TiposDocumento30 pagine2 Energias Unidades Tiposjavierdario plazas rinconNessuna valutazione finora
- Maquinas Electricas Diagramas Electronicos 2Documento3 pagineMaquinas Electricas Diagramas Electronicos 2jorgedominNessuna valutazione finora
- Selección de Maquinaria Y EquipoDocumento4 pagineSelección de Maquinaria Y EquipoRouse Calderón64% (11)
- Bomba de PaletaDocumento6 pagineBomba de PaletaLoreto Urizar Tapia100% (1)
- Conductores ElectricosDocumento114 pagineConductores Electricosjavierdario plazas rinconNessuna valutazione finora
- Reglamento PDFDocumento36 pagineReglamento PDFDavid Gabriel Andrade PalauNessuna valutazione finora
- Trabajo de Quimica El AtomoDocumento13 pagineTrabajo de Quimica El Atomojavierdario plazas rinconNessuna valutazione finora
- Patricia Tesis Maestria 2016Documento102 paginePatricia Tesis Maestria 2016Jorginho Palomino Sarango100% (1)
- Cubrejuntas de DilataciónDocumento6 pagineCubrejuntas de DilataciónJuanNessuna valutazione finora
- Acero InoxidableDocumento6 pagineAcero InoxidableVicky RamosNessuna valutazione finora
- Madera para EncofradosDocumento12 pagineMadera para EncofradosErwin Alexis Carrasco RamosNessuna valutazione finora
- Final - Instalaciones Sanitarias Costos UnitariosDocumento31 pagineFinal - Instalaciones Sanitarias Costos UnitariosCarlos Enrique Cumpa VieyraNessuna valutazione finora
- Precios Descompuestos Cerramiento2Documento2 paginePrecios Descompuestos Cerramiento2josele85Nessuna valutazione finora
- Planos Panel PublicitarioDocumento3 paginePlanos Panel Publicitariojosalk100% (2)
- Curso Tecnología Naval IDocumento11 pagineCurso Tecnología Naval Iconmec.crplNessuna valutazione finora
- Solicitud Ingreso Vehículos No Acreditados Grua 160 TonDocumento4 pagineSolicitud Ingreso Vehículos No Acreditados Grua 160 TonAlan Figueroa PobleteNessuna valutazione finora
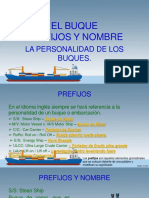
- El Buque Prefijos y NombreDocumento16 pagineEl Buque Prefijos y NombreoscarNessuna valutazione finora
- Accidentes fatales mineros 2008Documento3 pagineAccidentes fatales mineros 2008geraldini meril chavez cespedesNessuna valutazione finora
- CobreDocumento24 pagineCobreprocrastinate1969Nessuna valutazione finora
- Construccion Mercado Las Mercedes Riberalta Arreg FebDocumento212 pagineConstruccion Mercado Las Mercedes Riberalta Arreg Febandresanagua1988Nessuna valutazione finora
- Fase 2 - CCCDocumento7 pagineFase 2 - CCCalex naranjoNessuna valutazione finora
- Especificaciones TécnicasDocumento7 pagineEspecificaciones TécnicasCarlos MoralesNessuna valutazione finora
- Agencias NavierasDocumento2 pagineAgencias NavierasIgnacio JoaquinNessuna valutazione finora
- MINA ORCOPAMPA Metodo de ExplotacionDocumento15 pagineMINA ORCOPAMPA Metodo de ExplotacionJulio RiosNessuna valutazione finora
- GDIET001 - Instalacion Conex Agua y Alcant para Mantenimiento - V01Documento9 pagineGDIET001 - Instalacion Conex Agua y Alcant para Mantenimiento - V01leandromituniNessuna valutazione finora
- Transporte Aereo Temas Actuales para America Latina y El Caribe Regulacion y EconomiaDocumento36 pagineTransporte Aereo Temas Actuales para America Latina y El Caribe Regulacion y EconomiaClaudiaNessuna valutazione finora
- Procesos metalúrgicos y térmicosDocumento5 pagineProcesos metalúrgicos y térmicosJosé Miguel Bravo SánchezNessuna valutazione finora
- Empresa para CotizarDocumento6 pagineEmpresa para CotizarNostar Francesco ColmenaresNessuna valutazione finora
- Ra7 038Documento9 pagineRa7 038Luis GuevaraNessuna valutazione finora
- Tipos de Carga AéreaDocumento44 pagineTipos de Carga AéreaAlbert DurandNessuna valutazione finora
- Catálogo invernadero multitúnelDocumento40 pagineCatálogo invernadero multitúnelfsilva118Nessuna valutazione finora
- Cal Culo GasDocumento6 pagineCal Culo GasAlma MorrugaresNessuna valutazione finora
- Instalaciones ElectricasDocumento20 pagineInstalaciones ElectricasAntonio Guzman RojasNessuna valutazione finora
- IgusDocumento122 pagineIgusdavih007Nessuna valutazione finora
- Formato La PositivaDocumento3 pagineFormato La PositivaCarlin E C ParedesNessuna valutazione finora
- Rotación de BosquesDocumento7 pagineRotación de BosquesAméricoHuancoNessuna valutazione finora
- Soluc LocalizaciodfsfnDocumento12 pagineSoluc LocalizaciodfsfnPabloHHLuyo50% (2)