Potrebbero piacerti anche
- UF1214 - Mantenimiento de motores térmicos de dos y cuatro tiemposDa EverandUF1214 - Mantenimiento de motores térmicos de dos y cuatro tiemposValutazione: 5 su 5 stelle5/5 (1)
- Rectificado de Motores DieselDocumento19 pagineRectificado de Motores DieselYuliethsita Pulido100% (4)
- Mantenimiento del sistema de arranque del motor del vehículo. TMVG0209Da EverandMantenimiento del sistema de arranque del motor del vehículo. TMVG0209Valutazione: 5 su 5 stelle5/5 (2)
- Ajuste de MotorDocumento26 pagineAjuste de MotorSebastián RockNessuna valutazione finora
- UF1216 - Mantenimiento de sistemas auxiliares del motor de ciclo ottoDa EverandUF1216 - Mantenimiento de sistemas auxiliares del motor de ciclo ottoValutazione: 4 su 5 stelle4/5 (4)
- Rectificado de MotoresDocumento46 pagineRectificado de MotoresJuan Pablo Diaz Beltran100% (1)
- Mantenimiento de sistemas auxiliares del motor de ciclo diésel. TMVG0409Da EverandMantenimiento de sistemas auxiliares del motor de ciclo diésel. TMVG0409Valutazione: 5 su 5 stelle5/5 (7)
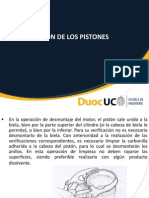
- Verificación de Los PistonesDocumento70 pagineVerificación de Los PistonesNestor Antonio Gallardo ArosNessuna valutazione finora
- Mantenimiento auxiliar de sistemas mecánicos y fluidos de aeronaves. TMVO0109Da EverandMantenimiento auxiliar de sistemas mecánicos y fluidos de aeronaves. TMVO0109Nessuna valutazione finora
- Ajuste de MotorDocumento25 pagineAjuste de MotorÆxis QuevedoNessuna valutazione finora
- Verificación de Los PistonesDocumento62 pagineVerificación de Los PistonesDante Eliezer Mora Farias62% (13)
- INTRODUCCIÓNDocumento14 pagineINTRODUCCIÓNAnonymous 4sAF9cm9V3Nessuna valutazione finora
- Rectificado Cilindro InteriorDocumento9 pagineRectificado Cilindro InteriorJESSYNessuna valutazione finora
- Balanceo y Mediciones Del CigüeñalDocumento9 pagineBalanceo y Mediciones Del Cigüeñalnivar30% (2)
- BIELASDocumento19 pagineBIELASJhonatan Misael Garcia Chacon100% (1)
- Recti Fica DoDocumento4 pagineRecti Fica DoElvis Valentin PicoyNessuna valutazione finora
- Que Es Rectificar Un MotorDocumento8 pagineQue Es Rectificar Un MotorWillian Grover Mamani ChinoNessuna valutazione finora
- CigueñalDocumento62 pagineCigueñalRoger MontecinosNessuna valutazione finora
- Anexos de Rectificación de CilindrosDocumento3 pagineAnexos de Rectificación de CilindrosVictor ArapaNessuna valutazione finora
- Algunas Recomendaciones para AjusteDocumento26 pagineAlgunas Recomendaciones para AjusteClaudio nuñezNessuna valutazione finora
- Capitulos 1,2 y 3 Señor OjedaDocumento11 pagineCapitulos 1,2 y 3 Señor OjedaMiguelQuishpeNessuna valutazione finora
- Rectificado de Cilindros de Interiores 2Documento21 pagineRectificado de Cilindros de Interiores 2JESSYNessuna valutazione finora
- Trucaje Motor 1Documento31 pagineTrucaje Motor 1Xavier AlvarezNessuna valutazione finora
- Montaje - BielasDocumento21 pagineMontaje - BielasAso Mecánica Naval100% (1)
- Evidencian3yv 13648fd06ea675cDocumento4 pagineEvidencian3yv 13648fd06ea675cyeiner alonso vega pontonNessuna valutazione finora
- InvestigaciónDocumento4 pagineInvestigaciónWily Melendres PalmaNessuna valutazione finora
- Verificacion Culata Del MotorDocumento24 pagineVerificacion Culata Del MotorSergio Perlaza100% (1)
- El Cigueñal y Su BalanceoDocumento4 pagineEl Cigueñal y Su BalanceoMarcelo PadillaNessuna valutazione finora
- Ejes CompensadoresDocumento65 pagineEjes CompensadoresLuis Antonio Flores TorresNessuna valutazione finora
- Rectificacion de CigueñalDocumento11 pagineRectificacion de CigueñalRicardo SudNessuna valutazione finora
- Chavez 121105113504 Phpapp01Documento2 pagineChavez 121105113504 Phpapp01Juan DavidNessuna valutazione finora
- Investigacion Motor Estandar y RectificadoDocumento9 pagineInvestigacion Motor Estandar y RectificadoStefano MijaelNessuna valutazione finora
- Brazo de BielaDocumento14 pagineBrazo de BielaSTALYN PAUL FLORES CHACONNessuna valutazione finora
- Verificaciones e Inspecciones Al Bloque de Motor y Partes MóvilesDocumento7 pagineVerificaciones e Inspecciones Al Bloque de Motor y Partes MóvilesRoel Hector Cruz AnampaNessuna valutazione finora
- Motores de Combustion Presentacion2Documento36 pagineMotores de Combustion Presentacion2stalinNessuna valutazione finora
- Rectificado de MotorDocumento9 pagineRectificado de MotorIvangio ReyesNessuna valutazione finora
- Rectificacion Bloque de MotorDocumento16 pagineRectificacion Bloque de MotorLaura GutierrezNessuna valutazione finora
- Pistones, Anillos y BielasDocumento17 paginePistones, Anillos y BielasWilliam Alexander Cruz50% (4)
- Analisis y Verificacion Del Estado Del Bloque Del MotorDocumento4 pagineAnalisis y Verificacion Del Estado Del Bloque Del MotorAndrea MonteroNessuna valutazione finora
- Pistones, Anillos y BielasDocumento32 paginePistones, Anillos y BielasVictor Daniel Rodriguez MarmolejoNessuna valutazione finora
- Luz de AnillosDocumento4 pagineLuz de AnillosAH Sergio91% (32)
- Anillas y Pasadores de PistónDocumento141 pagineAnillas y Pasadores de PistónRoger Montecinos50% (2)
- Monoblock PDFDocumento30 pagineMonoblock PDFGustavo PérezNessuna valutazione finora
- Los Motores de Pistones Opuestos No Deben Confundirse Con Los Motores BóxerDocumento34 pagineLos Motores de Pistones Opuestos No Deben Confundirse Con Los Motores BóxerEiner CorzoNessuna valutazione finora
- Rectificado de MotoresDocumento9 pagineRectificado de MotoresLeo GabarainNessuna valutazione finora
- Tema 3 Elementos Móviles Del MotorDocumento11 pagineTema 3 Elementos Móviles Del MotorAriel Condori ChiquisuyaNessuna valutazione finora
- Informe Del Motor 5e AsuxiliarDocumento8 pagineInforme Del Motor 5e AsuxiliarLuis Alberto Maldonado Sanchez89% (9)
- Conicidad y OvalamientoDocumento8 pagineConicidad y OvalamientoPaúl Solís100% (2)
- Bloque Del MotorDocumento8 pagineBloque Del MotorAndres RuizNessuna valutazione finora
- Introducción A Los Procesos AbrasivosDocumento48 pagineIntroducción A Los Procesos AbrasivosTavo Gato Viejo UNessuna valutazione finora
- Bloque Motor-CigueñalDocumento74 pagineBloque Motor-CigueñalProyecto MusicNessuna valutazione finora
- Segmentos de PistonesDocumento7 pagineSegmentos de PistonesAngel MaikyNessuna valutazione finora
- Anillos de PistónDocumento4 pagineAnillos de PistónJuan Betancur OsorioNessuna valutazione finora
- Aspectos Constructivos Generales de Los Elementos de Un CompresorDocumento9 pagineAspectos Constructivos Generales de Los Elementos de Un CompresorMarcelo Mamani EspinozaNessuna valutazione finora
- Informe de Enrinado Del Motor Otto 4 TiempoDocumento29 pagineInforme de Enrinado Del Motor Otto 4 TiempoIo Soy100% (13)
- PistonDocumento3 paginePistonrdrysdsNessuna valutazione finora
- El CigüeñalDocumento13 pagineEl CigüeñalanthonyNessuna valutazione finora
- Medidas 3208Documento13 pagineMedidas 3208joseNessuna valutazione finora
- Anillas y Pasadores de PistónDocumento119 pagineAnillas y Pasadores de PistónDiego Loza100% (1)
- Mecanica de AjusteDocumento17 pagineMecanica de AjusteROLANDNessuna valutazione finora
- Expediente ClinidoDocumento15 pagineExpediente ClinidoLeo MancillaNessuna valutazione finora
- Gestión Del Talento HumanoDocumento8 pagineGestión Del Talento HumanoLeo Mancilla0% (1)
- Ciencias Que Se Derivan de La FilosofiaDocumento7 pagineCiencias Que Se Derivan de La FilosofiaLeo MancillaNessuna valutazione finora
- Estilos de La Carta ComericlaDocumento2 pagineEstilos de La Carta ComericlaLeo Mancilla100% (2)
- ActivoDocumento4 pagineActivoLeo MancillaNessuna valutazione finora
- Actividades de Un Auxiliar de Enfermería en Cada Nivel de AtenciónDocumento5 pagineActividades de Un Auxiliar de Enfermería en Cada Nivel de AtenciónLeo MancillaNessuna valutazione finora
- Cuentas de Activo CorrienteDocumento7 pagineCuentas de Activo CorrienteLeo MancillaNessuna valutazione finora
- Componentes de La SangreDocumento3 pagineComponentes de La SangreLeo MancillaNessuna valutazione finora
- Contexto Nacional de SaludDocumento2 pagineContexto Nacional de SaludLeo Mancilla100% (3)
- 13 Signos Del TeatroDocumento4 pagine13 Signos Del TeatroLeo MancillaNessuna valutazione finora
- Ventajas Del Teléfono CelularDocumento5 pagineVentajas Del Teléfono CelularLeo MancillaNessuna valutazione finora
- Valores en La FamiliaDocumento5 pagineValores en La FamiliaLeo Mancilla100% (1)
- Aldea Caparja Camotan ChiquimulaDocumento2 pagineAldea Caparja Camotan ChiquimulaLeo MancillaNessuna valutazione finora
- Centro de Salud Tipo BDocumento6 pagineCentro de Salud Tipo BLeo MancillaNessuna valutazione finora
- Tipos de SaltoDocumento3 pagineTipos de SaltoLeo Mancilla100% (1)
- La Liebre y La TortugaDocumento11 pagineLa Liebre y La TortugaLeo MancillaNessuna valutazione finora
- MATE - TAREA 2 - Expresiones AlgebraicasDocumento4 pagineMATE - TAREA 2 - Expresiones Algebraicase-JOSE MIGUEL MARTINEZ VINTIMILLANessuna valutazione finora
- Bomba de Sodio y PotasioDocumento6 pagineBomba de Sodio y PotasioFernandita KarolinitaNessuna valutazione finora
- 3WT82526AA000AA2 Datasheet EsDocumento4 pagine3WT82526AA000AA2 Datasheet Eslilian cruz alfaroNessuna valutazione finora
- 220 3PS P000 00009Documento15 pagine220 3PS P000 00009FernandoNessuna valutazione finora
- Practica #1 - LABORATORIO Aldair Ticllas BerrocalDocumento6 paginePractica #1 - LABORATORIO Aldair Ticllas BerrocalgracielaNessuna valutazione finora
- Anteproyecto Manuel SernaDocumento10 pagineAnteproyecto Manuel SernaUriiel Armstrong BunburyyNessuna valutazione finora
- Decreto Supremo #025-2021-MTCDocumento10 pagineDecreto Supremo #025-2021-MTCDiario Oficial El PeruanoNessuna valutazione finora
- Instrument AlesDocumento9 pagineInstrument AlespachocyjNessuna valutazione finora
- El Placer de MatarDocumento13 pagineEl Placer de MatarPibe Daniel50% (4)
- BOE Convocatoria para La Rehabilitación Del Título de Marqués de CelaDocumento2 pagineBOE Convocatoria para La Rehabilitación Del Título de Marqués de Celadanone1245Nessuna valutazione finora
- Laboratorio 5 - Fisica 4Documento14 pagineLaboratorio 5 - Fisica 4Pedro ValverdeNessuna valutazione finora
- Conceptos de TopografíaDocumento12 pagineConceptos de TopografíaLuis CulebroNessuna valutazione finora
- Prob Exam PDFDocumento20 pagineProb Exam PDFJuanJavierFloresFernandez0% (1)
- Quimica Sanitaria MuestreoDocumento15 pagineQuimica Sanitaria Muestreogalvis mendozaNessuna valutazione finora
- Hidroeléctrica de PasadaDocumento6 pagineHidroeléctrica de PasadaBenja NavarroNessuna valutazione finora
- E P RDocumento13 pagineE P RWilliam Anthony Chapoñan CajusolNessuna valutazione finora
- Scotiabank PBI Habría Iniciado Su Recuperación en MarzoDocumento2 pagineScotiabank PBI Habría Iniciado Su Recuperación en MarzoTHAIS CARBAJALNessuna valutazione finora
- Problema FlexionDocumento4 pagineProblema FlexionSandro AroNessuna valutazione finora
- QFDDocumento34 pagineQFDArmando BozoNessuna valutazione finora
- Acelerador Magnético (Rifle de Gauss) PDFDocumento2 pagineAcelerador Magnético (Rifle de Gauss) PDFChrisXYZ147100% (1)
- TDR Servicio de Caseta 1.Documento8 pagineTDR Servicio de Caseta 1.eduardo quispeNessuna valutazione finora
- Fichas de Comprension LectoraDocumento17 pagineFichas de Comprension LectoraVictoriaGladysLopezRpincipeNessuna valutazione finora
- 1 INVENTARIO ICAP ModificadoDocumento10 pagine1 INVENTARIO ICAP ModificadoJennifer Rodriguez ThomasNessuna valutazione finora
- Intubacion NasotraquialDocumento99 pagineIntubacion NasotraquialJose Antonio Dominguez GalvanNessuna valutazione finora
- Exportacion de Pisco A HolandaDocumento13 pagineExportacion de Pisco A HolandaAzdel Alcides Raraz MarianoNessuna valutazione finora
- Documento de Transporte 1300000009 XLK332 PDFDocumento1 paginaDocumento de Transporte 1300000009 XLK332 PDFJudisita Ce ANessuna valutazione finora
- Informe Previo 5 Lab. Telecomunicaciones IDocumento5 pagineInforme Previo 5 Lab. Telecomunicaciones IfiboNessuna valutazione finora
- Polipliodias TerminadoDocumento25 paginePolipliodias TerminadoKatherin RubilarNessuna valutazione finora
- La Célula Es La Unidad AnatómicaDocumento1 paginaLa Célula Es La Unidad AnatómicaFisiología UstaNessuna valutazione finora
- Gerente de Proyecto AsignadoDocumento3 pagineGerente de Proyecto AsignadoJuan Manuel Garay AlfaroNessuna valutazione finora