Potrebbero piacerti anche
- Carr and Latham's Technology of Clothing ManufactureDa EverandCarr and Latham's Technology of Clothing ManufactureDavid J. TylerValutazione: 4 su 5 stelle4/5 (1)
- Objective of Marker Planning and Marker MakingDocumento4 pagineObjective of Marker Planning and Marker MakingSanthosh KannanNessuna valutazione finora
- Preparatory Processes (Cutting Part 1) : Learn Apparel Merchandising Learn Fashion DesigningDocumento7 paginePreparatory Processes (Cutting Part 1) : Learn Apparel Merchandising Learn Fashion DesigningZaman ParvezNessuna valutazione finora
- Thread Consumption GuideDocumento6 pagineThread Consumption GuideMohammad Saleh MusaNessuna valutazione finora
- Thread Consumption MethodsDocumento13 pagineThread Consumption MethodsSaravanan Arasu100% (1)
- Cutting Room ProjectDocumento26 pagineCutting Room ProjectSakshi Yadav100% (1)
- Process Flow of Cutting and Cutting EquipmentDocumento8 pagineProcess Flow of Cutting and Cutting EquipmentarunkadveNessuna valutazione finora
- Necessary IE Terms of Apparel IndustryDocumento29 pagineNecessary IE Terms of Apparel IndustryEsubalew gebrie100% (1)
- Process Flow Chart of Banswara Garment Kadaiya Unit AvinashDocumento23 pagineProcess Flow Chart of Banswara Garment Kadaiya Unit AvinashakashNessuna valutazione finora
- Method Study of Cuff AttachmentDocumento12 pagineMethod Study of Cuff AttachmentKshitij LauNessuna valutazione finora
- Quality Control Systems Used in Apparel IndustryDocumento61 pagineQuality Control Systems Used in Apparel IndustryKhuram Shah Engr100% (1)
- Spreading and Cutting of Apparel ProductsDocumento77 pagineSpreading and Cutting of Apparel ProductskbalabalaNessuna valutazione finora
- Fabric Spreading - Types of Fabric Spreading - Requirements of Spreading ProcessDocumento2 pagineFabric Spreading - Types of Fabric Spreading - Requirements of Spreading ProcessSubrata Mahapatra100% (2)
- Automation in Spreading and Cutting - Mansi, Akriti, Khushi, Nisha PDFDocumento30 pagineAutomation in Spreading and Cutting - Mansi, Akriti, Khushi, Nisha PDFMansi ChandNessuna valutazione finora
- Industry Visit Report of Sai Baba Garments: BY - Ashish Bhuwania BFT/17/381Documento8 pagineIndustry Visit Report of Sai Baba Garments: BY - Ashish Bhuwania BFT/17/381ravikantNessuna valutazione finora
- Automation in Garment ManufacturingDocumento43 pagineAutomation in Garment ManufacturingvagueNessuna valutazione finora
- UAQ 2nd Assignment (Pooja Kumari)Documento14 pagineUAQ 2nd Assignment (Pooja Kumari)Reena VermaNessuna valutazione finora
- Marker PlanningDocumento6 pagineMarker PlanningAnkit KumarNessuna valutazione finora
- Cut Order PlanDocumento6 pagineCut Order PlanEkta Maurya50% (2)
- Presentation On Fabric CuttingDocumento28 paginePresentation On Fabric CuttingNitta Mallik100% (1)
- Garment CM Cost Estimation Using SAM or SMVDocumento2 pagineGarment CM Cost Estimation Using SAM or SMVkbalabala100% (3)
- Industrial EngineeringDocumento32 pagineIndustrial Engineeringpradeep_vsp1077100% (1)
- Industrial Engineering and Planning Book in Garments..Documento128 pagineIndustrial Engineering and Planning Book in Garments..Sazzadahmed. TeNessuna valutazione finora
- Points To Be Considered Before Marker MakingDocumento10 paginePoints To Be Considered Before Marker MakingM.José Copons GalloNessuna valutazione finora
- Implementing Industrial Engineering As A Tool in The IndustryDocumento37 pagineImplementing Industrial Engineering As A Tool in The IndustryMeenal GraceNessuna valutazione finora
- GSD - 7 Benefits in One System - General Sewing DataDocumento10 pagineGSD - 7 Benefits in One System - General Sewing DataShashwat SinghNessuna valutazione finora
- Marker EfficiencyDocumento8 pagineMarker EfficiencyMeeta Arora100% (1)
- 20 Ways To Improve Productivity in Garment Production and Planning CapacityDocumento8 pagine20 Ways To Improve Productivity in Garment Production and Planning CapacityCucak RowoNessuna valutazione finora
- Basic Industrial Engineering TermsDocumento21 pagineBasic Industrial Engineering TermsDiwakar KumarNessuna valutazione finora
- SPREADING, Cutting & FusingDocumento17 pagineSPREADING, Cutting & FusingVishwanath KrNessuna valutazione finora
- Thread ConsumptionDocumento4 pagineThread ConsumptionMd Mamun Hosain100% (1)
- Fabric CuttingDocumento10 pagineFabric CuttingRatul HasanNessuna valutazione finora
- GMM - Fabric Cutting AssignmentDocumento10 pagineGMM - Fabric Cutting AssignmentsatexNessuna valutazione finora
- Spreading and Cutting HandoutDocumento7 pagineSpreading and Cutting HandoutAlemu HaileNessuna valutazione finora
- Cloth Drills and NotchersDocumento27 pagineCloth Drills and Notchersshrutiagarwal9229100% (1)
- Dnls MMDocumento19 pagineDnls MMpriyal100% (1)
- Garment CM Cost Estimation Using SAM or SMVDocumento4 pagineGarment CM Cost Estimation Using SAM or SMVAbdul Rabban100% (3)
- Fabric Defect Reading MaterialDocumento6 pagineFabric Defect Reading MaterialAnoop Singh100% (1)
- Spreading and Cutting of Apparel ProductsDocumento43 pagineSpreading and Cutting of Apparel ProductsDaniela JakimovaNessuna valutazione finora
- SpreadingDocumento39 pagineSpreadingPratik MinjNessuna valutazione finora
- Sample Section:It Is The First Section Of: Garment Manufacturing ProcessDocumento6 pagineSample Section:It Is The First Section Of: Garment Manufacturing ProcesssantumysoreNessuna valutazione finora
- Catalogue of Visual Textile Defects Aasim AhmedDocumento20 pagineCatalogue of Visual Textile Defects Aasim AhmedAdi TtaNessuna valutazione finora
- Naisargi SCAP End TermDocumento11 pagineNaisargi SCAP End TermNaisargiNessuna valutazione finora
- National Institute of Fashion Technology Patna: Time and Action CalenderDocumento17 pagineNational Institute of Fashion Technology Patna: Time and Action CalenderKARISHMA RAJ100% (1)
- Finished Knitted & Jersey Fabric Specification: Fabric Supplier:Norba Comtex Ltd. Mill Reference:77534 SeasonDocumento3 pagineFinished Knitted & Jersey Fabric Specification: Fabric Supplier:Norba Comtex Ltd. Mill Reference:77534 SeasonMd Majharul IslamNessuna valutazione finora
- Fabric InspectionDocumento20 pagineFabric InspectionHarrison Kan100% (1)
- Garment Defects OriginalDocumento28 pagineGarment Defects OriginalAnkita SinhaNessuna valutazione finora
- MSC Presentation Apparel Consumption & CostingDocumento44 pagineMSC Presentation Apparel Consumption & Costingsaaqib100% (1)
- TrainingDocumento29 pagineTrainingNavodita Singh100% (1)
- Spreading MachinesDocumento23 pagineSpreading MachinesManish SinghNessuna valutazione finora
- How To Calculate SAM of A Garment?Documento21 pagineHow To Calculate SAM of A Garment?Rakesh ts AcharNessuna valutazione finora
- GP Report QC 1Documento50 pagineGP Report QC 1Rohan JetlingNessuna valutazione finora
- Garment InspectionDocumento12 pagineGarment Inspectionmohan smrNessuna valutazione finora
- Critical Operations From The Quality Aspect Inline Quality Check Points.Documento7 pagineCritical Operations From The Quality Aspect Inline Quality Check Points.Sristi SumanNessuna valutazione finora
- Organizational Areas in Garment ManufacturingDocumento7 pagineOrganizational Areas in Garment ManufacturingIshan RastogiNessuna valutazione finora
- Cutting Room PlanningDocumento28 pagineCutting Room Planningsameer_mishra_589% (27)
- Cutting Room ManagementDocumento6 pagineCutting Room ManagementRH NiloyNessuna valutazione finora
- SCAP Session 9 Cut Order PlanDocumento30 pagineSCAP Session 9 Cut Order PlanReena VermaNessuna valutazione finora
- Time Study: Spreading SAMDocumento3 pagineTime Study: Spreading SAMjayatiNessuna valutazione finora
- Marker PlaningDocumento11 pagineMarker Planingtextile028100% (1)
- Of Kindergarden? - 2 Years: What Is The PurposeDocumento44 pagineOf Kindergarden? - 2 Years: What Is The PurposevishnuvardhinikjNessuna valutazione finora
- Amino Acid CompositionDocumento13 pagineAmino Acid CompositionvishnuvardhinikjNessuna valutazione finora
- AFISDocumento65 pagineAFISvishnuvardhinikj67% (3)
- Of Kindergarden? - 2 Years: What Is The PurposeDocumento44 pagineOf Kindergarden? - 2 Years: What Is The PurposevishnuvardhinikjNessuna valutazione finora
- Fibre MaturityDocumento23 pagineFibre MaturityvishnuvardhinikjNessuna valutazione finora
- Which of The Fabrics Is Most Suitable For Winters? - Cotton - Silk - WoolDocumento80 pagineWhich of The Fabrics Is Most Suitable For Winters? - Cotton - Silk - Woolvishnuvardhinikj100% (1)
- Concept of Industrial EngineeringDocumento31 pagineConcept of Industrial EngineeringvishnuvardhinikjNessuna valutazione finora
- Gate 2012 Textile ScienceDocumento19 pagineGate 2012 Textile SciencevishnuvardhinikjNessuna valutazione finora
- Gate PaperDocumento7 pagineGate PaperJoshi Parth100% (1)
- Quiz BasicCostingDocumento2 pagineQuiz BasicCostingvishnuvardhinikjNessuna valutazione finora
- Gate 2012 Textile QuestionDocumento11 pagineGate 2012 Textile QuestionvishnuvardhinikjNessuna valutazione finora
- Fibre MaturityDocumento23 pagineFibre MaturityvishnuvardhinikjNessuna valutazione finora
- Determination of Fibre FinenessDocumento4 pagineDetermination of Fibre FinenessvishnuvardhinikjNessuna valutazione finora
- Merchandising: Apparel Manufacturing: Sewn Product Analysis, 4/EDocumento17 pagineMerchandising: Apparel Manufacturing: Sewn Product Analysis, 4/Evishnuvardhinikj100% (1)
- <!DOCTYPE HTML PUBLIC "-//W3C//DTD HTML 4.01 Transitional//EN" "http://www.w3.org/TR/html4/loose.dtd"> <HTML><HEAD><META HTTP-EQUIV="Content-Type" CONTENT="text/html; charset=iso-8859-1"> <TITLE>ERROR: The requested URL could not be retrieved</TITLE> <STYLE type="text/css"><!--BODY{background-color:#ffffff;font-family:verdana,sans-serif}PRE{font-family:sans-serif}--></STYLE> </HEAD><BODY> <H1>ERROR</H1> <H2>The requested URL could not be retrieved</H2> <HR noshade size="1px"> <P> While trying to process the request: <PRE> TEXT http://www.scribd.com/titlecleaner?title=pilling.ppt HTTP/1.1 Host: www.scribd.com Proxy-Connection: keep-alive Accept: */* Origin: http://www.scribd.com X-CSRF-Token: 447cf3288df1dd989d922e56a01523c5ad58edc9 User-Agent: Mozilla/5.0 (Windows NT 6.1) AppleWebKit/537.36 (KHTML, like Gecko) Chrome/29.0.1547.76 Safari/537.36 X-Requested-With: XMLHttpRequest Referer: http://www.scribd.com/upload-document?archive_doc=47022268&metadata=%7B%22actioDocumento15 pagine<!DOCTYPE HTML PUBLIC "-//W3C//DTD HTML 4.01 Transitional//EN" "http://www.w3.org/TR/html4/loose.dtd"> <HTML><HEAD><META HTTP-EQUIV="Content-Type" CONTENT="text/html; charset=iso-8859-1"> <TITLE>ERROR: The requested URL could not be retrieved</TITLE> <STYLE type="text/css"><!--BODY{background-color:#ffffff;font-family:verdana,sans-serif}PRE{font-family:sans-serif}--></STYLE> </HEAD><BODY> <H1>ERROR</H1> <H2>The requested URL could not be retrieved</H2> <HR noshade size="1px"> <P> While trying to process the request: <PRE> TEXT http://www.scribd.com/titlecleaner?title=pilling.ppt HTTP/1.1 Host: www.scribd.com Proxy-Connection: keep-alive Accept: */* Origin: http://www.scribd.com X-CSRF-Token: 447cf3288df1dd989d922e56a01523c5ad58edc9 User-Agent: Mozilla/5.0 (Windows NT 6.1) AppleWebKit/537.36 (KHTML, like Gecko) Chrome/29.0.1547.76 Safari/537.36 X-Requested-With: XMLHttpRequest Referer: http://www.scribd.com/upload-document?archive_doc=47022268&metadata=%7B%22actiovishnuvardhinikjNessuna valutazione finora
- Material SourcingDocumento16 pagineMaterial Sourcingvishnuvardhinikj0% (1)
- Spec Sheet Potato Peeler Pi 20Documento2 pagineSpec Sheet Potato Peeler Pi 20voldemort.bilalNessuna valutazione finora
- UMS9117 SR3595D - RF - NV - 配置指导 - V1.0Documento91 pagineUMS9117 SR3595D - RF - NV - 配置指导 - V1.0Andrew Yefremov100% (1)
- Common CRT TV Problems Cause/s Remedy/iesDocumento2 pagineCommon CRT TV Problems Cause/s Remedy/iesJames BrianNessuna valutazione finora
- Single Data Sheet Linear Luminaire With LED GRP - 6402-4128-6100-152-1110-11-8500 - 267040 - en-GBDocumento6 pagineSingle Data Sheet Linear Luminaire With LED GRP - 6402-4128-6100-152-1110-11-8500 - 267040 - en-GBAlla Naveen KumarNessuna valutazione finora
- Module 7Documento2 pagineModule 7prof_ktNessuna valutazione finora
- Parallel Port Shark Project: Documentazione Raccolta Da InternetDocumento78 pagineParallel Port Shark Project: Documentazione Raccolta Da InternetNata_D_Pedro_8969Nessuna valutazione finora
- Incs Firewalls: Presented by Eng20Cs0251-Monnish Reddy Eng20Cs0257-Praghna H K Eng20Cs0271-Qudsia Samar BDocumento20 pagineIncs Firewalls: Presented by Eng20Cs0251-Monnish Reddy Eng20Cs0257-Praghna H K Eng20Cs0271-Qudsia Samar BENG20CS0271Qudsia Samar.BNessuna valutazione finora
- CD M&W 2008 Ed - Sect 2 - CD Valves and PrefiltersDocumento12 pagineCD M&W 2008 Ed - Sect 2 - CD Valves and PrefiltersThamaraiselvan RamadossNessuna valutazione finora
- SIEMENS 03 Modelling Uninterruptible Power Supply in SIMARIS Design For Use in Data CentresDocumento12 pagineSIEMENS 03 Modelling Uninterruptible Power Supply in SIMARIS Design For Use in Data CentresShailesh ChettyNessuna valutazione finora
- Versa MaxDocumento34 pagineVersa MaxkbreisscribdNessuna valutazione finora
- STRG6653 PDFDocumento8 pagineSTRG6653 PDFAman MobilesNessuna valutazione finora
- Avalon FM50 User ManualDocumento18 pagineAvalon FM50 User ManualBaburaoNessuna valutazione finora
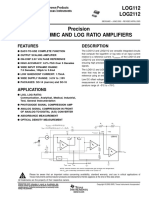
- LOG112Documento21 pagineLOG112Otto Lambertus0% (1)
- W25P80 / W25P16 / W25P32: Formally Nexflash Nx25P80, Nx25P16 and Nx25P32Documento43 pagineW25P80 / W25P16 / W25P32: Formally Nexflash Nx25P80, Nx25P16 and Nx25P32Dblogic GatesNessuna valutazione finora
- Wheeled Loader L958FDocumento3 pagineWheeled Loader L958FWidiMufantoNessuna valutazione finora
- BSE SoSDocumento2 pagineBSE SoSALI AHMADNessuna valutazione finora
- Botnet SetupDocumento18 pagineBotnet Setupjajaj moneseNessuna valutazione finora
- Digital Logic Design Final ExamDocumento12 pagineDigital Logic Design Final Examamanuel abrehaNessuna valutazione finora
- An Honest Account of The Humbling Experi PDFDocumento424 pagineAn Honest Account of The Humbling Experi PDFGayatriNessuna valutazione finora
- SPE 87030 Development and Implementation of Risk Based Inspection Methodology in Managing Inspection of Pressurized Production FacilitiesDocumento10 pagineSPE 87030 Development and Implementation of Risk Based Inspection Methodology in Managing Inspection of Pressurized Production FacilitiesmsmsoftNessuna valutazione finora
- Ccs352-Maa - SyllabusDocumento3 pagineCcs352-Maa - SyllabusReshma Radhakrishnan0% (1)
- Manuel DSP A12 BaileighDocumento36 pagineManuel DSP A12 BaileighYezy FormationNessuna valutazione finora
- HON-FIN4000xxK-10K - User Guide V1.3 (EN)Documento63 pagineHON-FIN4000xxK-10K - User Guide V1.3 (EN)RantiNessuna valutazione finora
- RLRMRH Rectangular Silencer CatalogDocumento32 pagineRLRMRH Rectangular Silencer CatalogOscar Barres MoreiraNessuna valutazione finora
- Editores de BlockDocumento122 pagineEditores de Blockjesus lopezNessuna valutazione finora
- 2ndMonthlyTest-ETech - With AnswersDocumento3 pagine2ndMonthlyTest-ETech - With AnswersAngela D. De LeonNessuna valutazione finora
- Admaterials Technologies Pte-Civil Operations ManagerDocumento1 paginaAdmaterials Technologies Pte-Civil Operations ManagerAkmalNessuna valutazione finora
- 96-8000R English Mill - Haas PDFDocumento217 pagine96-8000R English Mill - Haas PDFPranjal JangidNessuna valutazione finora
- Technology For Teaching and Learning Module 1Documento11 pagineTechnology For Teaching and Learning Module 1Kim Roi CiprianoNessuna valutazione finora
- The Martha Manual: How to Do (Almost) EverythingDa EverandThe Martha Manual: How to Do (Almost) EverythingValutazione: 4 su 5 stelle4/5 (11)
- The Botanical Hand Lettering Workbook: Draw Whimsical & Decorative Styles & ScriptsDa EverandThe Botanical Hand Lettering Workbook: Draw Whimsical & Decorative Styles & ScriptsValutazione: 4.5 su 5 stelle4.5/5 (2)
- Celtic Line Drawing - Simplified InstructionsDa EverandCeltic Line Drawing - Simplified InstructionsValutazione: 5 su 5 stelle5/5 (4)
- Crochet Zodiac Dolls: Stitch the horoscope with astrological amigurumiDa EverandCrochet Zodiac Dolls: Stitch the horoscope with astrological amigurumiValutazione: 4 su 5 stelle4/5 (3)
- Crochet with London Kaye: Projects and Ideas to Yarn Bomb Your LifeDa EverandCrochet with London Kaye: Projects and Ideas to Yarn Bomb Your LifeValutazione: 5 su 5 stelle5/5 (1)
- 100 Micro Amigurumi: Crochet patterns and charts for tiny amigurumiDa Everand100 Micro Amigurumi: Crochet patterns and charts for tiny amigurumiValutazione: 5 su 5 stelle5/5 (2)
- House Rules: How to Decorate for Every Home, Style, and BudgetDa EverandHouse Rules: How to Decorate for Every Home, Style, and BudgetNessuna valutazione finora
- Crochet Impkins: Over a million possible combinations! Yes, really!Da EverandCrochet Impkins: Over a million possible combinations! Yes, really!Valutazione: 4.5 su 5 stelle4.5/5 (10)
- Crochet Pattern Books: The Ultimate Complete Guide to Learning How to Crochet FastDa EverandCrochet Pattern Books: The Ultimate Complete Guide to Learning How to Crochet FastValutazione: 5 su 5 stelle5/5 (1)
- Dream Sewing Spaces: Design & Organization for Spaces Large & SmallDa EverandDream Sewing Spaces: Design & Organization for Spaces Large & SmallValutazione: 4 su 5 stelle4/5 (24)
- Crochet Southwest Spirit: Over 20 Bohemian Crochet Patterns Inspired by the American SouthwestDa EverandCrochet Southwest Spirit: Over 20 Bohemian Crochet Patterns Inspired by the American SouthwestValutazione: 5 su 5 stelle5/5 (2)
- Colorful Crochet Knitwear: Crochet sweaters and more with mosaic, intarsia and tapestry crochet patternsDa EverandColorful Crochet Knitwear: Crochet sweaters and more with mosaic, intarsia and tapestry crochet patternsNessuna valutazione finora
- Amigurumi Cats: Crochet Sweet Kitties the Japanese Way (24 Projects of Cats to Crochet)Da EverandAmigurumi Cats: Crochet Sweet Kitties the Japanese Way (24 Projects of Cats to Crochet)Nessuna valutazione finora
- Radical Sewing: Pattern-Free, Sustainable Fashions for All BodiesDa EverandRadical Sewing: Pattern-Free, Sustainable Fashions for All BodiesNessuna valutazione finora
- Crochet Creatures of Myth and Legend: 19 Designs Easy Cute Critters to Legendary BeastsDa EverandCrochet Creatures of Myth and Legend: 19 Designs Easy Cute Critters to Legendary BeastsValutazione: 4.5 su 5 stelle4.5/5 (10)
- Modern Embroidery: A Book of Stitches to Unleash CreativityDa EverandModern Embroidery: A Book of Stitches to Unleash CreativityNessuna valutazione finora
- Edward's Menagerie: Dogs: 50 canine crochet patternsDa EverandEdward's Menagerie: Dogs: 50 canine crochet patternsValutazione: 3 su 5 stelle3/5 (5)
- Lower Secondary Science Workbook: Stage 8Da EverandLower Secondary Science Workbook: Stage 8Valutazione: 5 su 5 stelle5/5 (1)
- Kawaii Crochet Garden: 40 super cute amigurumi patterns for plants and moreDa EverandKawaii Crochet Garden: 40 super cute amigurumi patterns for plants and moreValutazione: 5 su 5 stelle5/5 (5)
- Modern Granny Stitch Crochet: Make clothes and accessories using the granny stitchDa EverandModern Granny Stitch Crochet: Make clothes and accessories using the granny stitchValutazione: 5 su 5 stelle5/5 (1)
- Swatch This, 3000+ Color Palettes for Success: Perfect for Artists, Designers, MakersDa EverandSwatch This, 3000+ Color Palettes for Success: Perfect for Artists, Designers, MakersValutazione: 3.5 su 5 stelle3.5/5 (3)
- Friends: The One with the Crochet: The Official Crochet Pattern BookDa EverandFriends: The One with the Crochet: The Official Crochet Pattern BookValutazione: 5 su 5 stelle5/5 (1)
- Artisan Sourdough Made Simple: A Beginner's Guide to Delicious Handcrafted Bread with Minimal KneadingDa EverandArtisan Sourdough Made Simple: A Beginner's Guide to Delicious Handcrafted Bread with Minimal KneadingValutazione: 5 su 5 stelle5/5 (4)
- Hello Hexie!: 20 Easy Crochet Patterns from Simple Granny HexagonsDa EverandHello Hexie!: 20 Easy Crochet Patterns from Simple Granny HexagonsValutazione: 5 su 5 stelle5/5 (3)
- Crochet Donut Buddies: 50 easy amigurumi patterns for collectible crochet toysDa EverandCrochet Donut Buddies: 50 easy amigurumi patterns for collectible crochet toysValutazione: 4.5 su 5 stelle4.5/5 (7)
- Crochet Cute Dolls with Mix-and-Match Outfits: 66 Adorable Amigurumi PatternsDa EverandCrochet Cute Dolls with Mix-and-Match Outfits: 66 Adorable Amigurumi PatternsValutazione: 4.5 su 5 stelle4.5/5 (4)
- In Bloom: Growing, Harvesting and Arranging Homegrown Flowers All Year RoundDa EverandIn Bloom: Growing, Harvesting and Arranging Homegrown Flowers All Year RoundValutazione: 5 su 5 stelle5/5 (1)
- Harter's Picture Archive for Collage and IllustrationDa EverandHarter's Picture Archive for Collage and IllustrationValutazione: 4.5 su 5 stelle4.5/5 (3)