Potrebbero piacerti anche
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5795)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- All in One - 10th Class em - Fa-2Documento35 pagineAll in One - 10th Class em - Fa-2sai ramxeroxNessuna valutazione finora
- Mechanics of Deformable Bodies Module 1Documento14 pagineMechanics of Deformable Bodies Module 1jhuascute06Nessuna valutazione finora
- Physical Science DLP Q1W3Documento7 paginePhysical Science DLP Q1W3junar asentistaNessuna valutazione finora
- Qualcast Trucks Catalog2015Documento188 pagineQualcast Trucks Catalog2015Edwin Javier Garavito100% (2)
- Buckling of Spherical Shells Subjected To External PressureDocumento7 pagineBuckling of Spherical Shells Subjected To External PressureSUBHASH100% (1)
- Cirebon Power Plant - R0Documento213 pagineCirebon Power Plant - R0Teguh Wiradinata0% (1)
- Seismic Behvaior of Immersed TunnelsDocumento21 pagineSeismic Behvaior of Immersed TunnelsKiana Hashemi100% (1)
- Impact of Industry On Business Govt and PeopleDocumento3 pagineImpact of Industry On Business Govt and PeoplePeeka Prabhakara RaoNessuna valutazione finora
- Department of Electrical & Electronics Engineering: WEEK-4, Assignment-4Documento2 pagineDepartment of Electrical & Electronics Engineering: WEEK-4, Assignment-4Peeka Prabhakara RaoNessuna valutazione finora
- Chapter 20Documento41 pagineChapter 20Peeka Prabhakara RaoNessuna valutazione finora
- Assignment WEEK 5 SolutionsDocumento5 pagineAssignment WEEK 5 SolutionsPeeka Prabhakara RaoNessuna valutazione finora
- Department of Electrical & Electronics Engineering: WEEK-4, Assignment-4Documento2 pagineDepartment of Electrical & Electronics Engineering: WEEK-4, Assignment-4Peeka Prabhakara RaoNessuna valutazione finora
- Department of Electrical & Electronics Engineering: WEEK-4, Assignment-4Documento2 pagineDepartment of Electrical & Electronics Engineering: WEEK-4, Assignment-4Peeka Prabhakara RaoNessuna valutazione finora
- A-4 SolutionsDocumento5 pagineA-4 SolutionsPeeka Prabhakara RaoNessuna valutazione finora
- Autocad PPRDocumento44 pagineAutocad PPRPeeka Prabhakara RaoNessuna valutazione finora
- A-2 Solutions PDFDocumento4 pagineA-2 Solutions PDFPeeka Prabhakara RaoNessuna valutazione finora
- 113AQ112017 MSM PDFDocumento2 pagine113AQ112017 MSM PDFPeeka Prabhakara RaoNessuna valutazione finora
- 113AQ032017 MSM PDFDocumento2 pagine113AQ032017 MSM PDFPeeka Prabhakara RaoNessuna valutazione finora
- WWW - Manaresults.Co - In: (Common To Me, MCT, Ame)Documento2 pagineWWW - Manaresults.Co - In: (Common To Me, MCT, Ame)Peeka Prabhakara RaoNessuna valutazione finora
- Lecture 18 - Processing of Metal Matrix Composites Part 1Documento21 pagineLecture 18 - Processing of Metal Matrix Composites Part 1Peeka Prabhakara RaoNessuna valutazione finora
- Lecture 21 - Fabrication of Ceramic Matrix Composites (CMCS) - MergedDocumento132 pagineLecture 21 - Fabrication of Ceramic Matrix Composites (CMCS) - MergedPeeka Prabhakara RaoNessuna valutazione finora
- Intro To Methyl Chloride Plant 1Documento57 pagineIntro To Methyl Chloride Plant 1Kimberly ConleyNessuna valutazione finora
- 3003 Polyether Polyol TDSDocumento1 pagina3003 Polyether Polyol TDSbkandemirpolexNessuna valutazione finora
- Prajs-List Na Kozhuhotrubnye Teploobmenniki 2016Documento214 paginePrajs-List Na Kozhuhotrubnye Teploobmenniki 2016udipugaborjok29Nessuna valutazione finora
- (Tom Schanz) Experimental Unsaturated Soil MechaniDocumento490 pagine(Tom Schanz) Experimental Unsaturated Soil MechaniChristopher CarrilloNessuna valutazione finora
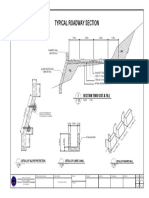
- Typical Roadway SectionDocumento1 paginaTypical Roadway SectionCarmela Ayessa PiguerraNessuna valutazione finora
- Design and Analysis of Machine Components: Dr. Sharnappa JoladarashiDocumento20 pagineDesign and Analysis of Machine Components: Dr. Sharnappa JoladarashiMAHESHWARNessuna valutazione finora
- Proiect Constructii Civile 2Documento45 pagineProiect Constructii Civile 2Lazurca Augustin100% (1)
- 9th Chemistry 4 ChapDocumento3 pagine9th Chemistry 4 ChapJaveria ZaidiNessuna valutazione finora
- Investigation of Al Welding Through MIG Welding ProcessDocumento92 pagineInvestigation of Al Welding Through MIG Welding ProcessMert KarakaplanNessuna valutazione finora
- Ashirvad UndergroundDocumento27 pagineAshirvad Undergroundjinalshah1012713Nessuna valutazione finora
- First Law of ThermodynamicsDocumento7 pagineFirst Law of Thermodynamics1155016764Nessuna valutazione finora
- Vessel Nozzle PDFDocumento30 pagineVessel Nozzle PDFEugenia LorenzaNessuna valutazione finora
- UreaDocumento15 pagineUreahamza ahmad0% (1)
- Current Contractor List Contractor Type PhoneDocumento18 pagineCurrent Contractor List Contractor Type PhoneJawhar FarhatNessuna valutazione finora
- LAKBAY A Proposed PNR StationDocumento5 pagineLAKBAY A Proposed PNR StationJohn Paul RamosNessuna valutazione finora
- In Touch: NatureDocumento6 pagineIn Touch: NatureNatural Malino indonesiaNessuna valutazione finora
- 1 s2.0 S0950061820318560 MainDocumento7 pagine1 s2.0 S0950061820318560 MainElias SoaresNessuna valutazione finora
- Cross Ref 1Documento7 pagineCross Ref 1Devendra KhadeNessuna valutazione finora
- 10em Chem 1 Foundation Chap-1Documento46 pagine10em Chem 1 Foundation Chap-1Legendary MathematicianNessuna valutazione finora
- Worldwide Engineering Standards: Aluminized Sheet SteelDocumento7 pagineWorldwide Engineering Standards: Aluminized Sheet SteelJose ValenciaNessuna valutazione finora
- Oxidizing Alcohols LabDocumento4 pagineOxidizing Alcohols LabAaron LauNessuna valutazione finora
- Lecture Notes Compiled by Dr. Soundarajan KrishnanDocumento17 pagineLecture Notes Compiled by Dr. Soundarajan KrishnanShanthana LoshiniNessuna valutazione finora