Potrebbero piacerti anche
- 2 0.2 Acsr Panther Conductor 1 14Documento14 pagine2 0.2 Acsr Panther Conductor 1 14Anurag SanodiaNessuna valutazione finora
- 6 +acsr+zebra+conductorDocumento17 pagine6 +acsr+zebra+conductorBagusIrawanSaputraNessuna valutazione finora
- Acsr Moose ConductorDocumento17 pagineAcsr Moose ConductorRam Dhani Yadav100% (1)
- GTP For Panther ConductorDocumento2 pagineGTP For Panther ConductorPritam SinghNessuna valutazione finora
- DC Cables AnalysisDocumento21 pagineDC Cables AnalysisOm SaxenaNessuna valutazione finora
- Polymer InsulatorsDocumento34 paginePolymer InsulatorsAbraiz Khan KhattakNessuna valutazione finora
- EDOC-Practical Considerations in Surge ProtectionDocumento15 pagineEDOC-Practical Considerations in Surge ProtectionEl Comedor BenedictNessuna valutazione finora
- 3 66kv630 SQMM 1c Power CableDocumento26 pagine3 66kv630 SQMM 1c Power CableKeval VelaniNessuna valutazione finora
- Is 398 Part5 1992Documento13 pagineIs 398 Part5 1992skc1234Nessuna valutazione finora
- 2B P6 MVCC - RDSS - PGVCL - Infra SBD - Part 2 - TS - Version-2 - 28062022Documento202 pagine2B P6 MVCC - RDSS - PGVCL - Infra SBD - Part 2 - TS - Version-2 - 28062022Mrugesh Samsung.m31sNessuna valutazione finora
- 12 220 KV 4400pF CVTDocumento13 pagine12 220 KV 4400pF CVTAshwin SevariaNessuna valutazione finora
- Abb 11kv Vd4 VCB CatalogueDocumento10 pagineAbb 11kv Vd4 VCB CataloguePithoon UngnaparatNessuna valutazione finora
- Aluminium Pipe Bus PDFDocumento6 pagineAluminium Pipe Bus PDFaviral mishraNessuna valutazione finora
- Datasheet Assembly Cable LugsDocumento6 pagineDatasheet Assembly Cable LugsGunjanNessuna valutazione finora
- T e C H N I C A L S P e C I F I C A T I o N o F K I o S K T y P e 1 1 / 0 - 4 K V S U B - S T A T I o N 2 5 0, 4 0 0 & 6 3 0 K V ADocumento14 pagineT e C H N I C A L S P e C I F I C A T I o N o F K I o S K T y P e 1 1 / 0 - 4 K V S U B - S T A T I o N 2 5 0, 4 0 0 & 6 3 0 K V AAhmed JaNessuna valutazione finora
- D2.07 Non Segregated Phase Bus DuctsDocumento3 pagineD2.07 Non Segregated Phase Bus DuctsSaraswatapalitNessuna valutazione finora
- Comment Insulation Resistance (IR) Values - Electrical Notes & ArticlesDocumento41 pagineComment Insulation Resistance (IR) Values - Electrical Notes & ArticlesMunazar HussainNessuna valutazione finora
- 6 400KV CB PirDocumento36 pagine6 400KV CB PirRAPRATSINNessuna valutazione finora
- Aluminum Conductors Steel Reinforced (Acsr) : Conductor Data SheetDocumento2 pagineAluminum Conductors Steel Reinforced (Acsr) : Conductor Data Sheetmarab12Nessuna valutazione finora
- 420KV SF6 Circuit Breaker Operation and TestingDocumento18 pagine420KV SF6 Circuit Breaker Operation and TestingArlone ManaladNessuna valutazione finora
- Approved - 400kV LADocumento22 pagineApproved - 400kV LAGuru MishraNessuna valutazione finora
- Transmission Line LossesDocumento1 paginaTransmission Line LossesLG TVNessuna valutazione finora
- ACSR Some Equal Standards-Indian StandardDocumento20 pagineACSR Some Equal Standards-Indian StandardHabib EmamiNessuna valutazione finora
- Spec HT CapacitorDocumento35 pagineSpec HT CapacitorJAY PARIKH100% (1)
- ACCC International Data Sheets-Rev E PDFDocumento37 pagineACCC International Data Sheets-Rev E PDFPT. PLN UPT SulselrabarNessuna valutazione finora
- Nuisance TrippingDocumento6 pagineNuisance TrippingSeindahNyaNessuna valutazione finora
- PowerPoint Presentation PDFDocumento46 paginePowerPoint Presentation PDFNhất Nguyễn Văn100% (1)
- 33kV Outdoor Isolator Data SheetDocumento1 pagina33kV Outdoor Isolator Data SheetrdcssyedNessuna valutazione finora
- NGR Brochure 2009Documento7 pagineNGR Brochure 2009Amit sahaNessuna valutazione finora
- Technical Specification: Odisha Power Transmission Corporation LimitedDocumento55 pagineTechnical Specification: Odisha Power Transmission Corporation LimitedPritam SinghNessuna valutazione finora
- Emtp PDFDocumento34 pagineEmtp PDFagkacdm1163100% (1)
- ACSR Conductors As Per BISDocumento6 pagineACSR Conductors As Per BISPichumaniNessuna valutazione finora
- Lightning Arresters Sl. No. Description Lightning Arresters: Peak Peak PeakDocumento3 pagineLightning Arresters Sl. No. Description Lightning Arresters: Peak Peak PeakAnil MarturiNessuna valutazione finora
- Reduced Series ReactorDocumento10 pagineReduced Series ReactorclicknagpalNessuna valutazione finora
- ACSR PAnether Stringing Upto 350 MtrsDocumento61 pagineACSR PAnether Stringing Upto 350 Mtrspsvsridhar100% (1)
- Positive and Zero Sequence Impedance of Cable - Voltage DisturbanceDocumento6 paginePositive and Zero Sequence Impedance of Cable - Voltage DisturbanceshuwingNessuna valutazione finora
- Cap 04Documento16 pagineCap 04YolandaNessuna valutazione finora
- 41-P-135 (Earthing Platform)Documento6 pagine41-P-135 (Earthing Platform)RamzanNessuna valutazione finora
- Approved - 216 KV LA - GTP & DrgsDocumento22 pagineApproved - 216 KV LA - GTP & DrgsGuru MishraNessuna valutazione finora
- Breaker Manual PDFDocumento52 pagineBreaker Manual PDFNiraj YadavNessuna valutazione finora
- Technical Standards For Connectivity To The Grid (CEA)Documento14 pagineTechnical Standards For Connectivity To The Grid (CEA)Sanjay RoutNessuna valutazione finora
- Overcurrent Protection in Arc FurnacesDocumento8 pagineOvercurrent Protection in Arc FurnacesWilver SánchezNessuna valutazione finora
- 33kV - Cap - Bank-SIKAP - Spec - FY 12-13 - 30.11.11-Cesc - 20 MVARDocumento9 pagine33kV - Cap - Bank-SIKAP - Spec - FY 12-13 - 30.11.11-Cesc - 20 MVARSatyajit RaiNessuna valutazione finora
- GTP BatteryDocumento17 pagineGTP Batteryraj_stuff006Nessuna valutazione finora
- Surge Arrestor GTPDocumento4 pagineSurge Arrestor GTPanoop13Nessuna valutazione finora
- TS For 33kv Line Material PDFDocumento27 pagineTS For 33kv Line Material PDFRamaKrishna ANessuna valutazione finora
- ABB Low Voltage Surge Arrester PDFDocumento8 pagineABB Low Voltage Surge Arrester PDFrajpre1213Nessuna valutazione finora
- Battery Sizing: From Open ElectricalDocumento11 pagineBattery Sizing: From Open ElectricalBADRI VENKATESHNessuna valutazione finora
- Deep Bar Vis-À-Vis Double Cage Rotor Design For Large MV MotorsDocumento2 pagineDeep Bar Vis-À-Vis Double Cage Rotor Design For Large MV MotorsSUBRATA BISWASNessuna valutazione finora
- Transmission Line Tower Earthing Analysis Using SafeGrid PDFDocumento5 pagineTransmission Line Tower Earthing Analysis Using SafeGrid PDFBaskar ElNessuna valutazione finora
- Technical Specification For 7/3.66 EARTH WIRE: Rail Coach Factory, Rae BareliDocumento8 pagineTechnical Specification For 7/3.66 EARTH WIRE: Rail Coach Factory, Rae BareliPrashant TrivediNessuna valutazione finora
- 400 KV Metal Oxide Surge Arrestor CigreDocumento12 pagine400 KV Metal Oxide Surge Arrestor CigreDilip ARNessuna valutazione finora
- GTP For 110 KV 1250a Hdb-IsolatorDocumento8 pagineGTP For 110 KV 1250a Hdb-IsolatorkapilNessuna valutazione finora
- Abb Lightning Portection SystemDocumento52 pagineAbb Lightning Portection SystemMuddassir NiazNessuna valutazione finora
- Knowledge is "Real Power": Introduction to Power QualityDa EverandKnowledge is "Real Power": Introduction to Power QualityNessuna valutazione finora
- The Technology of Instrument Transformers: Current and Voltage Measurement and Insulation SystemsDa EverandThe Technology of Instrument Transformers: Current and Voltage Measurement and Insulation SystemsNessuna valutazione finora
- AAC BULL & BERSIMIS Conductor - SpecificationDocumento18 pagineAAC BULL & BERSIMIS Conductor - Specificationbalaeee123100% (2)
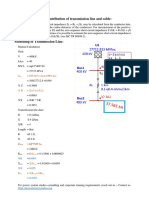
- Short Circuit Contribution of Transmission Line and CableDocumento3 pagineShort Circuit Contribution of Transmission Line and CableSenthil ThanappanNessuna valutazione finora
- 23BA20 DS enDocumento4 pagine23BA20 DS enSenthil ThanappanNessuna valutazione finora
- 160 Mva BBL Xmer 220 Kanawan Test Results 1Documento24 pagine160 Mva BBL Xmer 220 Kanawan Test Results 1Senthil ThanappanNessuna valutazione finora
- 04VVTL: e CketDocumento2 pagine04VVTL: e CketSenthil ThanappanNessuna valutazione finora
- 05 Equivalent CircuitsDocumento32 pagine05 Equivalent CircuitsSristick100% (1)
- Prag ManualDocumento20 paginePrag ManualSenthil ThanappanNessuna valutazione finora
- 24-Substation Control and AutomationDocumento20 pagine24-Substation Control and AutomationSristick90% (10)
- 04 Fault CalculationsDocumento15 pagine04 Fault Calculationsapi-3750225100% (1)
- Abb Technical Guide 6 HarmonicsDocumento22 pagineAbb Technical Guide 6 Harmonicsgurmeet_enggNessuna valutazione finora
- "KEI" Single Core Aluminium & Copper Conductor, XLPE Insulated, Unarmoured & Armoured Cable Conforming To IS 7098 Part-2/1985Documento5 pagine"KEI" Single Core Aluminium & Copper Conductor, XLPE Insulated, Unarmoured & Armoured Cable Conforming To IS 7098 Part-2/1985Wires CableNessuna valutazione finora
- Frequently Asked Questions: About ModbusDocumento9 pagineFrequently Asked Questions: About ModbusSenthil ThanappanNessuna valutazione finora
- Premier 300 PDFDocumento2 paginePremier 300 PDFNath AtanuNessuna valutazione finora
- Rel670 Manual CalDocumento3 pagineRel670 Manual CalSenthil ThanappanNessuna valutazione finora
- Distance ProtectionDocumento30 pagineDistance ProtectionSenthil Thanappan100% (1)
- Acsr Rabbit Raccoon ConductorsDocumento19 pagineAcsr Rabbit Raccoon ConductorsWESTSTONE INFRAPROJECTS PVT. LTD RANCHINessuna valutazione finora
- Conductors Used For Transmitting Electric PowerDocumento52 pagineConductors Used For Transmitting Electric PowerNaresh GollapalliNessuna valutazione finora
- Nexans AerialTransmission GB 2009Documento8 pagineNexans AerialTransmission GB 2009Razvan MaresNessuna valutazione finora
- 132 KV DC Line BoqDocumento259 pagine132 KV DC Line Boqravindra67% (3)
- Apepdcl Cost Data 2018-19Documento110 pagineApepdcl Cost Data 2018-19dorababu2007100% (1)
- 2016 TSDOS Technical Papers PDFDocumento336 pagine2016 TSDOS Technical Papers PDFMACHNUN ARIFNessuna valutazione finora
- Astm B 341Documento4 pagineAstm B 341Ryan LasacaNessuna valutazione finora
- Midal Cable ReportDocumento9 pagineMidal Cable ReportFaYzYNessuna valutazione finora
- Wqdwiwqdres DatawqdwDocumento30 pagineWqdwiwqdres DatawqdwtejasNessuna valutazione finora
- HouseTuttle CurrentCarryingCapacityofACSR 1959ID633VER39Documento5 pagineHouseTuttle CurrentCarryingCapacityofACSR 1959ID633VER39VIKAS SINGH BAGHELNessuna valutazione finora
- Minimum Shield Wire Size Fault Current ConsiderationsDocumento7 pagineMinimum Shield Wire Size Fault Current ConsiderationsMilagros Mercedes Olmos CervantesNessuna valutazione finora
- Transmission Corporation of Andhra Pradesh Limited Vidyut Soudha:: VijayawadaDocumento81 pagineTransmission Corporation of Andhra Pradesh Limited Vidyut Soudha:: Vijayawadaprakash reddyNessuna valutazione finora
- Dosya240613 830358Documento20 pagineDosya240613 830358Miro MiroNessuna valutazione finora
- Mechanical Design of Transmission Lines PDFDocumento53 pagineMechanical Design of Transmission Lines PDFAkhilesh MendonNessuna valutazione finora
- ESP Unit 1-1Documento38 pagineESP Unit 1-1Yosef KirosNessuna valutazione finora
- CapacitanceGroup3 EE5ADocumento8 pagineCapacitanceGroup3 EE5AJhon Cris Corañes0% (1)
- 2.3 Valores Tabulados de ResistenciaDocumento5 pagine2.3 Valores Tabulados de Resistenciajuan cejaNessuna valutazione finora
- PES TR17 Aeolian Vibration of Single Conductors Final 08 17 2015 PDFDocumento38 paginePES TR17 Aeolian Vibration of Single Conductors Final 08 17 2015 PDFFirstface LastbookNessuna valutazione finora
- BURNDY - Master Catalog 2010Documento869 pagineBURNDY - Master Catalog 2010William MedriNessuna valutazione finora
- Expression of Interest For Scrap DisposalDocumento2 pagineExpression of Interest For Scrap Disposalmuneer2876Nessuna valutazione finora
- Conductor Iec StandardDocumento34 pagineConductor Iec StandardWalter Cataldo100% (2)
- 2.38 & 3.37 Steel Wire Test ReportDocumento1 pagina2.38 & 3.37 Steel Wire Test ReportSarowar HossainNessuna valutazione finora
- Overview of ACCC Conductor Training, Installation and Operating ExperienceDocumento16 pagineOverview of ACCC Conductor Training, Installation and Operating ExperienceLiciu CiprianNessuna valutazione finora
- Overhead Conductors CatalogDocumento46 pagineOverhead Conductors Catalogdr_biltNessuna valutazione finora
- Iare Ehvac Lecture NotesDocumento40 pagineIare Ehvac Lecture Notess MishraNessuna valutazione finora
- Distribution Conductor StringingDocumento21 pagineDistribution Conductor Stringingmadhava_srinivasan174Nessuna valutazione finora
- CIGRE TB 273-Safe Design Tensions - ASCR ConductorsDocumento43 pagineCIGRE TB 273-Safe Design Tensions - ASCR ConductorsArogya Raju Pudhota100% (1)
- Specification For BULL Conductor.Documento4 pagineSpecification For BULL Conductor.boopelectra100% (2)
- SP Energy Networks 2015-2023 Business Plan Annex: Updated March 2014Documento46 pagineSP Energy Networks 2015-2023 Business Plan Annex: Updated March 2014manafNessuna valutazione finora