Potrebbero piacerti anche
- Us20100323181a1 Rigid Carbon Fiber Cores For Sandwch Composite Structures PDFDocumento16 pagineUs20100323181a1 Rigid Carbon Fiber Cores For Sandwch Composite Structures PDFParikshit PaulNessuna valutazione finora
- US9693592 Attaching Electronic Components To Interactive Textiles PDFDocumento21 pagineUS9693592 Attaching Electronic Components To Interactive Textiles PDFParikshit PaulNessuna valutazione finora
- US7943535 Hybrid Three-Dimensional Wovenlaminated Struts For Composite Structural Application PDFDocumento24 pagineUS7943535 Hybrid Three-Dimensional Wovenlaminated Struts For Composite Structural Application PDFParikshit PaulNessuna valutazione finora
- Us9605364 Method For Producing A Fibrous Metal Structureby Means of Weaving PDFDocumento9 pagineUs9605364 Method For Producing A Fibrous Metal Structureby Means of Weaving PDFParikshit PaulNessuna valutazione finora
- US4916997 Method For Making 3D Fiber Reinforced Metalglass Matrix Composite Article PDFDocumento8 pagineUS4916997 Method For Making 3D Fiber Reinforced Metalglass Matrix Composite Article PDFParikshit PaulNessuna valutazione finora
- Us20170022111a1 Manufacturing of A Ceramic Article From A Metal Preform or Metal Matrix Composite Preform Provided by 3d-Printing or 3d-Weaving PDFDocumento12 pagineUs20170022111a1 Manufacturing of A Ceramic Article From A Metal Preform or Metal Matrix Composite Preform Provided by 3d-Printing or 3d-Weaving PDFParikshit PaulNessuna valutazione finora
- Us8703629 Method For Weaving Substrates With Integral Sidewalls PDFDocumento31 pagineUs8703629 Method For Weaving Substrates With Integral Sidewalls PDFParikshit Paul100% (1)
- Us8967541 Structural Arrangement, Aircraft or Spacecraft and Method PDFDocumento33 pagineUs8967541 Structural Arrangement, Aircraft or Spacecraft and Method PDFParikshit PaulNessuna valutazione finora
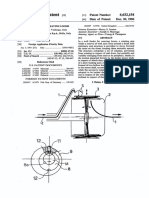
- US3632460 Epicyclic Weaving of Fiber Discs PDFDocumento7 pagineUS3632460 Epicyclic Weaving of Fiber Discs PDFParikshit PaulNessuna valutazione finora
- US4544000 Synchronized Rotating Dobby For Weaving Looms PDFDocumento6 pagineUS4544000 Synchronized Rotating Dobby For Weaving Looms PDFParikshit PaulNessuna valutazione finora
- Us20160375601a1 Cutting Table For Cutting A Fiber Preform Obtaned by Three-Dimensional Weaving, and A Cutting Method Using Such A Table PDFDocumento12 pagineUs20160375601a1 Cutting Table For Cutting A Fiber Preform Obtaned by Three-Dimensional Weaving, and A Cutting Method Using Such A Table PDFParikshit PaulNessuna valutazione finora
- US5904186 Series Shed Weaving Machine For Weaving Multiple Web Panels On A Single Rotor PDFDocumento8 pagineUS5904186 Series Shed Weaving Machine For Weaving Multiple Web Panels On A Single Rotor PDFParikshit PaulNessuna valutazione finora
- Us20100119777a1 Ceramic Matrix Composite Surfaces With Open Features For Improved Bonding To Coatings PDFDocumento8 pagineUs20100119777a1 Ceramic Matrix Composite Surfaces With Open Features For Improved Bonding To Coatings PDFParikshit PaulNessuna valutazione finora
- US5449025 Method of Shed Opening of Planar Warp For High Density Three Dimensional Weaving PDFDocumento8 pagineUS5449025 Method of Shed Opening of Planar Warp For High Density Three Dimensional Weaving PDFParikshit PaulNessuna valutazione finora
- US4312261 Apparatus For Weaving A Three-Dimensional Article PDFDocumento10 pagineUS4312261 Apparatus For Weaving A Three-Dimensional Article PDFParikshit PaulNessuna valutazione finora
- Us8640428 Strength Enhancing Insert Assembles PDFDocumento24 pagineUs8640428 Strength Enhancing Insert Assembles PDFParikshit PaulNessuna valutazione finora
- US20140137726A1 Spall Liners in Combination With Blast Mitigation Materials For Vehicles PDFDocumento18 pagineUS20140137726A1 Spall Liners in Combination With Blast Mitigation Materials For Vehicles PDFParikshit PaulNessuna valutazione finora
- US5887122 Tracking Control Method For Robot With Weaving Action PDFDocumento13 pagineUS5887122 Tracking Control Method For Robot With Weaving Action PDFParikshit PaulNessuna valutazione finora
- US1076119 Packing For Stuffing-Boxes PDFDocumento3 pagineUS1076119 Packing For Stuffing-Boxes PDFParikshit PaulNessuna valutazione finora
- Us8607454 Method For Producing A Turbomachine Blade Made From A Composite Materal PDFDocumento23 pagineUs8607454 Method For Producing A Turbomachine Blade Made From A Composite Materal PDFParikshit PaulNessuna valutazione finora
- Us8828534 Method of Fabricating A Thermostructural Composite Material Part, and A Part Obtained Thereby PDFDocumento8 pagineUs8828534 Method of Fabricating A Thermostructural Composite Material Part, and A Part Obtained Thereby PDFParikshit PaulNessuna valutazione finora
- US6129122 Multiaxial Three-Dimensional (3-D) Circular Woven Fabric PDFDocumento136 pagineUS6129122 Multiaxial Three-Dimensional (3-D) Circular Woven Fabric PDFParikshit PaulNessuna valutazione finora
- United States Patent (10) Patent No.: US 7,805,213 B2: Schwenn (45) Date of Patent: Sep. 28, 2010Documento19 pagineUnited States Patent (10) Patent No.: US 7,805,213 B2: Schwenn (45) Date of Patent: Sep. 28, 2010Parikshit PaulNessuna valutazione finora
- Us20030116267a1 Low-Cost Method of Assembling Structures With 3-D Woven Connectors PDFDocumento7 pagineUs20030116267a1 Low-Cost Method of Assembling Structures With 3-D Woven Connectors PDFParikshit PaulNessuna valutazione finora
- US4621333 Method and Apparatus For Controlling A Robot To Perform Weaving-Like Motion PDFDocumento11 pagineUS4621333 Method and Apparatus For Controlling A Robot To Perform Weaving-Like Motion PDFParikshit PaulNessuna valutazione finora
- Us20090139665a1 Blind of United Blind by Weaving PDFDocumento11 pagineUs20090139665a1 Blind of United Blind by Weaving PDFParikshit PaulNessuna valutazione finora
- Us9309159 Low-Thckness Thermostructural Composite Material Part, and Manufacture Method PDFDocumento8 pagineUs9309159 Low-Thckness Thermostructural Composite Material Part, and Manufacture Method PDFParikshit PaulNessuna valutazione finora
- Us9022733 Turbine Distributor Element Made of CMC, Method For Making Same, Distributor and Gas Turbine Including Same PDFDocumento22 pagineUs9022733 Turbine Distributor Element Made of CMC, Method For Making Same, Distributor and Gas Turbine Including Same PDFParikshit PaulNessuna valutazione finora
- US4632154 Weft Feeder For Weaving Looms PDFDocumento6 pagineUS4632154 Weft Feeder For Weaving Looms PDFParikshit PaulNessuna valutazione finora
- US4702286 Shed Forming Devices in Weaving Looms Including Pivotable Retaining Hooks PDFDocumento7 pagineUS4702286 Shed Forming Devices in Weaving Looms Including Pivotable Retaining Hooks PDFParikshit PaulNessuna valutazione finora
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5783)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (72)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (119)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Math 20-2 Unit Plan (Statistics)Documento4 pagineMath 20-2 Unit Plan (Statistics)api-290174387Nessuna valutazione finora
- BIO125 Syllabus Spring 2020Documento3 pagineBIO125 Syllabus Spring 2020Joncarlo EsquivelNessuna valutazione finora
- Bracing Connections To Rectangular Hss Columns: N. Kosteski and J.A. PackerDocumento10 pagineBracing Connections To Rectangular Hss Columns: N. Kosteski and J.A. PackerJordy VertizNessuna valutazione finora
- Review For 9I1 Semester 2Documento33 pagineReview For 9I1 Semester 2NGUYEN SARAHNessuna valutazione finora
- Falcon Nir Online AnalyzerDocumento4 pagineFalcon Nir Online AnalyzerCesc MezaNessuna valutazione finora
- Fire Exit Doors SizeDocumento3 pagineFire Exit Doors SizeBerlin Andrew SionNessuna valutazione finora
- Training Manual W Appendix 3-20-14 RsDocumento193 pagineTraining Manual W Appendix 3-20-14 RsZakir Ullah100% (5)
- A LITTLE CHEMISTRY Chapter 2-1 and 2-2Documento5 pagineA LITTLE CHEMISTRY Chapter 2-1 and 2-2Lexi MasseyNessuna valutazione finora
- Polygon RobotsDocumento8 paginePolygon Robotsapi-270154832Nessuna valutazione finora
- MAAA-Unit 3B - Examples of Insects, CRPT 100 For BSADocumento147 pagineMAAA-Unit 3B - Examples of Insects, CRPT 100 For BSAKosme DumpNessuna valutazione finora
- Modern Physics - Chapter 27Documento67 pagineModern Physics - Chapter 27Hamza PagaNessuna valutazione finora
- Reflection Paper About Educational Administration (Ivy M. Peralta)Documento1 paginaReflection Paper About Educational Administration (Ivy M. Peralta)Ivy peraltaNessuna valutazione finora
- 20 Đề Thi Thử Tiếng Anh Có Đáp Án Chi Tiết - LovebookDocumento462 pagine20 Đề Thi Thử Tiếng Anh Có Đáp Án Chi Tiết - LovebookPhương UyênNessuna valutazione finora
- Experiment 1 Tensile Testing (Universal Tester) : RD THDocumento23 pagineExperiment 1 Tensile Testing (Universal Tester) : RD THShangkaran RadakrishnanNessuna valutazione finora
- 7310 Installation InstructionsDocumento2 pagine7310 Installation InstructionsmohamedNessuna valutazione finora
- Airasia Online Print Tax InvoiceDocumento15 pagineAirasia Online Print Tax InvoiceDarshan DarshanNessuna valutazione finora
- DCM Series Brushed Servo Motors: Electrical SpecificationsDocumento3 pagineDCM Series Brushed Servo Motors: Electrical SpecificationsNguyen Van ThaiNessuna valutazione finora
- Reading - Zeeshan UsmaniDocumento25 pagineReading - Zeeshan UsmaniHanif AbbasNessuna valutazione finora
- Teaching Arts in ElementaryDocumento21 pagineTeaching Arts in ElementaryJackaii Waniwan IINessuna valutazione finora
- 列印|單字總是背不住?教你輕鬆記憶法! (How to Memorize Vocabulary Perfectly With Minimal Effort) - VoiceTube《看影片學英語》Documento4 pagine列印|單字總是背不住?教你輕鬆記憶法! (How to Memorize Vocabulary Perfectly With Minimal Effort) - VoiceTube《看影片學英語》John LamNessuna valutazione finora
- 1950's or The Golden Age of TechnologyDocumento15 pagine1950's or The Golden Age of TechnologyFausta ŽurauskaitėNessuna valutazione finora
- Cloudbeds - Hospitality Management Software For Hotels, Hostels & MoreDocumento1 paginaCloudbeds - Hospitality Management Software For Hotels, Hostels & MoreOgi Sigit PNessuna valutazione finora
- Arduino Project: Smart Irrigation SystemDocumento13 pagineArduino Project: Smart Irrigation SystemAleeza AnjumNessuna valutazione finora
- METACOGNITION MODULEDocumento4 pagineMETACOGNITION MODULEViolet SilverNessuna valutazione finora
- As PSGDocumento8 pagineAs PSGYusuff YuzuakkNessuna valutazione finora
- 4045CA550 PowerTech PSS 4 5L Atlas Copco OEM Engine Stage V IntroductionDocumento9 pagine4045CA550 PowerTech PSS 4 5L Atlas Copco OEM Engine Stage V IntroductionSolomonNessuna valutazione finora
- Abcdef Ghijkl Mnopq Rstuv Wxyz Alphabet Backpack Book Bookcase CalculatorDocumento4 pagineAbcdef Ghijkl Mnopq Rstuv Wxyz Alphabet Backpack Book Bookcase Calculatornutka88Nessuna valutazione finora
- Using Accelerometers in A Data Acquisition SystemDocumento10 pagineUsing Accelerometers in A Data Acquisition SystemueidaqNessuna valutazione finora
- Significance of Six SigmaDocumento2 pagineSignificance of Six SigmaShankar RajkumarNessuna valutazione finora
- Measurement Techniques Concerning Droplet Size Distribution of Electrosprayed WaterDocumento3 pagineMeasurement Techniques Concerning Droplet Size Distribution of Electrosprayed Waterratninp9368Nessuna valutazione finora