Potrebbero piacerti anche
- Projeto mecânico de vasos de pressão: princípios, fundamentos e filosofia do ASMEDa EverandProjeto mecânico de vasos de pressão: princípios, fundamentos e filosofia do ASMENessuna valutazione finora
- Certificado de Teste Hidrostático FT 445048101BDocumento2 pagineCertificado de Teste Hidrostático FT 445048101BcarlosmilfontNessuna valutazione finora
- Dimensionamento Teste HidrostáticoDocumento4 pagineDimensionamento Teste HidrostáticoRodger Sena100% (1)
- PAR-XXX.414.19-2020 Curvas Do Eco. Cal. BUNGE ST JulianaDocumento10 paginePAR-XXX.414.19-2020 Curvas Do Eco. Cal. BUNGE ST Julianaalexsandro_dias_1Nessuna valutazione finora
- Relatorio Tubulacao Vapor Queijos CapitolioDocumento15 pagineRelatorio Tubulacao Vapor Queijos CapitolioFelipe Furtado100% (1)
- Pit - Bunge Es 2019-2020Documento21 paginePit - Bunge Es 2019-2020alexsandro_dias_1100% (1)
- 01 - Relatório Da INSPEÇÃO DIMENSIONAL DOS COMPONENTES DO TQ-7705Documento15 pagine01 - Relatório Da INSPEÇÃO DIMENSIONAL DOS COMPONENTES DO TQ-7705alexsandro_dias_1Nessuna valutazione finora
- Pi-Mv-011-Teste Hidrostático de Tubulações MetálicasDocumento8 paginePi-Mv-011-Teste Hidrostático de Tubulações MetálicasSidnei Rodrigues100% (1)
- Certificado Teste PressaoDocumento1 paginaCertificado Teste PressaoRoberto Faustino Faustino100% (1)
- PAR BUNGE Guariroba Pré Evap. 1 TAG 625311 .414.19-2020 Rev.0Documento9 paginePAR BUNGE Guariroba Pré Evap. 1 TAG 625311 .414.19-2020 Rev.0alexsandro_dias_1Nessuna valutazione finora
- Checklist NR13 CaldeirasDocumento7 pagineChecklist NR13 CaldeirasFlávio AzevedoNessuna valutazione finora
- Modelos de Registro de Inspeção Vasos e CaldeirasDocumento6 pagineModelos de Registro de Inspeção Vasos e CaldeirasThales KesslerNessuna valutazione finora
- TESTE HIDROESTATICO Com RelatorioDocumento3 pagineTESTE HIDROESTATICO Com RelatorioJefferson BelesNessuna valutazione finora
- Laudo de Teste Hidrostático AGUA FRIA (Salvo Automaticamente)Documento1 paginaLaudo de Teste Hidrostático AGUA FRIA (Salvo Automaticamente)Fernando Augusto100% (1)
- Prova de Carga em Linha de VidaDocumento65 pagineProva de Carga em Linha de VidaJean SilvestreNessuna valutazione finora
- 94.05.01.ets.002-R0b - Plano de Solda - HDDocumento19 pagine94.05.01.ets.002-R0b - Plano de Solda - HDMauro Martins Junior100% (1)
- Escopo de Inspeção de UsinasDocumento11 pagineEscopo de Inspeção de UsinasCarl Miller100% (1)
- RT-18297-017 - DesaeradorDocumento2 pagineRT-18297-017 - DesaeradorIvan NobregaNessuna valutazione finora
- 05 Relatorio Inspecao - NR-13-TERRANA COMPRESSOR 2Documento3 pagine05 Relatorio Inspecao - NR-13-TERRANA COMPRESSOR 2Marcio PerroniNessuna valutazione finora
- Automação X Equipamentos CivilDocumento16 pagineAutomação X Equipamentos CivilDenison David OliveiraNessuna valutazione finora
- Inspeção em Vasos de Pressão Reativação de Uma CaldeiraDocumento31 pagineInspeção em Vasos de Pressão Reativação de Uma CaldeiraGregory MendesNessuna valutazione finora
- Pe-2at-00032 - Teste de PressãoDocumento48 paginePe-2at-00032 - Teste de PressãoKilldery PereiraNessuna valutazione finora
- Prontuario Caldeira m3p2gDocumento21 pagineProntuario Caldeira m3p2gHudson Leonardo Macachero100% (1)
- Alfa Laval Aalborg Industries - Caldeira MINI M3PDocumento1 paginaAlfa Laval Aalborg Industries - Caldeira MINI M3PBruno W. RafaelNessuna valutazione finora
- Procedimento de Teste HidrostáticoDocumento4 pagineProcedimento de Teste Hidrostáticoalanbferreira100% (1)
- Procedimento de Teste HidrostáticoDocumento5 pagineProcedimento de Teste HidrostáticoInspetor Soldagem50% (2)
- NBR 11096 2000 TerminologiaDocumento25 pagineNBR 11096 2000 TerminologiaSandro CrouceNessuna valutazione finora
- Procedimento de Expansão de Tubos de Caldeiras - TpsDocumento10 pagineProcedimento de Expansão de Tubos de Caldeiras - TpsTiago Pisquiotini100% (1)
- Cálculo de Tanques de Vasos de PressãoDocumento25 pagineCálculo de Tanques de Vasos de Pressãoluciano ioresNessuna valutazione finora
- Fo 0841 - Plano de TesteDocumento3 pagineFo 0841 - Plano de TesteJeeferson Santos100% (1)
- NBR 15708-6 de 04.2014 - Indústrias Do Petróleo e Gás Natural - Perfis Pultrudados - Parte 6 - Escada Tipo Marinheiro PDFDocumento1 paginaNBR 15708-6 de 04.2014 - Indústrias Do Petróleo e Gás Natural - Perfis Pultrudados - Parte 6 - Escada Tipo Marinheiro PDFWellington Alves De OliveiraNessuna valutazione finora
- 11-Procedimento Revitalização Das Tubulações de AmôniaDocumento61 pagine11-Procedimento Revitalização Das Tubulações de AmôniaAna Paula FernandesNessuna valutazione finora
- Ri - Caldeira Gv-2201 A - CogeraçãoDocumento8 pagineRi - Caldeira Gv-2201 A - CogeraçãoLEANDRONessuna valutazione finora
- Informações para Laudo de InspeçãoDocumento7 pagineInformações para Laudo de InspeçãojdfaveriNessuna valutazione finora
- Metodologia para Inspeções NR 13 Edição 2020Documento10 pagineMetodologia para Inspeções NR 13 Edição 2020alexsandro_dias_1Nessuna valutazione finora
- NBR 7821 1983 PDFDocumento118 pagineNBR 7821 1983 PDFOtto Heinrich WehmannNessuna valutazione finora
- Chek List NR 13 - Caldeiras e Vasos de PressãoDocumento3 pagineChek List NR 13 - Caldeiras e Vasos de PressãoAdilson Oliveira100% (1)
- NBR 15358 Redes de Distribuicao Comercial e IndustrialDocumento33 pagineNBR 15358 Redes de Distribuicao Comercial e IndustrialLenice AndradeNessuna valutazione finora
- Certificado de Teste Hidrostático FT 445048101ADocumento2 pagineCertificado de Teste Hidrostático FT 445048101Acarlosmilfont100% (2)
- 012 - Montagem Dos Tanques VerticaisDocumento36 pagine012 - Montagem Dos Tanques VerticaisFábio Corrêa Inspetor100% (1)
- Procedimento Simplificado - Teste de Estanqueidade em TanquesDocumento5 pagineProcedimento Simplificado - Teste de Estanqueidade em Tanquesmauferes100% (1)
- 017-Prontuario Vaso de Pressão (CDA 08)Documento8 pagine017-Prontuario Vaso de Pressão (CDA 08)Alex Oliveira100% (2)
- Manual CaldeiraDocumento20 pagineManual CaldeiraFelipe PatronNessuna valutazione finora
- PAR - Bunge Guariroba - Grampos de Fixação Do Superaquecedor Caldeira 1Documento9 paginePAR - Bunge Guariroba - Grampos de Fixação Do Superaquecedor Caldeira 1alexsandro_dias_1100% (1)
- Laudo Cruzeta para IçamentoDocumento8 pagineLaudo Cruzeta para IçamentoMarco Túlio CaldeiraNessuna valutazione finora
- E-Book (Tanque)Documento30 pagineE-Book (Tanque)Vinicius Ferreira Amim100% (1)
- PMOC ElektroDocumento4 paginePMOC ElektroLeandro P SilvaNessuna valutazione finora
- Mod. Relatório DimensionalDocumento1 paginaMod. Relatório DimensionalWanderson DomingosNessuna valutazione finora
- Metalografia de Campo NR 13 Edição 2020Documento10 pagineMetalografia de Campo NR 13 Edição 2020alexsandro_dias_1Nessuna valutazione finora
- Relatório Final Do Diligenciamento Dessuperaquecedor CAL 01 - BP Ituiutab...Documento14 pagineRelatório Final Do Diligenciamento Dessuperaquecedor CAL 01 - BP Ituiutab...alexsandro_dias_1Nessuna valutazione finora
- IT Q 09 005 - Anexo 1 - Relatório de Ensaio de Líquido PenetranteDocumento12 pagineIT Q 09 005 - Anexo 1 - Relatório de Ensaio de Líquido PenetrantekleissonNessuna valutazione finora
- Manual Da Schulz - Vasos e Separador de Condensado PDFDocumento20 pagineManual Da Schulz - Vasos e Separador de Condensado PDFElias Figueiredo100% (1)
- Memorial Descritivo Tanque Jaquetado NBR 16161pdfDocumento3 pagineMemorial Descritivo Tanque Jaquetado NBR 16161pdfosvaldo lopezNessuna valutazione finora
- Qdoc - Tips Laudo de Compressores Nr13Documento7 pagineQdoc - Tips Laudo de Compressores Nr13Evandro LopesNessuna valutazione finora
- RT 487.070.18-2019 Caldeira BUNGE Monteverde ES 18-19 FinalDocumento52 pagineRT 487.070.18-2019 Caldeira BUNGE Monteverde ES 18-19 Finalalexsandro_dias_183% (6)
- DATA BOOK Reservatorio Ar 3M - 10KGF - CM - 102798Documento41 pagineDATA BOOK Reservatorio Ar 3M - 10KGF - CM - 102798RobinCristo Silva100% (1)
- Memória de Cálculo Acumulador Uhne-Ch-Ug2-2Documento3 pagineMemória de Cálculo Acumulador Uhne-Ch-Ug2-2alexsandro_dias_1100% (2)
- Catalogo Tanques 2018 Schulz C&EDocumento7 pagineCatalogo Tanques 2018 Schulz C&EEber.CV100% (1)
- Modelo+de+Laudo+ +Caldeira+Flamotubular+2Documento16 pagineModelo+de+Laudo+ +Caldeira+Flamotubular+2GustavoNessuna valutazione finora
- Modelo de Relatório END-LP AMF 23-01-23Documento3 pagineModelo de Relatório END-LP AMF 23-01-23alexsandro_dias_1Nessuna valutazione finora
- Aço Ferrítico 410D TaliscasDocumento2 pagineAço Ferrítico 410D Taliscasalexsandro_dias_1Nessuna valutazione finora
- Ieis Saw+fcaw+mag NimbaheraDocumento1 paginaIeis Saw+fcaw+mag Nimbaheraalexsandro_dias_1Nessuna valutazione finora
- Consulta Rápida - AMFDocumento3 pagineConsulta Rápida - AMFalexsandro_dias_1Nessuna valutazione finora
- Documentação de Soldagem em ObrasDocumento3 pagineDocumentação de Soldagem em Obrasalexsandro_dias_1Nessuna valutazione finora
- Aço Ferrítico 410D TaliscasDocumento2 pagineAço Ferrítico 410D Taliscasalexsandro_dias_1Nessuna valutazione finora
- It 25 19Documento108 pagineIt 25 19Adilson Leite ProençaNessuna valutazione finora
- Análise Quantitativa e PercentualDocumento6 pagineAnálise Quantitativa e Percentualalexsandro_dias_1Nessuna valutazione finora
- Lista de Entregas em BPB OUR ES 22Documento1 paginaLista de Entregas em BPB OUR ES 22alexsandro_dias_1Nessuna valutazione finora
- 01 - Relatório Da INSPEÇÃO DIMENSIONAL DOS COMPONENTES DO TQ-7705Documento15 pagine01 - Relatório Da INSPEÇÃO DIMENSIONAL DOS COMPONENTES DO TQ-7705alexsandro_dias_1Nessuna valutazione finora
- Declaração PAR em 01-04-2023Documento1 paginaDeclaração PAR em 01-04-2023alexsandro_dias_1Nessuna valutazione finora
- Gestão de Documentação Até 28-01Documento1 paginaGestão de Documentação Até 28-01alexsandro_dias_1Nessuna valutazione finora
- Crachá PtaDocumento1 paginaCrachá Ptaalexsandro_dias_1Nessuna valutazione finora
- Metalografia de Campo NR 13 Edição 2020Documento10 pagineMetalografia de Campo NR 13 Edição 2020alexsandro_dias_1Nessuna valutazione finora
- 6-Cert. A 36 25mm USIMINAS N° Cert. 4322627Documento1 pagina6-Cert. A 36 25mm USIMINAS N° Cert. 4322627alexsandro_dias_1Nessuna valutazione finora
- Metodologia para Inspeções NR 13 Edição 2020Documento10 pagineMetodologia para Inspeções NR 13 Edição 2020alexsandro_dias_1Nessuna valutazione finora
- Certificado Assistente de Controle de QualidadeDocumento2 pagineCertificado Assistente de Controle de Qualidadealexsandro_dias_1Nessuna valutazione finora
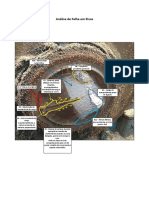
- Análise de Falha em EIxosDocumento1 paginaAnálise de Falha em EIxosalexsandro_dias_1Nessuna valutazione finora
- Roteiro Básico para Inspeção em Tanques - IEqDocumento9 pagineRoteiro Básico para Inspeção em Tanques - IEqalexsandro_dias_1Nessuna valutazione finora
- Formação Da Equipe de Inspeções NR 13 Edição 2020Documento5 pagineFormação Da Equipe de Inspeções NR 13 Edição 2020alexsandro_dias_1Nessuna valutazione finora
- 3-RRS - 001-20 NimbaheraDocumento2 pagine3-RRS - 001-20 Nimbaheraalexsandro_dias_1Nessuna valutazione finora
- 5W + 2H Aqui em Resposta A EmailDocumento2 pagine5W + 2H Aqui em Resposta A Emailalexsandro_dias_1Nessuna valutazione finora
- Usi Sar 80Documento1 paginaUsi Sar 80alexsandro_dias_1Nessuna valutazione finora
- Recuperação de Trincas em Eixos - BIOSEVDocumento1 paginaRecuperação de Trincas em Eixos - BIOSEValexsandro_dias_1Nessuna valutazione finora
- Calssificação de Tubulações Api 570Documento1 paginaCalssificação de Tubulações Api 570alexsandro_dias_1Nessuna valutazione finora
- Cálculo para Tampos TorisféricosDocumento21 pagineCálculo para Tampos Torisféricosalexsandro_dias_1Nessuna valutazione finora
- Cert. SENAI Eletricista Inst. Industrial - FrenteDocumento1 paginaCert. SENAI Eletricista Inst. Industrial - Frentealexsandro_dias_1Nessuna valutazione finora
- Cert. SENAI Eletricista Inst. Industrial - VersoDocumento1 paginaCert. SENAI Eletricista Inst. Industrial - Versoalexsandro_dias_1Nessuna valutazione finora
- BAB-GU-00-17-BNG-CT0-0002 BatoquesDocumento14 pagineBAB-GU-00-17-BNG-CT0-0002 Batoquesalexsandro_dias_1Nessuna valutazione finora
- Memória de Cálculo Acumulador Uhne-Ch-Ug2-2Documento3 pagineMemória de Cálculo Acumulador Uhne-Ch-Ug2-2alexsandro_dias_1100% (2)
- Plano de Aula - AtilaDocumento4 paginePlano de Aula - AtilaÉlisson RodriguesNessuna valutazione finora
- IPH 212 2013 1S - Modulo 2Documento21 pagineIPH 212 2013 1S - Modulo 2Vinícius Machado SchwanckNessuna valutazione finora
- Ferramentas em InglesDocumento15 pagineFerramentas em Inglesalenorato1985Nessuna valutazione finora
- Assepsia, Anti-Sepsia e EsterilizaçãoDocumento63 pagineAssepsia, Anti-Sepsia e EsterilizaçãoJoyce MonteiroNessuna valutazione finora
- Origem Da VidaDocumento2 pagineOrigem Da VidaNicole Juliana SivieroNessuna valutazione finora
- Características Dos Seres VivosDocumento8 pagineCaracterísticas Dos Seres VivosCristina AguiarNessuna valutazione finora
- Fispq-Clarus Ecothinner Sco-514 26-10-2018Documento6 pagineFispq-Clarus Ecothinner Sco-514 26-10-2018Paula LopesNessuna valutazione finora
- Titulações Ácido-BaseDocumento28 pagineTitulações Ácido-BaseJuliano CordeiroNessuna valutazione finora
- Lista de Exercícios 4 - Teorias de LigaçãoDocumento4 pagineLista de Exercícios 4 - Teorias de LigaçãogiovanaNessuna valutazione finora
- MicrobiologiaDocumento3 pagineMicrobiologiaGuilherme Oliveira BjjNessuna valutazione finora
- 09 - Vigas de RolamentoDocumento11 pagine09 - Vigas de RolamentoNiels BrøndumNessuna valutazione finora
- A Quimica Dos Organomet Licos Do Bloco DDocumento47 pagineA Quimica Dos Organomet Licos Do Bloco Dzael18Nessuna valutazione finora
- Instrumentação ForenseDocumento269 pagineInstrumentação ForenseJ_o_s_e_HNessuna valutazione finora
- TerminologiaDocumento6 pagineTerminologiaanicetoNessuna valutazione finora
- Relatrio AL 2.3Documento6 pagineRelatrio AL 2.3Joana PereiraNessuna valutazione finora
- 06 Sistema de EscapeDocumento5 pagine06 Sistema de EscapeambandeiraNessuna valutazione finora
- Eletrodutos STubosDocumento1 paginaEletrodutos STubosFabinho GarciaNessuna valutazione finora
- Eletroquímica e FaradayDocumento50 pagineEletroquímica e FaradaykamillaNessuna valutazione finora
- Relatorio Aula 21.determinaçao Do Teor de Hidroxido de Sodio Na Soda Caustica.Documento7 pagineRelatorio Aula 21.determinaçao Do Teor de Hidroxido de Sodio Na Soda Caustica.Cristina Freitas100% (2)
- PAO2022A - 2.3 Outros IngredientesDocumento7 paginePAO2022A - 2.3 Outros IngredientesnumlubarNessuna valutazione finora
- Terminologia Dos PolímerosDocumento71 pagineTerminologia Dos PolímerosAline Santos0% (1)
- Lorazepam InfarmedDocumento12 pagineLorazepam InfarmedCátia ViveirosNessuna valutazione finora
- Relato Pantogar, Estresse E Queda de CabeloDocumento2 pagineRelato Pantogar, Estresse E Queda de Cabeloablazeaccuser1131Nessuna valutazione finora
- Ae bf10 Ban Exe 4Documento2 pagineAe bf10 Ban Exe 4Isis MiguelNessuna valutazione finora
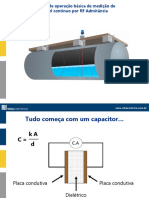
- Apresentacao Ametek RF AdmitanciaDocumento42 pagineApresentacao Ametek RF AdmitanciaLuciano MarianNessuna valutazione finora
- Caderno de ComponentesDocumento63 pagineCaderno de ComponentesMarcela Parga LiraNessuna valutazione finora
- CQ CapsulasDocumento25 pagineCQ CapsulasRondineli Seba SalomãoNessuna valutazione finora
- Roteiro Aula Laboratório - Ranielli Lima Do Carmo.Documento6 pagineRoteiro Aula Laboratório - Ranielli Lima Do Carmo.Ranielli CarmoNessuna valutazione finora
- Como Funcionam Os Capacitores de TântaloDocumento9 pagineComo Funcionam Os Capacitores de TântaloJosmarNessuna valutazione finora
- AVALIAÇÃO DA FIBRA DE COCO (Mesocarpo Do Fruto de Cocos Nucifera L.) COMO ADSORVENTE PARA REMOÇÃO DO AGROTÓXICO PARATIONA METÍLICA DE MEIO AQUOSODocumento97 pagineAVALIAÇÃO DA FIBRA DE COCO (Mesocarpo Do Fruto de Cocos Nucifera L.) COMO ADSORVENTE PARA REMOÇÃO DO AGROTÓXICO PARATIONA METÍLICA DE MEIO AQUOSORoberta FreireNessuna valutazione finora