Potrebbero piacerti anche
- Column Design With ExcelDocumento40 pagineColumn Design With ExcelMatiur Rahman BasumNessuna valutazione finora
- Angle DesignDocumento245 pagineAngle DesignGian CarloNessuna valutazione finora
- Jamson Flotation CellsDocumento10 pagineJamson Flotation CellsErland Yennfred Zegarra MezaNessuna valutazione finora
- Flotation: Future DirectionsDocumento29 pagineFlotation: Future DirectionsEDWIN LEONARDO ESPINOZA PACHECONessuna valutazione finora
- Comparison of Flash and Column Flotation Performance in An Industrial Sulphide Rougher ApplicationDocumento12 pagineComparison of Flash and Column Flotation Performance in An Industrial Sulphide Rougher ApplicationArmando CartagenaNessuna valutazione finora
- Drum Scrubber Ausimm PDFDocumento11 pagineDrum Scrubber Ausimm PDFcumpio425428Nessuna valutazione finora
- JKSim Float IMPCDocumento6 pagineJKSim Float IMPCCristian AlvayaiNessuna valutazione finora
- FlotationTechnology BrochureDocumento16 pagineFlotationTechnology BrochureMiguel EduardoNessuna valutazione finora
- Gold-Shaking Table PDFDocumento16 pagineGold-Shaking Table PDFSteven MasuNessuna valutazione finora
- A Comparison of BHP Billiton Mineral Escondida Flotation ConcentratorsDocumento22 pagineA Comparison of BHP Billiton Mineral Escondida Flotation ConcentratorsNathalie Jamett GuillierNessuna valutazione finora
- Denver Instruction & Operation ManualDocumento24 pagineDenver Instruction & Operation ManualestramilsolutionNessuna valutazione finora
- Dense Medium Cyclone Selection - It All Adds UpDocumento18 pagineDense Medium Cyclone Selection - It All Adds UpLuis VelasquezNessuna valutazione finora
- Cyanide DestructionDocumento11 pagineCyanide DestructionISMAEL RAMIREZNessuna valutazione finora
- Grind Size Vs FloatationDocumento24 pagineGrind Size Vs FloatationKrishnadas GopalakrishnanNessuna valutazione finora
- The Role of Ore Properties in Thickening ProcessDocumento12 pagineThe Role of Ore Properties in Thickening ProcessJeromeNessuna valutazione finora
- The Use of Heavy-Medium Separation in The Processing of Iron OresDocumento4 pagineThe Use of Heavy-Medium Separation in The Processing of Iron OresaghilifNessuna valutazione finora
- ThickenersDocumento4 pagineThickenersmacross086Nessuna valutazione finora
- Flotation Plant DesignDocumento6 pagineFlotation Plant Designath3frankNessuna valutazione finora
- Golden Firestone: MissionDocumento5 pagineGolden Firestone: MissionNovei Almane GorresNessuna valutazione finora
- Laboratory Flotation Rate Test Procedure For PGM, Base Metal Sulphide and Oxide OresDocumento21 pagineLaboratory Flotation Rate Test Procedure For PGM, Base Metal Sulphide and Oxide OresRick LimaNessuna valutazione finora
- Beginners Guide To Thickeners - OutotecDocumento7 pagineBeginners Guide To Thickeners - OutotecMauricio ToledoNessuna valutazione finora
- Sgs Min Tp2002 04 Bench and Pilot Plant Programs For Flotation Circuit DesignDocumento10 pagineSgs Min Tp2002 04 Bench and Pilot Plant Programs For Flotation Circuit DesignevalenciaNessuna valutazione finora
- 2017 Optimization of Flotation Plant Performance Using Micro-Price AnalysisDocumento7 pagine2017 Optimization of Flotation Plant Performance Using Micro-Price AnalysisClaudiaCamilaRodriguezArroyoNessuna valutazione finora
- Flotation BasicsDocumento11 pagineFlotation Basicsduckman_045848Nessuna valutazione finora
- Froth CrowdingDocumento3 pagineFroth CrowdingPili Torres OrregoNessuna valutazione finora
- Flotation TeoryDocumento29 pagineFlotation TeoryDennie Sapie100% (1)
- Analysis of Acid-Grade Calcium Fluoride (Fluorspar) : Standard Test Methods ForDocumento14 pagineAnalysis of Acid-Grade Calcium Fluoride (Fluorspar) : Standard Test Methods ForevalenciaNessuna valutazione finora
- FlotationDocumento27 pagineFlotationMihaela Sarateanu Biltac100% (1)
- Froth Flotation HB F 08Documento2 pagineFroth Flotation HB F 08Guntur Tri NugrohoNessuna valutazione finora
- MinPro Thickening TechnologiesDocumento12 pagineMinPro Thickening TechnologiescecilinauNessuna valutazione finora
- Optimization of Flotation Circuits by Modelling AnDocumento12 pagineOptimization of Flotation Circuits by Modelling AnDiego Alonso Diaz CayllahuaNessuna valutazione finora
- Selecting The Correct Concentrate Launder DesignDocumento2 pagineSelecting The Correct Concentrate Launder DesignMahlatse Mogashoa0% (1)
- Tech FlotationDocumento12 pagineTech FlotationAnonymous szhkKLNessuna valutazione finora
- Flotation Theory Reagents and Ore Testing PDFDocumento365 pagineFlotation Theory Reagents and Ore Testing PDFRaul100% (1)
- Flotation Equipment Selection - OutotecDocumento13 pagineFlotation Equipment Selection - Outoteclouza8Nessuna valutazione finora
- Froth Processes and The Design of Column Flotation CellsDocumento7 pagineFroth Processes and The Design of Column Flotation CellsNataniel LinaresNessuna valutazione finora
- Flotation Equipment and ProcessesDocumento78 pagineFlotation Equipment and ProcessesANessuna valutazione finora
- The Hydrocyclone: International Series of Monographs in Chemical EngineeringDa EverandThe Hydrocyclone: International Series of Monographs in Chemical EngineeringValutazione: 5 su 5 stelle5/5 (3)
- Improved Cleaner Circut Performance at The Degrussa Copper Mine With An in Situ Column Sparging System PDFDocumento9 pagineImproved Cleaner Circut Performance at The Degrussa Copper Mine With An in Situ Column Sparging System PDFAllen GaoNessuna valutazione finora
- Sepor CatalogDocumento18 pagineSepor Catalogjaelani sidikNessuna valutazione finora
- Cell Design - Application of Fundamental PrinciplesDocumento11 pagineCell Design - Application of Fundamental PrinciplesOmar MBnNessuna valutazione finora
- Power Input in Flotation CellsDocumento8 paginePower Input in Flotation CellsAnimish SukhwalNessuna valutazione finora
- Flotation Enters Its Second Centenary With Higher Intensity and Bigger CapacityDocumento13 pagineFlotation Enters Its Second Centenary With Higher Intensity and Bigger CapacityOvidio Jaime CruzNessuna valutazione finora
- Interpretation of Flotation Data For The Design of Process PlantsDocumento28 pagineInterpretation of Flotation Data For The Design of Process PlantshNessuna valutazione finora
- Wemco SmartCellDocumento8 pagineWemco SmartCellalexander beltranNessuna valutazione finora
- Flotation KineticsDocumento7 pagineFlotation KineticsIgor BobinNessuna valutazione finora
- Evaluation of The Blue Cube MQi Slurry AnalyserDocumento15 pagineEvaluation of The Blue Cube MQi Slurry Analysermushava nyoka100% (1)
- Fls Mid TH Supercell FlotationDocumento5 pagineFls Mid TH Supercell FlotationCesar Rjszvl100% (1)
- 4.11.1 Literature Review Dense MediumDocumento20 pagine4.11.1 Literature Review Dense Mediumyansenbarus100% (1)
- Column Flotation 44-63Documento20 pagineColumn Flotation 44-63E2TGN100% (1)
- Wemco CeldasDocumento18 pagineWemco Celdasfornelas75% (4)
- Flotation MachineDocumento18 pagineFlotation MachineFavorSea Industrial Channel Limited100% (1)
- Outokumpu CellDocumento4 pagineOutokumpu CellbrunovwNessuna valutazione finora
- DENVER Mineral CharacteristicsDocumento8 pagineDENVER Mineral CharacteristicsTsakalakis G. Konstantinos100% (1)
- Molybdenum ProcessingDocumento4 pagineMolybdenum Processingkingysaint123Nessuna valutazione finora
- High Rate Thickener (ENG)Documento4 pagineHigh Rate Thickener (ENG)Nikhil Takbhate100% (1)
- Benefits of Column FlotationDocumento5 pagineBenefits of Column FlotationMohamed DraaNessuna valutazione finora
- Flotation CellsDocumento6 pagineFlotation CellsrgongoravNessuna valutazione finora
- Contact Cell Info - Gen PDFDocumento10 pagineContact Cell Info - Gen PDFsnarf273Nessuna valutazione finora
- 2007-The Development of Centrifugal Flotation SystemsDocumento17 pagine2007-The Development of Centrifugal Flotation SystemsiastraNessuna valutazione finora
- Flotation Cells in Copper - FLSmidthDocumento8 pagineFlotation Cells in Copper - FLSmidthlouza8100% (1)
- CMP2015 - Assessing Vertimill Ultrafine Grinding PerformanceDocumento7 pagineCMP2015 - Assessing Vertimill Ultrafine Grinding PerformancerodrigoNessuna valutazione finora
- Ball MillsDocumento13 pagineBall MillsRodrigo GarcíaNessuna valutazione finora
- Methods of Chemical Analysis of FluorsparDocumento23 pagineMethods of Chemical Analysis of Fluorsparevalencia100% (1)
- Minerals 09 00222Documento11 pagineMinerals 09 00222evalenciaNessuna valutazione finora
- User's Manual 9410500, Rev A, Protector PremierDocumento59 pagineUser's Manual 9410500, Rev A, Protector PremierevalenciaNessuna valutazione finora
- User Instruction Manual 9779401, Rev B, Intelli-SashDocumento11 pagineUser Instruction Manual 9779401, Rev B, Intelli-SashevalenciaNessuna valutazione finora
- Preparing Your LaboratoryDocumento12 paginePreparing Your LaboratoryevalenciaNessuna valutazione finora
- Tea Leaves: Application Field: Agriculture Digestion Application Note DG-AG-09Documento1 paginaTea Leaves: Application Field: Agriculture Digestion Application Note DG-AG-09evalenciaNessuna valutazione finora
- DG - AG-04 MaizeDocumento1 paginaDG - AG-04 MaizeevalenciaNessuna valutazione finora
- Roots: Application Field: Agriculture Digestion Application Note DG-AG-08Documento1 paginaRoots: Application Field: Agriculture Digestion Application Note DG-AG-08evalenciaNessuna valutazione finora
- Agricolture CookbookDocumento10 pagineAgricolture CookbookevalenciaNessuna valutazione finora
- Beans: Application Field: Agriculture Digestion Application Note DG-AG-06Documento1 paginaBeans: Application Field: Agriculture Digestion Application Note DG-AG-06evalenciaNessuna valutazione finora
- Ground Vegetable: Application Field: Agriculture Digestion Application Note DG-AG-03Documento1 paginaGround Vegetable: Application Field: Agriculture Digestion Application Note DG-AG-03evalenciaNessuna valutazione finora
- DG - AG-01 Pine LeavesDocumento1 paginaDG - AG-01 Pine LeavesevalenciaNessuna valutazione finora
- 8000 Series Digital Video Recorder - Quick Start Guide V3.0 - 20181022Documento16 pagine8000 Series Digital Video Recorder - Quick Start Guide V3.0 - 20181022evalenciaNessuna valutazione finora
- And Techniques: Ethos Series Ethos SeriesDocumento55 pagineAnd Techniques: Ethos Series Ethos SeriesevalenciaNessuna valutazione finora
- The Paste Thickener Pilot Plant Is Self-Contained and IncludesDocumento1 paginaThe Paste Thickener Pilot Plant Is Self-Contained and IncludesevalenciaNessuna valutazione finora
- DG - AG-02 Dried Plant TissueDocumento1 paginaDG - AG-02 Dried Plant TissueevalenciaNessuna valutazione finora
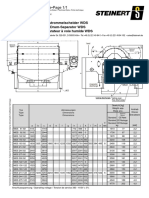
- Seite - Page 1/1: Nasstrommelscheider WDS Wet-Drum-Separator WDS Séparateur À Voie Humide WDSDocumento1 paginaSeite - Page 1/1: Nasstrommelscheider WDS Wet-Drum-Separator WDS Séparateur À Voie Humide WDSevalenciaNessuna valutazione finora
- Differentiation11 21Documento75 pagineDifferentiation11 21Maryam ShahidNessuna valutazione finora
- 2 - EE - Intro - Electronics Pg. 28-41 Op Amp-Merged PDFDocumento402 pagine2 - EE - Intro - Electronics Pg. 28-41 Op Amp-Merged PDFAdelin IonutNessuna valutazione finora
- Module 2 Notes - PSOCDocumento24 pagineModule 2 Notes - PSOCpriyaNessuna valutazione finora
- Jee Advanced PaperDocumento3 pagineJee Advanced PaperGaurav YadavNessuna valutazione finora
- Normativ Panouri SandwichDocumento58 pagineNormativ Panouri SandwichAlex ChiraNessuna valutazione finora
- Hydraulic Calculation Forms and Water Supply Information: San José Fire DepartmentDocumento3 pagineHydraulic Calculation Forms and Water Supply Information: San José Fire Departmentperie anugrahaNessuna valutazione finora
- Intro To Decision AnalysisDocumento38 pagineIntro To Decision AnalysisAna Paula Albert100% (1)
- Komposisi Jenis Dan Struktur Vegetasi Hutan GambutDocumento13 pagineKomposisi Jenis Dan Struktur Vegetasi Hutan GambutI2O42OO54 IRFAN FAUZINessuna valutazione finora
- Camber For Construction StageDocumento18 pagineCamber For Construction StageOanh PhanNessuna valutazione finora
- Firetroll User Interface Manual Ns550f-01-Instruction-manualDocumento16 pagineFiretroll User Interface Manual Ns550f-01-Instruction-manualMike CerreroNessuna valutazione finora
- How To Find Equilibrium Price and Quantity MathematicallyDocumento2 pagineHow To Find Equilibrium Price and Quantity MathematicallyJoshua S Mjinja100% (1)
- Hard Disk Drive Specification HGST Travelstar Z7K500Documento173 pagineHard Disk Drive Specification HGST Travelstar Z7K500OmegalexNessuna valutazione finora
- Humiseal 1C49Lv Silicone Conformal Coating Technical Data SheetDocumento2 pagineHumiseal 1C49Lv Silicone Conformal Coating Technical Data Sheetmario230991Nessuna valutazione finora
- Datasheets A S50ib enDocumento2 pagineDatasheets A S50ib envantuan17792Nessuna valutazione finora
- AIR IOS ReadmeDocumento2 pagineAIR IOS ReadmeHeir TatamiNessuna valutazione finora
- PM BCE DCS Crash WebDocumento4 paginePM BCE DCS Crash WebAna Paola VazquezNessuna valutazione finora
- Perawatan Pasien Dengan Gips Cast Skill LabDocumento36 paginePerawatan Pasien Dengan Gips Cast Skill LabFadhilah putri fertyciaNessuna valutazione finora
- Digital Signal ProcessingDocumento6 pagineDigital Signal Processing5adjcourt allagaddaNessuna valutazione finora
- S1Agile EN RN I.1 PDFDocumento10 pagineS1Agile EN RN I.1 PDFCorey PorterNessuna valutazione finora
- How Can Dust Make Planets More Suitable For Life?: Authors: Associate EditorDocumento4 pagineHow Can Dust Make Planets More Suitable For Life?: Authors: Associate EditorLucien GbezeNessuna valutazione finora
- FAR21x7 28x7 Operator's Manual P 4-8-11Documento312 pagineFAR21x7 28x7 Operator's Manual P 4-8-11Miguel PerezNessuna valutazione finora
- Ball BearingsDocumento31 pagineBall Bearingsnike_y2kNessuna valutazione finora
- 3.032 Problem Set 2 Solutions: Due: Start of Lecture, 09.21.07Documento16 pagine3.032 Problem Set 2 Solutions: Due: Start of Lecture, 09.21.07Pkay TandohNessuna valutazione finora
- Magnetism: Teacher Notes and Answers 19 MagnetismDocumento3 pagineMagnetism: Teacher Notes and Answers 19 Magnetismmahsan abbas100% (1)
- Properties of Solutions: Electrolytes and Non-Electrolytes by Dan HolmquistDocumento4 pagineProperties of Solutions: Electrolytes and Non-Electrolytes by Dan HolmquistPaul Schumann50% (2)
- Experiment 08-A2dDocumento3 pagineExperiment 08-A2dapi-277396867Nessuna valutazione finora
- BM2 24H+Installation+InstructionsDocumento7 pagineBM2 24H+Installation+InstructionsremediospereiraNessuna valutazione finora
- TP 3017D Taman Angkasa Nuri - V01Documento25 pagineTP 3017D Taman Angkasa Nuri - V01Najwa AzmanNessuna valutazione finora