Potrebbero piacerti anche
- Emerging Technology SyllabusDocumento6 pagineEmerging Technology Syllabussw dr100% (4)
- LECTURE - 4: ChloromethaneDocumento4 pagineLECTURE - 4: Chloromethaneمحمود محمدNessuna valutazione finora
- A Comprehensive Program For Calculation of Flame Radiation LevelsDocumento6 pagineA Comprehensive Program For Calculation of Flame Radiation LevelsStefano BelliniNessuna valutazione finora
- Sulphur Recovery UnitDocumento39 pagineSulphur Recovery UnitWoMeiYouNessuna valutazione finora
- Soal No 20Documento2 pagineSoal No 20Asmi Ramadhani0% (1)
- Kinetics of Alkaline Hydrolysis of Ethyl Acetate by Conductometric Measurement Approach Over Temperature Ranges (298.15-343.15K)Documento11 pagineKinetics of Alkaline Hydrolysis of Ethyl Acetate by Conductometric Measurement Approach Over Temperature Ranges (298.15-343.15K)Mohammad Kh100% (1)
- EPMS System Guide For Subcontractor - V1 2Documento13 pagineEPMS System Guide For Subcontractor - V1 2AdouaneNassim100% (2)
- OB and Attendance PolicyDocumento2 pagineOB and Attendance PolicyAshna MeiNessuna valutazione finora
- Metodos de Analisis de OleumDocumento3 pagineMetodos de Analisis de OleumArmando PerezNessuna valutazione finora
- PE and PD-section 1-4 RobertoDocumento26 paginePE and PD-section 1-4 RobertoJayvee FranciscoNessuna valutazione finora
- Column Tray Design PDFDocumento9 pagineColumn Tray Design PDFSankitNessuna valutazione finora
- Lecture 1 - Sulfur and Sulfuric AcidDocumento9 pagineLecture 1 - Sulfur and Sulfuric AcidNayan HalderNessuna valutazione finora
- Impact of Heating Rates On The Vibrated Bulk Density of CPCDocumento23 pagineImpact of Heating Rates On The Vibrated Bulk Density of CPCVinodh KumarNessuna valutazione finora
- Pages From Chapter 10 Mixing and AgitationDocumento4 paginePages From Chapter 10 Mixing and AgitationDaniel PadillaNessuna valutazione finora
- Gas Liquid AbsorptionDocumento9 pagineGas Liquid AbsorptionShashwat OmarNessuna valutazione finora
- Astm D5191 22Documento5 pagineAstm D5191 22vituruchNessuna valutazione finora
- Types of TraysDocumento33 pagineTypes of TraysSagar Naduvinamani100% (2)
- Sherwood/Leva/Eckert GPDC Pressure Drop Correlation For PackingDocumento3 pagineSherwood/Leva/Eckert GPDC Pressure Drop Correlation For PackingAhmad Deyab100% (1)
- Mass Transfer - AbsorptionDocumento39 pagineMass Transfer - AbsorptionnivedhithaNessuna valutazione finora
- GFuture Compression Station FinalDocumento51 pagineGFuture Compression Station FinalronmashNessuna valutazione finora
- Shell and Tube Heat Exchanger DesignDocumento3 pagineShell and Tube Heat Exchanger Design1AdityaPathania1Nessuna valutazione finora
- CFE RefDocumento106 pagineCFE Refsunu_usaktiNessuna valutazione finora
- Crystallization (Latest)Documento31 pagineCrystallization (Latest)Lin Xian XingNessuna valutazione finora
- D RP Heat Transfer Fluid: OwthermDocumento24 pagineD RP Heat Transfer Fluid: Owthermhmudassir_1Nessuna valutazione finora
- Solution Manual-Octave Levenspiel 3rd EdDocumento71 pagineSolution Manual-Octave Levenspiel 3rd EdNaufal Rafif LupikoNessuna valutazione finora
- Distillation Column Design Lab ReportDocumento31 pagineDistillation Column Design Lab ReportGracylla RoseNessuna valutazione finora
- Reactor DesignDocumento9 pagineReactor DesignKin Wai CheahNessuna valutazione finora
- Separation TowerDocumento68 pagineSeparation TowersasiNessuna valutazione finora
- The Prediction of Mineral Solubilities in Natural Waters: A Chemical Equilibrium Model For The Na-Ca-CI-S04-H20 System, To High Temperature and ConcentrationDocumento17 pagineThe Prediction of Mineral Solubilities in Natural Waters: A Chemical Equilibrium Model For The Na-Ca-CI-S04-H20 System, To High Temperature and ConcentrationBiain A SecasNessuna valutazione finora
- Chapter 8Documento44 pagineChapter 8Syukri ZainuddinNessuna valutazione finora
- Introduction To Mass TransferDocumento44 pagineIntroduction To Mass TransferDeb Datta100% (1)
- HumidificationDocumento68 pagineHumidificationA AshokNessuna valutazione finora
- Chapter 5.T-102 (5.4) PDFDocumento51 pagineChapter 5.T-102 (5.4) PDFSyukri ZainuddinNessuna valutazione finora
- Chemical Process Equipment DesignDocumento9 pagineChemical Process Equipment Designraghu_iictNessuna valutazione finora
- Trickle Bed ReactorDocumento23 pagineTrickle Bed ReactorgautamahujaNessuna valutazione finora
- Chemical Reaction EngineeringDocumento40 pagineChemical Reaction EngineeringRohan PawarNessuna valutazione finora
- Koya University Faculty of Engineering School of Petroleum and Chemical Reservior LabDocumento16 pagineKoya University Faculty of Engineering School of Petroleum and Chemical Reservior LabBakomora Evans WilliamsNessuna valutazione finora
- Condensers Control and Reclaim VOCsDocumento3 pagineCondensers Control and Reclaim VOCsgpcshfNessuna valutazione finora
- Pyrocrat Systems LLP - Pyrolysis PlantDocumento35 paginePyrocrat Systems LLP - Pyrolysis PlantjasonNessuna valutazione finora
- A Comprehensive Approach To Cooling Tower DesignDocumento17 pagineA Comprehensive Approach To Cooling Tower DesignMarcio NunesNessuna valutazione finora
- NaOH Practicality StudyDocumento51 pagineNaOH Practicality StudyPeterWangNessuna valutazione finora
- Design of A Mobile Biodiesel Production PlantDocumento137 pagineDesign of A Mobile Biodiesel Production PlantDinhtai NguyenNessuna valutazione finora
- STR 3 2018 Sulcol Program Ang PDFDocumento4 pagineSTR 3 2018 Sulcol Program Ang PDFsakthivelg15357Nessuna valutazione finora
- Adsorption Tower DesignDocumento12 pagineAdsorption Tower DesignbabuyuvarajNessuna valutazione finora
- Bubble Column ReactorDocumento21 pagineBubble Column ReactorMuhammad Hamzah SyahrirNessuna valutazione finora
- Chapter 3 Separation of Oil and Gas - 1987 - Developments in Petroleum ScienceDocumento50 pagineChapter 3 Separation of Oil and Gas - 1987 - Developments in Petroleum ScienceFalokid RaboNessuna valutazione finora
- MEG (Monoethylene Glycol)Documento3 pagineMEG (Monoethylene Glycol)Lakshman NaikNessuna valutazione finora
- Ejector Vs EductorDocumento3 pagineEjector Vs EductorfericoolabissNessuna valutazione finora
- Install Vru S651torage TanksDocumento9 pagineInstall Vru S651torage TanksNacho.pNessuna valutazione finora
- CHPR4406 AssignmentDocumento2 pagineCHPR4406 AssignmentElena TodorovskaNessuna valutazione finora
- AbsorptionDocumento41 pagineAbsorptionmahmoudNessuna valutazione finora
- 4 SOP-Tank Farm Final Sent To ZonesDocumento37 pagine4 SOP-Tank Farm Final Sent To ZonesVijayNessuna valutazione finora
- Chapter 2 DCDocumento52 pagineChapter 2 DCSyukri ZainuddinNessuna valutazione finora
- EvaporatorDocumento21 pagineEvaporatormpromentillaNessuna valutazione finora
- Heat Transfer in Packed BedDocumento10 pagineHeat Transfer in Packed BedNidhi JainNessuna valutazione finora
- Management of Scale Up of Adsorption in Fixed-Bed Column Systems - Odysseas KopsidasDocumento45 pagineManagement of Scale Up of Adsorption in Fixed-Bed Column Systems - Odysseas KopsidasΟδυσσεας ΚοψιδαςNessuna valutazione finora
- Allyl Chloride Production A Case Study in Debottlenecking Retrofitting and DesignDocumento7 pagineAllyl Chloride Production A Case Study in Debottlenecking Retrofitting and DesignPaola PorrasNessuna valutazione finora
- 4, Material Balance ReactionDocumento87 pagine4, Material Balance ReactionDanang Präbowo100% (2)
- High-Pressure Fluid Phase Equilibria: Phenomenology and ComputationDa EverandHigh-Pressure Fluid Phase Equilibria: Phenomenology and ComputationNessuna valutazione finora
- Thermal Processing of Ready-to-Eat Meat ProductsDa EverandThermal Processing of Ready-to-Eat Meat ProductsC. Lynn KnipeNessuna valutazione finora
- Handbook of Thermal Conductivity, Volume 3: Organic Compounds C8 to C28Da EverandHandbook of Thermal Conductivity, Volume 3: Organic Compounds C8 to C28Nessuna valutazione finora
- New Doc 2018-03-11 10.49.27 - 9Documento1 paginaNew Doc 2018-03-11 10.49.27 - 9Mohammad KhNessuna valutazione finora
- NM AngDocumento107 pagineNM AngMohammad KhNessuna valutazione finora
- Method - Distilation CoulmnDocumento2 pagineMethod - Distilation CoulmnMohammad KhNessuna valutazione finora
- Distillation 3Documento3 pagineDistillation 3Mohammad KhNessuna valutazione finora
- V10 EngDocumento5 pagineV10 EngJohn DalkiaNessuna valutazione finora
- What Is ScienceDocumento22 pagineWhat Is SciencerebeccabarrowNessuna valutazione finora
- Asset Optimization Software: Engineering, Manufacturing & Supply Chain, and Asset Performance ManagementDocumento8 pagineAsset Optimization Software: Engineering, Manufacturing & Supply Chain, and Asset Performance ManagementnosseNessuna valutazione finora
- P01 24Documento4 pagineP01 24Mohammad KhNessuna valutazione finora
- Black Powder in Gas Pipeline PDFDocumento4 pagineBlack Powder in Gas Pipeline PDFMohammad Kh100% (1)
- 2014 TX Gas Asso Black Powder PaperDocumento28 pagine2014 TX Gas Asso Black Powder PaperGHOST PAKNessuna valutazione finora
- Section 20Documento78 pagineSection 20prabhuarunkumarNessuna valutazione finora
- Black Powder in Gas Pipeline PDFDocumento4 pagineBlack Powder in Gas Pipeline PDFMohammad Kh100% (1)
- P01 24Documento4 pagineP01 24Mohammad KhNessuna valutazione finora
- BlackPowderRemoval 3rdpartywhitepaperDocumento12 pagineBlackPowderRemoval 3rdpartywhitepaperjhon smith100% (1)
- Cathodic InhibitorsDocumento3 pagineCathodic InhibitorsMohammad KhNessuna valutazione finora
- Catalyst HO 181Documento7 pagineCatalyst HO 181Mohammad KhNessuna valutazione finora
- Unit 5 Corrosion ControlDocumento36 pagineUnit 5 Corrosion ControlMohammad KhNessuna valutazione finora
- Model Questions For The Final ExamDocumento17 pagineModel Questions For The Final ExamMohammad KhNessuna valutazione finora
- Distillation - Advances From Modeling To ApplicationsDocumento36 pagineDistillation - Advances From Modeling To ApplicationsMohammad KhNessuna valutazione finora
- MatLab Dev For Civil EngDocumento182 pagineMatLab Dev For Civil EngRyan SooknarineNessuna valutazione finora
- MatLab Dev For Civil EngDocumento182 pagineMatLab Dev For Civil EngRyan SooknarineNessuna valutazione finora
- 305-261/262 Measurement Laboratory Experiment IV Time ConstantDocumento4 pagine305-261/262 Measurement Laboratory Experiment IV Time ConstantMohammad KhNessuna valutazione finora
- Linking Words PDFDocumento2 pagineLinking Words PDFmanojkhadka23Nessuna valutazione finora
- Term PaperDocumento9 pagineTerm PaperMohammad KhNessuna valutazione finora
- Che-309: Chemical Engineering Laboratory (I) : Drying of SolidsDocumento12 pagineChe-309: Chemical Engineering Laboratory (I) : Drying of SolidsMohammad KhNessuna valutazione finora
- Guidelines For Doing Business in Grenada & OECSDocumento14 pagineGuidelines For Doing Business in Grenada & OECSCharcoals Caribbean GrillNessuna valutazione finora
- Retail Branding and Store Loyalty - Analysis in The Context of Reciprocity, Store Accessibility, and Retail Formats (PDFDrive)Documento197 pagineRetail Branding and Store Loyalty - Analysis in The Context of Reciprocity, Store Accessibility, and Retail Formats (PDFDrive)Refu Se ShitNessuna valutazione finora
- Sharat Babu Digumarti Vs State, Govt. of NCT of Delhi (Bazee - Com Case, Appeal) - Information Technology ActDocumento17 pagineSharat Babu Digumarti Vs State, Govt. of NCT of Delhi (Bazee - Com Case, Appeal) - Information Technology ActRavish Rana100% (1)
- Subeeka Akbar Advance NutritionDocumento11 pagineSubeeka Akbar Advance NutritionSubeeka AkbarNessuna valutazione finora
- Chapter 13 Current Liabilities Test Bank Versi 2Documento72 pagineChapter 13 Current Liabilities Test Bank Versi 2Slamet Tri PrastyoNessuna valutazione finora
- Army Aviation Digest - Apr 1971Documento68 pagineArmy Aviation Digest - Apr 1971Aviation/Space History LibraryNessuna valutazione finora
- Electronics 11 02566Documento13 pagineElectronics 11 02566卓七越Nessuna valutazione finora
- CHN Nutri LabDocumento4 pagineCHN Nutri LabMushy_ayaNessuna valutazione finora
- Aircraft Wiring Degradation StudyDocumento275 pagineAircraft Wiring Degradation Study320338Nessuna valutazione finora
- Acute Suppurative Otitis MediaDocumento41 pagineAcute Suppurative Otitis Mediarani suwadjiNessuna valutazione finora
- Rdramirez Aota 2018 Poster For PortfolioDocumento1 paginaRdramirez Aota 2018 Poster For Portfolioapi-437843157Nessuna valutazione finora
- Densha: Memories of A Train Ride Through Kyushu: By: Scott NesbittDocumento7 pagineDensha: Memories of A Train Ride Through Kyushu: By: Scott Nesbittapi-16144421Nessuna valutazione finora
- ES Parent Bulletin Vol#19 2012 May 25Documento13 pagineES Parent Bulletin Vol#19 2012 May 25International School ManilaNessuna valutazione finora
- OsciloscopioDocumento103 pagineOsciloscopioFredy Alberto Gómez AlcázarNessuna valutazione finora
- Essays of Warren Buffett - Lessons For Corporate America by Lawrence Cunningham - The Rabbit HoleDocumento3 pagineEssays of Warren Buffett - Lessons For Corporate America by Lawrence Cunningham - The Rabbit Holebrijsing0% (1)
- Eje Delantero Fxl14 (1) .6Documento2 pagineEje Delantero Fxl14 (1) .6Lenny VirgoNessuna valutazione finora
- Thermal Physics Lecture 1Documento53 pagineThermal Physics Lecture 1Swee Boon OngNessuna valutazione finora
- Fashion DatasetDocumento2.644 pagineFashion DatasetBhawesh DeepakNessuna valutazione finora
- Advanced Herd Health Management, Sanitation and HygieneDocumento28 pagineAdvanced Herd Health Management, Sanitation and Hygienejane entunaNessuna valutazione finora
- Unit 1 Bearer PlantsDocumento2 pagineUnit 1 Bearer PlantsEmzNessuna valutazione finora
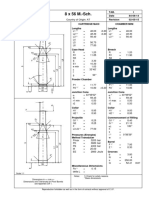
- 8 X 56 M.-SCH.: Country of Origin: ATDocumento1 pagina8 X 56 M.-SCH.: Country of Origin: ATMohammed SirelkhatimNessuna valutazione finora
- Formato MultimodalDocumento1 paginaFormato MultimodalcelsoNessuna valutazione finora
- Art Integrated ProjectDocumento14 pagineArt Integrated ProjectSreeti GangulyNessuna valutazione finora
- PDF BrochureDocumento50 paginePDF BrochureAnees RanaNessuna valutazione finora
- Reference GuideDocumento88 pagineReference GuideAnonymous Qm0zbNk100% (1)
- Air Blower ManualDocumento16 pagineAir Blower ManualshaiknayeemabbasNessuna valutazione finora
- 2022 AMR Dashboard Funding Opportunity Announcement 11.18.2022Documento16 pagine2022 AMR Dashboard Funding Opportunity Announcement 11.18.2022Tuhin DeyNessuna valutazione finora