Potrebbero piacerti anche
- Buffer KSP ProbDocumento4 pagineBuffer KSP ProbFitria Rahma DewiNessuna valutazione finora
- Excavator Filters Price List - SMRIDHIDocumento8 pagineExcavator Filters Price List - SMRIDHISurajPandey100% (1)
- Raytown Productions - Metal Mixing Reference Guide: DrumsDocumento1 paginaRaytown Productions - Metal Mixing Reference Guide: DrumsAugustus Imperator RexNessuna valutazione finora
- Fit Up Welding Visual Inspection ReportDocumento2 pagineFit Up Welding Visual Inspection Reportmohd as shahiddin jafri100% (1)
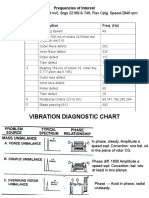
- Vibration Diagnostic Chart1Documento16 pagineVibration Diagnostic Chart1Anand KumarNessuna valutazione finora
- Test Separator WT 16Documento4 pagineTest Separator WT 16jairaso2950Nessuna valutazione finora
- Flow Diagram Biogas PlantDocumento4 pagineFlow Diagram Biogas PlantDwi SinggihNessuna valutazione finora
- Pressure Drop Calculation - 6 Inch Permeate and Reject PumpDocumento2 paginePressure Drop Calculation - 6 Inch Permeate and Reject Pumpalmandhari33Nessuna valutazione finora
- For Fillet Weld Joint Project:Production ManifoldDocumento1 paginaFor Fillet Weld Joint Project:Production Manifoldabdallah ahmed50% (2)
- On-Premise Family Stack Washer DryerDocumento2 pagineOn-Premise Family Stack Washer Dryermairimsp2003Nessuna valutazione finora
- Tank Cleaning GuideDocumento53 pagineTank Cleaning Guideschjhdfi38100% (1)
- Bamboo Construction: Gourav Yadav Sec. B 14150439Documento12 pagineBamboo Construction: Gourav Yadav Sec. B 14150439anuj seth100% (1)
- TDS 2.2.2 PDFDocumento2 pagineTDS 2.2.2 PDFShripadNessuna valutazione finora
- Flow Element Sizing & Design (DNARAYAN)Documento45 pagineFlow Element Sizing & Design (DNARAYAN)AttyubNessuna valutazione finora
- DSMTS 0032 2 FeCr StainlessSteel WireDocumento5 pagineDSMTS 0032 2 FeCr StainlessSteel WireRuben FdezNessuna valutazione finora
- Technical Specifications Roxar DriftersDocumento5 pagineTechnical Specifications Roxar DriftersМаксим СтратилаNessuna valutazione finora
- General General: ALHPD Positive Displacement Helical Flow Meters, Consists ofDocumento4 pagineGeneral General: ALHPD Positive Displacement Helical Flow Meters, Consists ofFaiz FaizNessuna valutazione finora
- GPM From FlexpvcDocumento3 pagineGPM From Flexpvcsajid nisar khanNessuna valutazione finora
- Steel Type Size Welding Process Filler Metal Diameter Current Voltage Travel Speed Preheat Temp Interpass Temp PWHTDocumento1 paginaSteel Type Size Welding Process Filler Metal Diameter Current Voltage Travel Speed Preheat Temp Interpass Temp PWHTVinson BayNessuna valutazione finora
- Gecko: Fillet Welding TractorDocumento8 pagineGecko: Fillet Welding TractorMiki RandiNessuna valutazione finora
- Spincat Wash Tool: Thru-Tubing Technology - Product Code - WT - RWTDocumento1 paginaSpincat Wash Tool: Thru-Tubing Technology - Product Code - WT - RWTmahmod alrousanNessuna valutazione finora
- !!!! WARNING !!!!: Carefully CarefullyDocumento5 pagine!!!! WARNING !!!!: Carefully Carefullyamir moniriNessuna valutazione finora
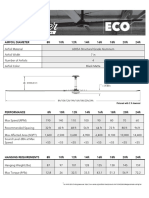
- HVLS Fans Specification SheetDocumento2 pagineHVLS Fans Specification SheetRajesh TipnisNessuna valutazione finora
- Product Configuration: TP Series Turbine FlowmetersDocumento2 pagineProduct Configuration: TP Series Turbine FlowmetersDaniel Perez QuintanillaNessuna valutazione finora
- Parameters SettingsDocumento2 pagineParameters SettingsاحمدرضاNessuna valutazione finora
- CNC Feed & Speed 0821Documento2 pagineCNC Feed & Speed 0821Zandie GarciaNessuna valutazione finora
- 2000 Series RegulatorsDocumento2 pagine2000 Series RegulatorspcatruongNessuna valutazione finora
- Duo 2.5 PVDocumento4 pagineDuo 2.5 PVAgustin CesanNessuna valutazione finora
- Hfe Akai 1721w 1721l Service enDocumento42 pagineHfe Akai 1721w 1721l Service enAugustoAzeredoSilvaNessuna valutazione finora
- Models and Sizes: Residential Line Commercial LineDocumento2 pagineModels and Sizes: Residential Line Commercial LineClaudio FerrariNessuna valutazione finora
- Almaghp 20221710Documento4 pagineAlmaghp 20221710yarubkNessuna valutazione finora
- Summary of Fnal Design OutputsDocumento3 pagineSummary of Fnal Design OutputsSudip ShresthaNessuna valutazione finora
- Mt-487000/N 5.15-6.0 GHZ 29 Dbi Grid AntennaDocumento4 pagineMt-487000/N 5.15-6.0 GHZ 29 Dbi Grid AntennaAndrea FalcónNessuna valutazione finora
- Power Solid State Relays G3PA: Ordering InformationDocumento11 paginePower Solid State Relays G3PA: Ordering InformationtotovasiNessuna valutazione finora
- Dynaset Anti Dust Nordic HandsDocumento4 pagineDynaset Anti Dust Nordic HandsMiguel CabezasNessuna valutazione finora
- Cat - InduSENSOR - En-17Documento1 paginaCat - InduSENSOR - En-17losvak removakNessuna valutazione finora
- Product Brochure - ConceptPatio 45pa - Version 1 - DigitalDocumento2 pagineProduct Brochure - ConceptPatio 45pa - Version 1 - DigitalysvishnuNessuna valutazione finora
- Ban Chang Hardware Co., LTDDocumento1 paginaBan Chang Hardware Co., LTDolanoshitNessuna valutazione finora
- Resolver RE15 - 21 - 03 - 02Documento8 pagineResolver RE15 - 21 - 03 - 02Gonzalo RiosNessuna valutazione finora
- A200 Metal Data SheetDocumento1 paginaA200 Metal Data SheetKhalidNessuna valutazione finora
- Doofor Brochure December2022Documento32 pagineDoofor Brochure December2022Ankara TurquíaNessuna valutazione finora
- Dpi 2 He (Hed)Documento6 pagineDpi 2 He (Hed)PabsepulvNessuna valutazione finora
- Aspro CNG Data 20190225Documento1 paginaAspro CNG Data 20190225KASIMNessuna valutazione finora
- Type 550X: Miniature I/P, E/P TransducerDocumento4 pagineType 550X: Miniature I/P, E/P TransducerDanang BagasNessuna valutazione finora
- Hunter ECO HVLS Submittal Sheet Rev 060721 WebDocumento3 pagineHunter ECO HVLS Submittal Sheet Rev 060721 WebramoebpNessuna valutazione finora
- P630 High Flow Gas Regulator: ApplicationsDocumento8 pagineP630 High Flow Gas Regulator: ApplicationsElias AntonioNessuna valutazione finora
- Data Sheet: Direct-Drive Plunger PumpsDocumento4 pagineData Sheet: Direct-Drive Plunger PumpsRiccardo VianelloNessuna valutazione finora
- Truck-Mounted BSF 36-4.16 H Concrete Pump .16 H LS: Data Sheet BP 4394-1 GBDocumento2 pagineTruck-Mounted BSF 36-4.16 H Concrete Pump .16 H LS: Data Sheet BP 4394-1 GBJonathan Guzmán MendozaNessuna valutazione finora
- P630 High Flow Gas Regulator: ApplicationsDocumento12 pagineP630 High Flow Gas Regulator: ApplicationsSanny HamdaniNessuna valutazione finora
- 2sf10es Q-2Documento8 pagine2sf10es Q-2Daniel SaucedaNessuna valutazione finora
- 350 360 370specDocumento4 pagine350 360 370specangelNessuna valutazione finora
- 2-80m Inv-L 12m PoleDocumento1 pagina2-80m Inv-L 12m PoleTihomir Mitrovic100% (1)
- HLS12 - 4 8V-7 4V - Specsheet-V2 1-1685578787Documento3 pagineHLS12 - 4 8V-7 4V - Specsheet-V2 1-1685578787Michael DjimelNessuna valutazione finora
- 350 360 370 SpecDocumento4 pagine350 360 370 SpecJerNessuna valutazione finora
- Daftar Peralatan Refrigeration-LKS 2017Documento1 paginaDaftar Peralatan Refrigeration-LKS 2017Fitri YunitaNessuna valutazione finora
- Almag WP-20221304Documento4 pagineAlmag WP-20221304RUBEN ESTEBAN RODRIGUEZ BARRERANessuna valutazione finora
- 592 03270 01 - F - Brochure GS ONE Geophone 4p For Desktop PrintingDocumento4 pagine592 03270 01 - F - Brochure GS ONE Geophone 4p For Desktop PrintingLuis Alonso CardonaNessuna valutazione finora
- 22.5mm DIN-RAIL SSR: 24-240vac 48-600vac 48-600vac Zero Crossing OutputDocumento4 pagine22.5mm DIN-RAIL SSR: 24-240vac 48-600vac 48-600vac Zero Crossing Outputfranklin170194Nessuna valutazione finora
- TA MWD-LWD SpecificationDocumento17 pagineTA MWD-LWD SpecificationgjzrNessuna valutazione finora
- Precision Turbine Flow Meters: Model AtfDocumento1 paginaPrecision Turbine Flow Meters: Model AtfyourosNessuna valutazione finora
- FTT20Documento2 pagineFTT20mohamadhosein mohamadiNessuna valutazione finora
- DG4000Documento8 pagineDG4000yossarian8674Nessuna valutazione finora
- 9851 3139 01 - Cop 1238KDocumento2 pagine9851 3139 01 - Cop 1238Kbundajoseph148Nessuna valutazione finora
- TA-Modulator NPT ANSI US LowDocumento16 pagineTA-Modulator NPT ANSI US LowPablo CastroNessuna valutazione finora
- dg2000 DatasheetDocumento12 paginedg2000 DatasheetSvetlin IvanovNessuna valutazione finora
- Draf WPSDocumento2 pagineDraf WPSMj EdinNessuna valutazione finora
- Talahib Fiber CompositesDocumento8 pagineTalahib Fiber CompositesKirsten IgnacioNessuna valutazione finora
- 5317Documento8 pagine5317AamaniVeeranamNessuna valutazione finora
- Cọc tiếp địa thép mạ đồng hãng-GRCBU 348 Kumwell-Thái Lan Liên hệ 0918527890-Mr. ThuậnDocumento1 paginaCọc tiếp địa thép mạ đồng hãng-GRCBU 348 Kumwell-Thái Lan Liên hệ 0918527890-Mr. ThuậnThuan NguyenNessuna valutazione finora
- Casting CasesDocumento4 pagineCasting CasesEddy FazwanNessuna valutazione finora
- AGGA - Technical Fact Sheet On Heat Soaked GlassDocumento1 paginaAGGA - Technical Fact Sheet On Heat Soaked Glassannelei A.T.Nessuna valutazione finora
- King Abdullah Bin Abdulaziz Project Mataf Extension - DesignDocumento14 pagineKing Abdullah Bin Abdulaziz Project Mataf Extension - DesignshoebNessuna valutazione finora
- List of International and National Standards Used in Coal and Coke Analysis and EvaluationDocumento15 pagineList of International and National Standards Used in Coal and Coke Analysis and EvaluationMaintenance GroupNessuna valutazione finora
- Capsule HouseDocumento8 pagineCapsule Housevenkatalakshmi natarasanNessuna valutazione finora
- Oils (AutoRecovered)Documento15 pagineOils (AutoRecovered)Real NanotechNessuna valutazione finora
- FM Global Property Loss Prevention Data Sheets: List of FiguresDocumento24 pagineFM Global Property Loss Prevention Data Sheets: List of FigureshhNessuna valutazione finora
- ACT Coated Fabric Testing Guide For Healthcare Upholstered SeatingDocumento13 pagineACT Coated Fabric Testing Guide For Healthcare Upholstered SeatingWaqar YounasNessuna valutazione finora
- Electrical BOQ 07.12.2021 New Boq R4 05-01-2022 Final 16.02.2022Documento92 pagineElectrical BOQ 07.12.2021 New Boq R4 05-01-2022 Final 16.02.2022Upendra ChariNessuna valutazione finora
- Laboratory ManualDocumento0 pagineLaboratory ManualsuryavigneNessuna valutazione finora
- StoichDocumento10 pagineStoichAna LuisaNessuna valutazione finora
- All About ConcreteDocumento5 pagineAll About ConcreteVikas GuptaNessuna valutazione finora
- DASA Fiber Optic Cable Specification - KSDDocumento8 pagineDASA Fiber Optic Cable Specification - KSDHASSAN MRADNessuna valutazione finora
- Procedures&SystemsDocumento7 pagineProcedures&SystemsEric ChambersNessuna valutazione finora
- Biogas PurificationDocumento5 pagineBiogas PurificationHarsh GutgutiaNessuna valutazione finora
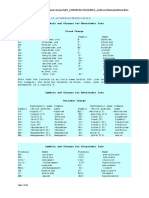
- Symbols and Charges-Monoatomic IonsDocumento20 pagineSymbols and Charges-Monoatomic Ionsjon_kasilagNessuna valutazione finora
- Domedeco PrintDocumento3 pagineDomedeco PrintDevi KhoirudinNessuna valutazione finora
- What Is The Difference Between Crystalline and Amorphous SolidsDocumento9 pagineWhat Is The Difference Between Crystalline and Amorphous SolidsMuhammad UsmanNessuna valutazione finora
- Technomig 150 Dual Synergic 230VDocumento2 pagineTechnomig 150 Dual Synergic 230VVicNessuna valutazione finora