Potrebbero piacerti anche
- Repair and Buttering ProcedureDocumento14 pagineRepair and Buttering Proceduremohd as shahiddin jafri100% (3)
- Welding Procedure Specification FormatDocumento3 pagineWelding Procedure Specification FormatAnonymous 4e7GNjzGW100% (1)
- Sa 516 GR 70 WPSDocumento5 pagineSa 516 GR 70 WPSRajesh Owaiyar71% (7)
- Welder Performance Qualification-Interactive Form QW-484ADocumento1 paginaWelder Performance Qualification-Interactive Form QW-484AJaved Mohammed100% (5)
- Qw-482 Welding Procedure Specification (WPS)Documento4 pagineQw-482 Welding Procedure Specification (WPS)Aldeline SungahidNessuna valutazione finora
- Index: Method Statement For Post Weld Heat TreatmentDocumento8 pagineIndex: Method Statement For Post Weld Heat TreatmentsomiqatarNessuna valutazione finora
- WPS1Documento10 pagineWPS1bhavin178Nessuna valutazione finora
- Method Statement For Titanium PipeworkDocumento3 pagineMethod Statement For Titanium Pipeworkprem nautiyalNessuna valutazione finora
- ASME P Material NumbersDocumento1 paginaASME P Material Numbersmahi1437100% (1)
- Super Duplex Stainless SteelDocumento1 paginaSuper Duplex Stainless SteelUma Shankar100% (1)
- Weld Repair Procedure Rev0Documento2 pagineWeld Repair Procedure Rev0aszliza100% (1)
- Quick Guide To Welding Procedure Qualification (WPS & PQR)Documento5 pagineQuick Guide To Welding Procedure Qualification (WPS & PQR)Annamalai Ram JGCNessuna valutazione finora
- Surveying With Construction Applications 8th Edition Kavanagh Solutions ManualDocumento20 pagineSurveying With Construction Applications 8th Edition Kavanagh Solutions Manualdeannarogersjfqznksiyc100% (14)
- NEMA TS2 - OverviewDocumento22 pagineNEMA TS2 - OverviewAdalberto MesquitaNessuna valutazione finora
- Multiple PQR QualificationDocumento4 pagineMultiple PQR QualificationKarthikeyan ShanmugavelNessuna valutazione finora
- ASME 9 - CalculatorDocumento2 pagineASME 9 - CalculatorEmel Besir100% (1)
- 6GR RequirementsDocumento1 pagina6GR Requirementswalitedison100% (1)
- WPS FormatDocumento2 pagineWPS FormatAmit SarkarNessuna valutazione finora
- WPS For A333 ADocumento1 paginaWPS For A333 ARamzi BEN AHMED100% (1)
- Welding Procedure Specification For Storage Tank & Piping SystemDocumento3 pagineWelding Procedure Specification For Storage Tank & Piping SystemAhmad MohammadNessuna valutazione finora
- PQR Sample PrintoutDocumento2 paginePQR Sample PrintoutDhewo Rachmad Yansyah100% (3)
- Butt JointsDocumento21 pagineButt JointsRaj1-23Nessuna valutazione finora
- Asme WPS Demo PWHT PDFDocumento3 pagineAsme WPS Demo PWHT PDFGanesh rohitNessuna valutazione finora
- Welder Qualification Tests WQT DL QC 001 2019Documento24 pagineWelder Qualification Tests WQT DL QC 001 2019adelNessuna valutazione finora
- WPS 316 LDocumento4 pagineWPS 316 Llaz_k100% (2)
- Electrode Brad Qualification Procedure As Per ASME Section II Part C Along With NPCIL ProcedureDocumento2 pagineElectrode Brad Qualification Procedure As Per ASME Section II Part C Along With NPCIL ProcedurePrashant Puri100% (1)
- PQR & WPQ Standard Testing Parameter WorksheetDocumento4 paginePQR & WPQ Standard Testing Parameter WorksheetcosmicbunnyNessuna valutazione finora
- Clad PQRDocumento5 pagineClad PQRRinshadNessuna valutazione finora
- Welder Qualification Follow ASME IX - Part 2 - Essential Variable For Welder Qualification!Documento12 pagineWelder Qualification Follow ASME IX - Part 2 - Essential Variable For Welder Qualification!Mahmoud Alwasif100% (2)
- AWS D1.1 (2020) - Essential Variable For WPS & WeldersDocumento7 pagineAWS D1.1 (2020) - Essential Variable For WPS & WeldersFouad OudinaNessuna valutazione finora
- BPV IX-16-3 QW-283 - ButteringDocumento1 paginaBPV IX-16-3 QW-283 - ButteringyutweldingNessuna valutazione finora
- Asme Sec 9 - ADocumento144 pagineAsme Sec 9 - Aروشان فاطمة روشانNessuna valutazione finora
- Preheat and Interpass TempDocumento2 paginePreheat and Interpass TempUche UrchNessuna valutazione finora
- Essential and Non-Essential Variables For WPS - PQRDocumento4 pagineEssential and Non-Essential Variables For WPS - PQRNatarajan MurugesanNessuna valutazione finora
- Welding Procedure Specification (WPS) : FM-87 Issue - 01 Date: Feb, 12,2015 Page 1 of 2Documento2 pagineWelding Procedure Specification (WPS) : FM-87 Issue - 01 Date: Feb, 12,2015 Page 1 of 2tayyabNessuna valutazione finora
- WPS and PQR ChecklistDocumento2 pagineWPS and PQR Checklistshabbir626Nessuna valutazione finora
- Carbon Steel: Wps No. Rev. P.No Material PQR Thickness Process PWHT Preheat SR # Filler MaterialDocumento6 pagineCarbon Steel: Wps No. Rev. P.No Material PQR Thickness Process PWHT Preheat SR # Filler Materialvipin100% (1)
- SS WPSDocumento1 paginaSS WPSMOHAMEDABBASNessuna valutazione finora
- WPSDocumento3 pagineWPSKhurram Burjees100% (1)
- WPQ Sample PrintoutDocumento1 paginaWPQ Sample PrintoutKannan VelNessuna valutazione finora
- 1015 To Hastelloy VickoDocumento14 pagine1015 To Hastelloy Vickovgestantyo100% (1)
- Welding of Duplex Stainless SteelDocumento7 pagineWelding of Duplex Stainless SteelAnthony YUNessuna valutazione finora
- WPS - EngineerDocumento20 pagineWPS - Engineerhunghoanglong100% (1)
- ASME Code Section IX - QW-360: Weldingoperator - Performance - QualificationDocumento2 pagineASME Code Section IX - QW-360: Weldingoperator - Performance - QualificationAmit SharmaNessuna valutazione finora
- Multi Process Welding Procedures QW200.4 (ASME IX)Documento1 paginaMulti Process Welding Procedures QW200.4 (ASME IX)HoangNessuna valutazione finora
- Revised PWPS 001Documento2 pagineRevised PWPS 001stdshopNessuna valutazione finora
- ASME IX Interpretation-Part11Documento40 pagineASME IX Interpretation-Part11kevin herryNessuna valutazione finora
- Brazing BPS 107-1 PDocumento5 pagineBrazing BPS 107-1 Pmbe josephNessuna valutazione finora
- WPS Steps of MakingDocumento51 pagineWPS Steps of MakingSaut Maruli Tua Samosir100% (1)
- Wps Magi Tig ExempleDocumento6 pagineWps Magi Tig ExempleDanem HalasNessuna valutazione finora
- Weld Repair Rate - MFJO542Documento2 pagineWeld Repair Rate - MFJO542Salahuddin Farooqui100% (1)
- QW-483 BlankDocumento2 pagineQW-483 BlankCraftyBob100% (1)
- Procedure Qualification Record (PQR)Documento3 pagineProcedure Qualification Record (PQR)Senthil KumaranNessuna valutazione finora
- 003-WPS For CS & Itcs With PWHT (C.S-19-40MM) (Itcs-20-44mm) PDFDocumento7 pagine003-WPS For CS & Itcs With PWHT (C.S-19-40MM) (Itcs-20-44mm) PDFKöksal PatanNessuna valutazione finora
- PQR 01 PDFDocumento2 paginePQR 01 PDFVijay BhaleraoNessuna valutazione finora
- For Fillet Weld Joint Project:Production ManifoldDocumento1 paginaFor Fillet Weld Joint Project:Production Manifoldabdallah ahmed50% (2)
- Toaz - Info Asme Sec Ix Wps Welding Variables and Data Smaw Saw Gtaw PRDocumento7 pagineToaz - Info Asme Sec Ix Wps Welding Variables and Data Smaw Saw Gtaw PRYasir LatifNessuna valutazione finora
- 09 Sec 09 - ASME IX Summary-07revisedCCDocumento38 pagine09 Sec 09 - ASME IX Summary-07revisedCCamalhaj2013Nessuna valutazione finora
- Define of WPS & PQRDocumento16 pagineDefine of WPS & PQRThanh Hua100% (1)
- Table QW-253 Welding Variables Procedure Specifications (WPS) - Shielded Metal-Arc Welding (SMAW)Documento1 paginaTable QW-253 Welding Variables Procedure Specifications (WPS) - Shielded Metal-Arc Welding (SMAW)Anonymous VohpMtUSNNessuna valutazione finora
- Gmaw and FcawDocumento3 pagineGmaw and FcawMadidj_2014Nessuna valutazione finora
- Esential For WPS - FCAW (QW-255) PDFDocumento2 pagineEsential For WPS - FCAW (QW-255) PDFMoch_adiganjarNessuna valutazione finora
- Tabla Qw-252 - Asme IxDocumento1 paginaTabla Qw-252 - Asme IxAngelTinocoNessuna valutazione finora
- Cryogenics - A Quick GuideDocumento7 pagineCryogenics - A Quick GuideAnnamalai Ram JGCNessuna valutazione finora
- Valves For Cryogenic ServiceDocumento1 paginaValves For Cryogenic ServiceAnnamalai Ram JGCNessuna valutazione finora
- The Importance of Welding Electrode FluxDocumento105 pagineThe Importance of Welding Electrode FluxAnnamalai Ram JGCNessuna valutazione finora
- Welding Distortion and Its ControlDocumento53 pagineWelding Distortion and Its ControlAnnamalai Ram JGC100% (1)
- Breech-Lock Arrangement-High Pressure Shell & Tube Heat ExchangersDocumento1 paginaBreech-Lock Arrangement-High Pressure Shell & Tube Heat ExchangersAnnamalai Ram JGC100% (1)
- Austenitic Stainless Steels, Problems-Failures-DifficultiesDocumento69 pagineAustenitic Stainless Steels, Problems-Failures-DifficultiesAnnamalai Ram JGC100% (2)
- Cryogenics - in BriefDocumento4 pagineCryogenics - in BriefAnnamalai Ram JGCNessuna valutazione finora
- StiffenerDocumento12 pagineStiffenergholiNessuna valutazione finora
- Ch26b Final Exam 2001Documento7 pagineCh26b Final Exam 2001Nguyễn Tiến DũngNessuna valutazione finora
- Formulario Magnitudes Corriente Alterna Monofásica Corriente Alterna Trifásica P Q S VDocumento2 pagineFormulario Magnitudes Corriente Alterna Monofásica Corriente Alterna Trifásica P Q S VMario Andrade100% (1)
- First-Order Linear Fuzzy Differential Equations On The Space of Linearly Correlated Fuzzy NumbersDocumento33 pagineFirst-Order Linear Fuzzy Differential Equations On The Space of Linearly Correlated Fuzzy NumbersHo Nhat NamNessuna valutazione finora
- ESAS Physics QuestionsDocumento22 pagineESAS Physics QuestionsErika Mae OrlinaNessuna valutazione finora
- Elements of Feedback Control SystemsDocumento53 pagineElements of Feedback Control SystemschanonNessuna valutazione finora
- Acara 4 GranulometriDocumento63 pagineAcara 4 GranulometriHana Riwu KahoNessuna valutazione finora
- Evaluating Risks of Construction-Induced Building Damage For Large Underground Construction ProjectsDocumento28 pagineEvaluating Risks of Construction-Induced Building Damage For Large Underground Construction ProjectsGiuseppe SquillaciotiNessuna valutazione finora
- Design Guide UPSDocumento18 pagineDesign Guide UPSVictor BitarNessuna valutazione finora
- Geotechnical Variation of London Clay Across Central LondonDocumento12 pagineGeotechnical Variation of London Clay Across Central LondonChiaraNessuna valutazione finora
- Micro-Urbanism: Chi Ti-Nan Develops A Project To Preserve Hong Kong Coastline Tai Long Sai WanDocumento3 pagineMicro-Urbanism: Chi Ti-Nan Develops A Project To Preserve Hong Kong Coastline Tai Long Sai WanAr Nizya NoushadNessuna valutazione finora
- Quick Guide To Beam Analysis Using Strand7Documento15 pagineQuick Guide To Beam Analysis Using Strand7Tarek AbulailNessuna valutazione finora
- Theory AssignmentDocumento12 pagineTheory Assignmentfahadfadi48Nessuna valutazione finora
- Considerations For Operating Pressure Vessels Below - 20°F PDFDocumento14 pagineConsiderations For Operating Pressure Vessels Below - 20°F PDFAdnan SheikhNessuna valutazione finora
- Atp ProductionDocumento20 pagineAtp ProductionMirriam AgpanganNessuna valutazione finora
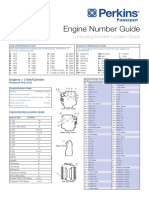
- Engine Number Guide (2-Page)Documento2 pagineEngine Number Guide (2-Page)Abdul KhaliqNessuna valutazione finora
- Internship Report Sample 5Documento35 pagineInternship Report Sample 5SUMIT KUMARNessuna valutazione finora
- FMP-401 2021-Ag-8243Documento4 pagineFMP-401 2021-Ag-8243ABdullah ButtNessuna valutazione finora
- Priyanka Patel Resume r6Documento2 paginePriyanka Patel Resume r6api-288092186Nessuna valutazione finora
- B SafeunitDocumento4 pagineB SafeunitSabariyantoNessuna valutazione finora
- KVH TI Folder en Web3 02Documento19 pagineKVH TI Folder en Web3 02mario_stefanecNessuna valutazione finora
- Display Unit TechnologyDocumento51 pagineDisplay Unit TechnologyNavin GillmanNessuna valutazione finora
- Measurements and Instrumentation Unit 1Documento62 pagineMeasurements and Instrumentation Unit 1R. Jhansirani83% (6)
- Hw2 Machining Solutions 2016Documento9 pagineHw2 Machining Solutions 2016BARNABAS DOGONessuna valutazione finora
- st3td 210 MW PDFDocumento203 paginest3td 210 MW PDFDevesh BadsiwalNessuna valutazione finora
- Department of Mathematics I.I.T Madras MA1101: Functions of Several Variables Assignment-I (A) (July-Nov, 2017)Documento2 pagineDepartment of Mathematics I.I.T Madras MA1101: Functions of Several Variables Assignment-I (A) (July-Nov, 2017)RahulNessuna valutazione finora
- Agarose Gel ElectrophoresisDocumento4 pagineAgarose Gel ElectrophoresisTarequl Islam NishadNessuna valutazione finora