Potrebbero piacerti anche
- Motor Truck Logging Methods Engineering Experiment Station Series, Bulletin No. 12Da EverandMotor Truck Logging Methods Engineering Experiment Station Series, Bulletin No. 12Nessuna valutazione finora
- Section 16 PDF PDFDocumento14 pagineSection 16 PDF PDFMinh TríNessuna valutazione finora
- Tractor Principles: The Action, Mechanism, Handling, Care, Maintenance and Repair of the Gas Engine TractorDa EverandTractor Principles: The Action, Mechanism, Handling, Care, Maintenance and Repair of the Gas Engine TractorNessuna valutazione finora
- VNA Floor Requirements VRDocumento14 pagineVNA Floor Requirements VRchamithpNessuna valutazione finora
- TenderDocumento4 pagineTenderBudi Waskito DPNessuna valutazione finora
- Lecture 9b - Construction Cost EstimatesDocumento38 pagineLecture 9b - Construction Cost EstimatesJoseph Berlin JuanzonNessuna valutazione finora
- Introduction To FPCDocumento25 pagineIntroduction To FPCBenito Lionel ZoboNessuna valutazione finora
- Four-Pass Loading - Must-Have or Myth PDFDocumento9 pagineFour-Pass Loading - Must-Have or Myth PDFRobert KnightNessuna valutazione finora
- ECO 610: Lecture 4: Horizontal Boundaries of The FirmDocumento27 pagineECO 610: Lecture 4: Horizontal Boundaries of The FirmRimeh BakirNessuna valutazione finora
- Merlo DBM 2000 2500 3500 en PDFDocumento8 pagineMerlo DBM 2000 2500 3500 en PDFJozef50% (4)
- Trade Infrastructure (Maharashtra)Documento5 pagineTrade Infrastructure (Maharashtra)RayNessuna valutazione finora
- SBEC3113 03trucksDocumento18 pagineSBEC3113 03trucksAkmarn MakmurNessuna valutazione finora
- Chapter 1 IntroductionDocumento93 pagineChapter 1 IntroductionTewodros TadesseNessuna valutazione finora
- Example Problem (English) A Contractor Is Planning To Put The Following Spread On A Dam Job. What Is The Estimated Production and cost/BCY?Documento5 pagineExample Problem (English) A Contractor Is Planning To Put The Following Spread On A Dam Job. What Is The Estimated Production and cost/BCY?Anonymous nm4qliNessuna valutazione finora
- Water House J DavidDocumento28 pagineWater House J DavidvelmuruganNessuna valutazione finora
- Tata MotorsDocumento32 pagineTata MotorsDev PatelNessuna valutazione finora
- Excavator Fuel ConsumptionDocumento3 pagineExcavator Fuel ConsumptionSIVACHANDRANNessuna valutazione finora
- 06 Annex 05 - Daywork Schedule DONEDocumento7 pagine06 Annex 05 - Daywork Schedule DONEThiện NguyễnNessuna valutazione finora
- SLEIPNERDocumento11 pagineSLEIPNERdiego huppesNessuna valutazione finora
- Equipment Cost Estimating - Otuonye - 2000Documento42 pagineEquipment Cost Estimating - Otuonye - 2000Rotax_Kid0% (1)
- Mining Motor Graders 24 Features and Benefits - FINALDocumento66 pagineMining Motor Graders 24 Features and Benefits - FINALWilliams Araya100% (1)
- Trucking & Fuel Economy/GHG Regulation: Perspectives From Small Business TruckersDocumento10 pagineTrucking & Fuel Economy/GHG Regulation: Perspectives From Small Business TruckersOOIDA's DC OfficeNessuna valutazione finora
- Selecting Shaft or DeclineDocumento8 pagineSelecting Shaft or DeclineluisparedesNessuna valutazione finora
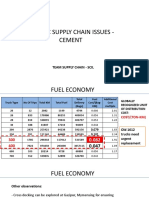
- Specific Supply Chain Issues - CEMENTDocumento19 pagineSpecific Supply Chain Issues - CEMENTriyadh al kamalNessuna valutazione finora
- Synchrnous Chip-Sealer PresentationDocumento19 pagineSynchrnous Chip-Sealer PresentationHabtamu SedieNessuna valutazione finora
- Costs, Revenue and Cash FlowDocumento48 pagineCosts, Revenue and Cash Flowmuhammad zulfadli senafiNessuna valutazione finora
- Procu & Sel of Const Machinery 28-7-21-1Documento33 pagineProcu & Sel of Const Machinery 28-7-21-1khaled nawazNessuna valutazione finora
- Selecting Shaft or DeclineDocumento8 pagineSelecting Shaft or DeclineStephen HolleyNessuna valutazione finora
- 7093417CPM - Construction Equipment PDFDocumento258 pagine7093417CPM - Construction Equipment PDFAshish TiwariNessuna valutazione finora
- Equipment Economics: Dr. Mallikarjun Pillalamarry Department of Mining and Process Engineering Polytechnic of NamibiaDocumento50 pagineEquipment Economics: Dr. Mallikarjun Pillalamarry Department of Mining and Process Engineering Polytechnic of Namibiaanon_622910368Nessuna valutazione finora
- Hourly Fuel Consumption of Rental Excavators and Heavy EquipmentDocumento5 pagineHourly Fuel Consumption of Rental Excavators and Heavy EquipmentAhmadNessuna valutazione finora
- MC01Documento103 pagineMC012spNessuna valutazione finora
- Network Design in SC Chapter Part IIIDocumento20 pagineNetwork Design in SC Chapter Part IIITemesgen PetrosNessuna valutazione finora
- Material & Equipment MGMT - NICMAR NCP-24 25Documento22 pagineMaterial & Equipment MGMT - NICMAR NCP-24 25madhuwadi67% (6)
- Supply Chain Management at Dalmia Cement LTD.: Submitted To: Prof. Rajendra Todalbagi Section B Group 1Documento14 pagineSupply Chain Management at Dalmia Cement LTD.: Submitted To: Prof. Rajendra Todalbagi Section B Group 1masoom razaNessuna valutazione finora
- Factors Affecting Productivity at Construction ProjectDocumento4 pagineFactors Affecting Productivity at Construction ProjectTsirihaariam MerawiNessuna valutazione finora
- Toyota Motor Manufacturing U.S.A Inc.: Group 10Documento8 pagineToyota Motor Manufacturing U.S.A Inc.: Group 10shishirNessuna valutazione finora
- Cement SegmentDocumento18 pagineCement SegmentJobin DevasiaNessuna valutazione finora
- Philippine Construction Productivity RatesDocumento19 paginePhilippine Construction Productivity RatesAbby100% (2)
- Lecture 2a - Construction EquipmentDocumento37 pagineLecture 2a - Construction EquipmentLouise Luy100% (1)
- The Machine That Changed The World: How Lean Production Revolutionized The Global Car WarsDocumento16 pagineThe Machine That Changed The World: How Lean Production Revolutionized The Global Car WarsManju DorennavarNessuna valutazione finora
- Solution SCM 2Documento9 pagineSolution SCM 2DileepSinghNessuna valutazione finora
- NCCDocumento5 pagineNCCDeepika GuptaNessuna valutazione finora
- 10 Atakay Sintek Change of Preferences VRM vs. Ball Mill PDFDocumento21 pagine10 Atakay Sintek Change of Preferences VRM vs. Ball Mill PDFTuhin TahmidNessuna valutazione finora
- 15 Fleet ManagementDocumento20 pagine15 Fleet ManagementSHERINA HELMYZANessuna valutazione finora
- Why Do Cities Exist?: Economics 312 Martin FarnhamDocumento15 pagineWhy Do Cities Exist?: Economics 312 Martin FarnhamMin Chan MoonNessuna valutazione finora
- Block 74-A Champawat-A - RateAnalysis - MORTHDocumento477 pagineBlock 74-A Champawat-A - RateAnalysis - MORTHBhawan Bisht100% (1)
- Equipment CostsDocumento30 pagineEquipment CostsRahul PrajapatNessuna valutazione finora
- 793B V.S. 793CDocumento6 pagine793B V.S. 793Ccarlucido247970100% (1)
- Development of Tipper Unloading MechanismDocumento4 pagineDevelopment of Tipper Unloading MechanismAnonymous kw8Yrp0R5rNessuna valutazione finora
- Cement SegmentDocumento18 pagineCement Segmentmanish1895Nessuna valutazione finora
- Quarry Presentation For Mantrac KenyaDocumento59 pagineQuarry Presentation For Mantrac Kenyaamrgad308Nessuna valutazione finora
- Wind Power - Vattenfall Wind Assets: Onshore Capacity: 542 MW Offshore Capacity: 836 MW Production: 4.080 TWHDocumento36 pagineWind Power - Vattenfall Wind Assets: Onshore Capacity: 542 MW Offshore Capacity: 836 MW Production: 4.080 TWHDavid Torres RodriguezNessuna valutazione finora
- Berthing Policy Dry Bulk CargoDocumento16 pagineBerthing Policy Dry Bulk CargoDinoNessuna valutazione finora
- CTM Mid 1Documento4 pagineCTM Mid 1bhaskar pallaNessuna valutazione finora
- Marine Crane Lifecycle CostDocumento3 pagineMarine Crane Lifecycle CostesvalNessuna valutazione finora
- Assignment Nicmar / Sode Office: Name: Mr. Prabhakar Prakash Shingrut Course: GPCBM Reg. No. 217-04-22-50914-2183Documento18 pagineAssignment Nicmar / Sode Office: Name: Mr. Prabhakar Prakash Shingrut Course: GPCBM Reg. No. 217-04-22-50914-2183Prabhakar Shingrut100% (1)
- BMC Truck and Excavator Performance (Pre FMS) Study JAN18Documento57 pagineBMC Truck and Excavator Performance (Pre FMS) Study JAN18Victor Ballesteros100% (2)
- Truck Operating Benchmarks: Brought To You in The Interests of Improving Fuel Savings & ControlDocumento5 pagineTruck Operating Benchmarks: Brought To You in The Interests of Improving Fuel Savings & ControlJared JoubertNessuna valutazione finora
- Improving Efficiency Underground: A Challenge Worth TacklingDocumento5 pagineImproving Efficiency Underground: A Challenge Worth TacklingHerbertNessuna valutazione finora
- Section 320 Hot Mix Asphalt - Plant Methods and Equipment 320-1 GeneralDocumento9 pagineSection 320 Hot Mix Asphalt - Plant Methods and Equipment 320-1 GeneralMax Cedeño De LeónNessuna valutazione finora
- Sample ID: Pred Pred PredDocumento5 pagineSample ID: Pred Pred PredMax Cedeño De LeónNessuna valutazione finora
- 1338 GlasGrid Technical ManualDocumento32 pagine1338 GlasGrid Technical ManualMax Cedeño De LeónNessuna valutazione finora
- Descriptif MK6 6s E LipidsDocumento24 pagineDescriptif MK6 6s E LipidsMax Cedeño De LeónNessuna valutazione finora
- Tesis de FidDocumento118 pagineTesis de FidMax Cedeño De LeónNessuna valutazione finora
- Asphalt Institute PresentationDocumento43 pagineAsphalt Institute PresentationMax Cedeño De LeónNessuna valutazione finora
- How To Characterize The Mechanical Response of Bitumen Stabilized MaterialDocumento10 pagineHow To Characterize The Mechanical Response of Bitumen Stabilized MaterialMax Cedeño De LeónNessuna valutazione finora
- Hamburg Wheel Track Test Requirements NCHRP - w219Documento88 pagineHamburg Wheel Track Test Requirements NCHRP - w219Max Cedeño De LeónNessuna valutazione finora
- Pavetest-Matest BrochureDEF PDFDocumento47 paginePavetest-Matest BrochureDEF PDFMax Cedeño De LeónNessuna valutazione finora
- Soil Testing: 200kN Hydraulic Static Cone PenetrometerDocumento1 paginaSoil Testing: 200kN Hydraulic Static Cone PenetrometerMax Cedeño De LeónNessuna valutazione finora
- Water Quality MonitoringDocumento3 pagineWater Quality MonitoringJoa YupNessuna valutazione finora
- Asia Pacific SAR Plan V2.0Documento38 pagineAsia Pacific SAR Plan V2.0Joci SimõesNessuna valutazione finora
- Sc10 - Worksheet On Atoms and IonsDocumento6 pagineSc10 - Worksheet On Atoms and IonsAnmol AgarwalNessuna valutazione finora
- Apspdcl PDFDocumento21 pagineApspdcl PDFK.sanjeev KumarNessuna valutazione finora
- List of Marketing Metrics and KpisDocumento5 pagineList of Marketing Metrics and KpisThe KPI Examples ReviewNessuna valutazione finora
- Light Design by Anil ValiaDocumento10 pagineLight Design by Anil ValiaMili Jain0% (1)
- Free DMAIC Checklist Template Excel DownloadDocumento5 pagineFree DMAIC Checklist Template Excel DownloadErik Leonel LucianoNessuna valutazione finora
- Quiz Application in Visual BasicDocumento20 pagineQuiz Application in Visual BasicShivangi SahaNessuna valutazione finora
- Gulfpub Wo 201805Documento81 pagineGulfpub Wo 201805Patricia.PNessuna valutazione finora
- Declaration of Absence of Conflict of InterestDocumento1 paginaDeclaration of Absence of Conflict of InterestJvhelcoronacondat CondatNessuna valutazione finora
- PmtsDocumento46 paginePmtsDhiraj ZanzadNessuna valutazione finora
- Module 1 Learning PrinciplesDocumento2 pagineModule 1 Learning PrinciplesAngela Agonos100% (1)
- IBDP Physics Oxford David - Homer Course Ebook 4th Edition-2014 CH-1Documento27 pagineIBDP Physics Oxford David - Homer Course Ebook 4th Edition-2014 CH-1Milek Anil KumarNessuna valutazione finora
- BLDG Permit Form (Back To Back)Documento2 pagineBLDG Permit Form (Back To Back)ar desNessuna valutazione finora
- Fundamentals of Logistics XI - 2023Documento45 pagineFundamentals of Logistics XI - 2023saiyaNessuna valutazione finora
- 67 9268Documento34 pagine67 9268Salvador ReyesNessuna valutazione finora
- Sabre V8Documento16 pagineSabre V8stefan.vince536Nessuna valutazione finora
- Secondary Scheme of Work Form 2Documento163 pagineSecondary Scheme of Work Form 2Fariha RismanNessuna valutazione finora
- 1600 Cal Meal Planning GuideDocumento6 pagine1600 Cal Meal Planning GuideAlyssa Jennings100% (2)
- UST Corporation Law Syllabus 2020 2021Documento26 pagineUST Corporation Law Syllabus 2020 2021PAMELA ALEXIA CASTILLONessuna valutazione finora
- D90KSDocumento1 paginaD90KSAmilton filhoNessuna valutazione finora
- Algorithm Design TechniquesDocumento24 pagineAlgorithm Design TechniquespermasaNessuna valutazione finora
- Ancient India: Book Recommendation: Indian Feudalism Urban Decay in India - RS SharmaDocumento5 pagineAncient India: Book Recommendation: Indian Feudalism Urban Decay in India - RS SharmaShraddha 7Nessuna valutazione finora
- PriceDoxy 09 September 2011Documento56 paginePriceDoxy 09 September 2011Elena OltuNessuna valutazione finora
- Qdoc - Tips Sinister-TarotzDocumento92 pagineQdoc - Tips Sinister-TarotzAleister DahmerNessuna valutazione finora
- Note 15-Feb-2023Documento4 pagineNote 15-Feb-2023Oliver ScissorsNessuna valutazione finora
- Sequence Analytical and Vector Geometry at Teaching of Solid Geometry at Secondary SchoolDocumento10 pagineSequence Analytical and Vector Geometry at Teaching of Solid Geometry at Secondary SchoolJuan S. PalmaNessuna valutazione finora
- EASA Part-66 Module 17 QBDocumento53 pagineEASA Part-66 Module 17 QBFaisal Ahmed Newon80% (5)
- Copper For BusbarDocumento60 pagineCopper For BusbarSunil Gadekar100% (3)
- The Necessary Art of PersuasionDocumento14 pagineThe Necessary Art of PersuasionAnugragha SundarNessuna valutazione finora
- Clean Mama's Guide to a Healthy Home: The Simple, Room-by-Room Plan for a Natural HomeDa EverandClean Mama's Guide to a Healthy Home: The Simple, Room-by-Room Plan for a Natural HomeValutazione: 5 su 5 stelle5/5 (2)
- Simplified Organization: Learn to Love What Must Be DoneDa EverandSimplified Organization: Learn to Love What Must Be DoneNessuna valutazione finora
- The Encyclopedia of Spices & Herbs: An Essential Guide to the Flavors of the WorldDa EverandThe Encyclopedia of Spices & Herbs: An Essential Guide to the Flavors of the WorldValutazione: 3.5 su 5 stelle3.5/5 (5)
- Eat That Frog!: 21 Great Ways to Stop Procrastinating and Get More Done in Less TimeDa EverandEat That Frog!: 21 Great Ways to Stop Procrastinating and Get More Done in Less TimeValutazione: 4.5 su 5 stelle4.5/5 (3231)
- Midwest-The Lost Book of Herbal Remedies, Unlock the Secrets of Natural Medicine at HomeDa EverandMidwest-The Lost Book of Herbal Remedies, Unlock the Secrets of Natural Medicine at HomeNessuna valutazione finora
- The Gentle Art of Swedish Death Cleaning: How to Free Yourself and Your Family from a Lifetime of ClutterDa EverandThe Gentle Art of Swedish Death Cleaning: How to Free Yourself and Your Family from a Lifetime of ClutterValutazione: 4 su 5 stelle4/5 (468)
- How to Keep House While Drowning: A Gentle Approach to Cleaning and OrganizingDa EverandHow to Keep House While Drowning: A Gentle Approach to Cleaning and OrganizingValutazione: 4.5 su 5 stelle4.5/5 (847)
- Lightly: How to Live a Simple, Serene & Stress-free LifeDa EverandLightly: How to Live a Simple, Serene & Stress-free LifeValutazione: 4 su 5 stelle4/5 (12)
- Edward's Menagerie New Edition: Over 50 easy-to-make soft toy animal crochet patternsDa EverandEdward's Menagerie New Edition: Over 50 easy-to-make soft toy animal crochet patternsNessuna valutazione finora
- Crochet Zodiac Dolls: Stitch the horoscope with astrological amigurumiDa EverandCrochet Zodiac Dolls: Stitch the horoscope with astrological amigurumiValutazione: 4 su 5 stelle4/5 (3)
- 100 Micro Amigurumi: Crochet patterns and charts for tiny amigurumiDa Everand100 Micro Amigurumi: Crochet patterns and charts for tiny amigurumiValutazione: 5 su 5 stelle5/5 (2)
- How To Win Friends And Influence PeopleDa EverandHow To Win Friends And Influence PeopleValutazione: 4.5 su 5 stelle4.5/5 (6521)
- House Rules: How to Decorate for Every Home, Style, and BudgetDa EverandHouse Rules: How to Decorate for Every Home, Style, and BudgetNessuna valutazione finora
- The Fitness Mindset: Eat for energy, Train for tension, Manage your mindset, Reap the resultsDa EverandThe Fitness Mindset: Eat for energy, Train for tension, Manage your mindset, Reap the resultsValutazione: 4.5 su 5 stelle4.5/5 (31)
- Permaculture for the Rest of Us: Abundant Living on Less than an AcreDa EverandPermaculture for the Rest of Us: Abundant Living on Less than an AcreValutazione: 4.5 su 5 stelle4.5/5 (33)
- Root to Leaf: A Southern Chef Cooks Through the SeasonsDa EverandRoot to Leaf: A Southern Chef Cooks Through the SeasonsValutazione: 4.5 su 5 stelle4.5/5 (3)
- Summary of Goodbye, Things: The New Japanese Minimalism by Fumio SasakiDa EverandSummary of Goodbye, Things: The New Japanese Minimalism by Fumio SasakiValutazione: 4.5 su 5 stelle4.5/5 (5)
- It's All Too Much: An Easy Plan for Living a Richer Life with Less StuffDa EverandIt's All Too Much: An Easy Plan for Living a Richer Life with Less StuffValutazione: 4 su 5 stelle4/5 (232)
- Mini Farming: Self-Sufficiency on 1/4 AcreDa EverandMini Farming: Self-Sufficiency on 1/4 AcreValutazione: 4 su 5 stelle4/5 (76)
- Hello Hexie!: 20 Easy Crochet Patterns from Simple Granny HexagonsDa EverandHello Hexie!: 20 Easy Crochet Patterns from Simple Granny HexagonsValutazione: 5 su 5 stelle5/5 (3)
- The 21 Irrefutable Laws of Leadership 25th Anniversary: Follow Them and People Will Follow YouDa EverandThe 21 Irrefutable Laws of Leadership 25th Anniversary: Follow Them and People Will Follow YouValutazione: 4 su 5 stelle4/5 (417)
- The Martha Manual: How to Do (Almost) EverythingDa EverandThe Martha Manual: How to Do (Almost) EverythingValutazione: 4 su 5 stelle4/5 (11)
- Minimalism: Minimalism for Beginners. How to Live Happy While Needing Less in This Modern Material WorldDa EverandMinimalism: Minimalism for Beginners. How to Live Happy While Needing Less in This Modern Material WorldValutazione: 4.5 su 5 stelle4.5/5 (39)
- Upcycling: 20 Creative Projects Made from Reclaimed MaterialsDa EverandUpcycling: 20 Creative Projects Made from Reclaimed MaterialsNessuna valutazione finora
- Treasure Bookmaking: Crafting Handmade Sustainable JournalsDa EverandTreasure Bookmaking: Crafting Handmade Sustainable JournalsNessuna valutazione finora
- Amigurumi Cats: Crochet Sweet Kitties the Japanese Way (24 Projects of Cats to Crochet)Da EverandAmigurumi Cats: Crochet Sweet Kitties the Japanese Way (24 Projects of Cats to Crochet)Nessuna valutazione finora
- Decluttering at the Speed of Life: Winning Your Never-Ending Battle with StuffDa EverandDecluttering at the Speed of Life: Winning Your Never-Ending Battle with StuffValutazione: 4.5 su 5 stelle4.5/5 (578)