Potrebbero piacerti anche
- Maintenance Policies and ProceduresDocumento172 pagineMaintenance Policies and ProceduresPBar123456100% (2)
- Purnanandalahari p3D4Documento60 paginePurnanandalahari p3D4anilkumar100% (1)
- 4 Maintenance Strategies For Asset Management FiixDocumento11 pagine4 Maintenance Strategies For Asset Management FiixLeo UrbančićNessuna valutazione finora
- Preventive Maintenance Plan - Gerry GusdalDocumento28 paginePreventive Maintenance Plan - Gerry GusdalApezAnuarNessuna valutazione finora
- CMRT Candidate Guide For Certification and Recertification 2-17 PDFDocumento26 pagineCMRT Candidate Guide For Certification and Recertification 2-17 PDFÂñçhūlä SrïkâñthNessuna valutazione finora
- Maintenance of Equipment: Philippine Society of Mechanical Engineers Professional Development CourseDocumento23 pagineMaintenance of Equipment: Philippine Society of Mechanical Engineers Professional Development CourseAngel Silva VicenteNessuna valutazione finora
- Maintenance 1Documento40 pagineMaintenance 1Muhammad BilalNessuna valutazione finora
- Industrial Preventive MaintenanceDocumento360 pagineIndustrial Preventive MaintenanceRonald Acbang100% (2)
- E-Pssr: Maintenance and Repair Application Component Life Management Marc ManagementDocumento5 pagineE-Pssr: Maintenance and Repair Application Component Life Management Marc ManagementAndrés BlancoNessuna valutazione finora
- Operation and Maintenance SystemsDocumento13 pagineOperation and Maintenance SystemsJill de Luna100% (1)
- Why Maintenance ExcellenceDocumento14 pagineWhy Maintenance ExcellenceRolando DaclanNessuna valutazione finora
- 01 Principles and Practices of Maintenance PlanningDocumento24 pagine01 Principles and Practices of Maintenance PlanningGeorgy Kurien100% (2)
- Great Maintenance SupervisorsDocumento7 pagineGreat Maintenance SupervisorsJair T100% (1)
- Computerized Maintenance Management Systems (CMMS)Documento8 pagineComputerized Maintenance Management Systems (CMMS)Asep HermanNessuna valutazione finora
- Preventive Maintenance ProcedureDocumento4 paginePreventive Maintenance ProcedureHanin BouzianeNessuna valutazione finora
- CMMS Template - Consolidated HVACDocumento2.323 pagineCMMS Template - Consolidated HVACSundar DAACNessuna valutazione finora
- Procedures of Maintainance ManagementDocumento6 pagineProcedures of Maintainance ManagementKifayat UllahNessuna valutazione finora
- Maintenance ManagementDocumento6 pagineMaintenance ManagementTushar PatilNessuna valutazione finora
- Maintenance Engineering PDFDocumento117 pagineMaintenance Engineering PDFSakshi Bansal100% (2)
- University of Pretoria Thesis - Asset Management Auditing MethodologyDocumento97 pagineUniversity of Pretoria Thesis - Asset Management Auditing MethodologyamadouNessuna valutazione finora
- Preventive Maintenance ProcedureDocumento2 paginePreventive Maintenance ProcedureJeff DrewNessuna valutazione finora
- Best practices increase maintenance efficiencyDocumento7 pagineBest practices increase maintenance efficiencyReza Fitra KasturiNessuna valutazione finora
- Maintenance Planner Position DescriptionDocumento13 pagineMaintenance Planner Position Descriptiontohema100% (2)
- Periodic maintenance checklist for examination lightDocumento2 paginePeriodic maintenance checklist for examination lightEngr Awais Tahir MughalNessuna valutazione finora
- Maintenance Planning and SchedullingDocumento3 pagineMaintenance Planning and SchedullingAnnisa MarlinNessuna valutazione finora
- 01 Preventative Maintenance Procedure 1 P04Documento1 pagina01 Preventative Maintenance Procedure 1 P04pallavan.k100% (1)
- QP-72-01 Maintenance Policy & StrategiesDocumento12 pagineQP-72-01 Maintenance Policy & StrategiesSamsudin Ahmad100% (2)
- Maintenance Planning Work Flow DescriptionDocumento7 pagineMaintenance Planning Work Flow DescriptionAsep Herman100% (2)
- CMRP Candidate Guide For Certification and Recertification 4-26-16Documento39 pagineCMRP Candidate Guide For Certification and Recertification 4-26-16Miroslav ProdanaNessuna valutazione finora
- Intro to TPM for Equipment ReliabilityDocumento31 pagineIntro to TPM for Equipment ReliabilitySuman TutooNessuna valutazione finora
- Maintenance PolicyDocumento15 pagineMaintenance PolicyMaxwell Toffah100% (2)
- Maintenance Planning TechniquesDocumento35 pagineMaintenance Planning TechniquesDeepali Pandit100% (1)
- Maintenance ManagementDocumento14 pagineMaintenance ManagementAasishPatilNessuna valutazione finora
- X70 Corrective MaintenanceDocumento12 pagineX70 Corrective Maintenancelems9Nessuna valutazione finora
- CMMS Selection GuideDocumento6 pagineCMMS Selection GuidehamadaabdelgawadNessuna valutazione finora
- Maintenance and Its Types-1Documento33 pagineMaintenance and Its Types-1Xtylish RajpootNessuna valutazione finora
- Optimizing Equipment Maintenance PDFDocumento244 pagineOptimizing Equipment Maintenance PDFAgung MhzNessuna valutazione finora
- CMMS computerized maintenance management system The Ultimate Step-By-Step GuideDa EverandCMMS computerized maintenance management system The Ultimate Step-By-Step GuideNessuna valutazione finora
- Maintenance ManagementDocumento28 pagineMaintenance ManagementAbdul RashidNessuna valutazione finora
- Rules & Guidelines of Elliott WaveDocumento12 pagineRules & Guidelines of Elliott WaveNd Reyes100% (2)
- Chapter 6 - Maintenance Planning - May 2020Documento64 pagineChapter 6 - Maintenance Planning - May 2020Syamimi AlwaniNessuna valutazione finora
- Maintenance ConceptDocumento4 pagineMaintenance Conceptsomjit saranaiNessuna valutazione finora
- Developing Maintenance Strategy 88760d01Documento14 pagineDeveloping Maintenance Strategy 88760d01Sundar Kumar Vasantha Govindarajulu100% (1)
- MAINTENANCE PLANNING PRINCIPLESDocumento23 pagineMAINTENANCE PLANNING PRINCIPLESVenkadeshwaran KuthalingamNessuna valutazione finora
- Importance of Preventive Maintenance for Maximizing Equipment ReliabilityDocumento26 pagineImportance of Preventive Maintenance for Maximizing Equipment ReliabilitySaajida PvNessuna valutazione finora
- MAHAKAVI BHARATHIYAR COLLEGE OF ENGINEERING & TECHNOLOGYDocumento27 pagineMAHAKAVI BHARATHIYAR COLLEGE OF ENGINEERING & TECHNOLOGYRaviggg100% (3)
- Class 11 - Maintenance Planning and Scheduling - DR - AdelDocumento30 pagineClass 11 - Maintenance Planning and Scheduling - DR - AdelRajmchzNessuna valutazione finora
- Maintenance PlanningDocumento27 pagineMaintenance Planningnelson_ferns100% (3)
- Maintenance StrategyDocumento47 pagineMaintenance Strategyapi-3732848100% (1)
- Initial Stages of EvolutionDocumento5 pagineInitial Stages of EvolutionVivek MulchandaniNessuna valutazione finora
- Maintenance StrategiesDocumento15 pagineMaintenance StrategiesConrad Hendrik De KockNessuna valutazione finora
- ME189 - Process Plant Shutdown, Turnaround TroubleshootingDocumento6 pagineME189 - Process Plant Shutdown, Turnaround TroubleshootingKais RegaiegNessuna valutazione finora
- Maintenance Management and ControlDocumento52 pagineMaintenance Management and ControlMohammedNessuna valutazione finora
- CMRP Practice QuestionsDocumento4 pagineCMRP Practice Questionslinbaba123Nessuna valutazione finora
- Maintenance Strategies & Applications: ObjectivesDocumento14 pagineMaintenance Strategies & Applications: ObjectivesSalil KrishnaNessuna valutazione finora
- Maintenance Journal 171fullDocumento85 pagineMaintenance Journal 171fullJorge MartinezNessuna valutazione finora
- Maintenance Planning and Scheduling PPT 1Documento11 pagineMaintenance Planning and Scheduling PPT 1shabz84100% (2)
- Evaluating FMEA, FMECA and FMEDADocumento6 pagineEvaluating FMEA, FMECA and FMEDAZakaria RadaNessuna valutazione finora
- Predictive Maintenance A Complete Guide - 2021 EditionDa EverandPredictive Maintenance A Complete Guide - 2021 EditionNessuna valutazione finora
- CMRTDocumento102 pagineCMRTMukaila IbrahimNessuna valutazione finora
- Mvws NozzleDocumento1 paginaMvws NozzleRajNessuna valutazione finora
- Price. Bid: Ce For Pump S Sub.: Pri Pare and PartsDocumento2 paginePrice. Bid: Ce For Pump S Sub.: Pri Pare and PartsRajNessuna valutazione finora
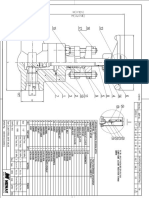
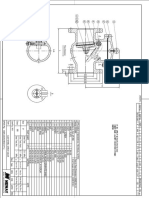
- Data Sheet for Double Headed Hydrant ValveDocumento2 pagineData Sheet for Double Headed Hydrant ValveRajNessuna valutazione finora
- Re Gadsg SDGEAGDocumento1 paginaRe Gadsg SDGEAGRajNessuna valutazione finora
- 15nb Half CouplingDocumento1 pagina15nb Half CouplingRajNessuna valutazione finora
- Special Tools: Erui International Electronic Commerce Co., LTDDocumento7 pagineSpecial Tools: Erui International Electronic Commerce Co., LTDRajNessuna valutazione finora
- Blessed Fred Construction EntDocumento1 paginaBlessed Fred Construction EntRajNessuna valutazione finora
- Procurement Quotation for Chest Freezers, Chillers, Fans and Laundry EquipmentDocumento1 paginaProcurement Quotation for Chest Freezers, Chillers, Fans and Laundry EquipmentRajNessuna valutazione finora
- Lubrication: Erui International Electronic Commerce Co., LTDDocumento1 paginaLubrication: Erui International Electronic Commerce Co., LTDRajNessuna valutazione finora
- Poe, N0, B-R La+nq/l U PT - Os: NOTES.Documento1 paginaPoe, N0, B-R La+nq/l U PT - Os: NOTES.RajNessuna valutazione finora
- Chehab Nig. LTD.: ImmediatelyDocumento1 paginaChehab Nig. LTD.: ImmediatelyRajNessuna valutazione finora
- Saturn Home Appliances: 271b Ajose Adeogun Street, Victoria IslandDocumento1 paginaSaturn Home Appliances: 271b Ajose Adeogun Street, Victoria IslandRajNessuna valutazione finora
- PW610 PWM BB3 PDFDocumento6 paginePW610 PWM BB3 PDFRajNessuna valutazione finora
- Jining Xunda Pipe Coating Materials Co.,Ltd: Test Report No. XD191014-03Documento1 paginaJining Xunda Pipe Coating Materials Co.,Ltd: Test Report No. XD191014-03RajNessuna valutazione finora
- Jining Xunda Pipe Coating Materials Co.,Ltd: Test Report No. XD191014-02Documento2 pagineJining Xunda Pipe Coating Materials Co.,Ltd: Test Report No. XD191014-02RajNessuna valutazione finora
- Jining Xunda Pipe Coating Materials Co.,Ltd: Test Report No. XD191014-01Documento2 pagineJining Xunda Pipe Coating Materials Co.,Ltd: Test Report No. XD191014-01RajNessuna valutazione finora
- QWETWEFEWDocumento1 paginaQWETWEFEWRajNessuna valutazione finora
- Product Certificate (Registered) : Standards Organisation of Nigeria Conformity Assessment ProgrammeDocumento1 paginaProduct Certificate (Registered) : Standards Organisation of Nigeria Conformity Assessment ProgrammeRajNessuna valutazione finora
- ZTC250H431 27CSzxFDGHAWERS4GSZDTQ78JHYY英文技术规格书Documento17 pagineZTC250H431 27CSzxFDGHAWERS4GSZDTQ78JHYY英文技术规格书RajNessuna valutazione finora
- Zoomlion ZTC550V Truck Crane Technical SpecificationsDocumento28 pagineZoomlion ZTC550V Truck Crane Technical SpecificationsRajNessuna valutazione finora
- ZTC250H431 27CSzxFDGHAWERS4GSZDTQ78JHYY英文技术规格书Documento17 pagineZTC250H431 27CSzxFDGHAWERS4GSZDTQ78JHYY英文技术规格书RajNessuna valutazione finora
- RWHRESFHGGRVDocumento1 paginaRWHRESFHGGRVRajNessuna valutazione finora
- 10 0.5G15N V3, C40 8 (-I,)Documento1 pagina10 0.5G15N V3, C40 8 (-I,)RajNessuna valutazione finora
- ZTC800V SPECIFICATIONSDocumento27 pagineZTC800V SPECIFICATIONSRajNessuna valutazione finora
- TUJW46U6UWEGTBFDocumento1 paginaTUJW46U6UWEGTBFRajNessuna valutazione finora
- TUJW46U6UWEGTBFDocumento1 paginaTUJW46U6UWEGTBFRajNessuna valutazione finora
- 10 0.5G15N V3, C40 8 (-I,)Documento1 pagina10 0.5G15N V3, C40 8 (-I,)RajNessuna valutazione finora
- 34T43ETFRWADocumento1 pagina34T43ETFRWARajNessuna valutazione finora
- 360 6S3R, C00 8 (-NRD3-VY1,) - ModelDocumento1 pagina360 6S3R, C00 8 (-NRD3-VY1,) - ModelRajNessuna valutazione finora
- 200 2BB6R V3 C40 3N662-Model PDFDocumento1 pagina200 2BB6R V3 C40 3N662-Model PDFRajNessuna valutazione finora
- Srimanta Shankardev: Early LifeDocumento3 pagineSrimanta Shankardev: Early LifeAnusuya BaruahNessuna valutazione finora
- Lesson Plan 160205 Jelly Snake PracticalDocumento7 pagineLesson Plan 160205 Jelly Snake Practicalapi-309206763Nessuna valutazione finora
- Material Safety Data Sheet: Development Associates, IncDocumento3 pagineMaterial Safety Data Sheet: Development Associates, IncDedi MulyadiNessuna valutazione finora
- Vikash Kumar: 1. Aunico India May 2018Documento4 pagineVikash Kumar: 1. Aunico India May 2018Rama Krishna PandaNessuna valutazione finora
- KENDRIYA VIDYALAYA Biology Investigatory ProjectDocumento28 pagineKENDRIYA VIDYALAYA Biology Investigatory Projectvishali GNessuna valutazione finora
- Newly Constructed Masculinity' in Mahesh Dattani's Dance Like A ManDocumento4 pagineNewly Constructed Masculinity' in Mahesh Dattani's Dance Like A ManIJELS Research JournalNessuna valutazione finora
- Starting an NGO - A Guide to the Key StepsDocumento22 pagineStarting an NGO - A Guide to the Key StepsBadam SinduriNessuna valutazione finora
- EAPP Module 5Documento10 pagineEAPP Module 5Ma. Khulyn AlvarezNessuna valutazione finora
- 74VHCU04Documento6 pagine74VHCU04Alexandre S. CorrêaNessuna valutazione finora
- The Teacher and The LearnerDocumento23 pagineThe Teacher and The LearnerUnique Alegarbes Labra-SajolNessuna valutazione finora
- Rise of NationalismDocumento19 pagineRise of NationalismlolaNessuna valutazione finora
- Localized Commercial LeafletDocumento14 pagineLocalized Commercial LeafletJohn Kim CarandangNessuna valutazione finora
- Nurses Week Program InvitationDocumento2 pagineNurses Week Program InvitationBenilda TuanoNessuna valutazione finora
- Range of Muscle Work.Documento54 pagineRange of Muscle Work.Salman KhanNessuna valutazione finora
- Impacts of DecarbonizationDocumento2 pagineImpacts of DecarbonizationCM SoongNessuna valutazione finora
- Xbox Accessories en ZH Ja Ko - CN Si TW HK JP KoDocumento64 pagineXbox Accessories en ZH Ja Ko - CN Si TW HK JP KoM RyuNessuna valutazione finora
- Chapter 12Documento52 pagineChapter 12Mr SaemNessuna valutazione finora
- Stress-Busting Plan for Life's ChallengesDocumento3 pagineStress-Busting Plan for Life's Challengesliera sicadNessuna valutazione finora
- Fixed Prosthodontics Provisional Materials: Making The Right Selection.Documento7 pagineFixed Prosthodontics Provisional Materials: Making The Right Selection.veloso.rossana0% (1)
- RCC Lintel and Slab PlanDocumento3 pagineRCC Lintel and Slab PlanSaurabh Parmar 28Nessuna valutazione finora
- User Manual: C43J890DK C43J892DK C49J890DK C49J892DKDocumento58 pagineUser Manual: C43J890DK C43J892DK C49J890DK C49J892DKGeorge FiruțăNessuna valutazione finora
- Liquid Air Energy Storage Systems A - 2021 - Renewable and Sustainable EnergyDocumento12 pagineLiquid Air Energy Storage Systems A - 2021 - Renewable and Sustainable EnergyJosePPMolinaNessuna valutazione finora
- PPPoE Packet Format - HCNADocumento6 paginePPPoE Packet Format - HCNARobert Sanchez OchochoqueNessuna valutazione finora
- Percentage Practice Sheet - RBEDocumento11 paginePercentage Practice Sheet - RBEankitNessuna valutazione finora
- Session CommandsDocumento1.033 pagineSession Commandshan seongNessuna valutazione finora
- Law of The Limiting FactorsDocumento4 pagineLaw of The Limiting FactorsBiswajit DarbarNessuna valutazione finora
- BCMEDocumento9 pagineBCMEVenkateshwaran VenkyNessuna valutazione finora
- CVR College of Engineering: UGC Autonomous InstitutionDocumento2 pagineCVR College of Engineering: UGC Autonomous Institutionshankar1577Nessuna valutazione finora