Potrebbero piacerti anche
- Updated List of Auditing Firms Empanelled To Undertake MV Activity Under PAT Cycle - II As On 15 05 2019 (NEW SECTORS)Documento5 pagineUpdated List of Auditing Firms Empanelled To Undertake MV Activity Under PAT Cycle - II As On 15 05 2019 (NEW SECTORS)paurushgodharNessuna valutazione finora
- GHG Manual Iron Steel FinalDocumento95 pagineGHG Manual Iron Steel Finalpaurushgodhar100% (1)
- Innovations in Energy MGMTDocumento22 pagineInnovations in Energy MGMTpaurushgodhar100% (1)
- Capacitor Derating CalculationsDocumento2 pagineCapacitor Derating CalculationspaurushgodharNessuna valutazione finora
- Size of Transformer's Circuit Braker & Fuse (10.6.13)Documento31 pagineSize of Transformer's Circuit Braker & Fuse (10.6.13)arunpandey1686Nessuna valutazione finora
- Investment Model For 1 MW Solar Power PlantDocumento3 pagineInvestment Model For 1 MW Solar Power Plantpaurushgodhar100% (3)
- SO353Documento45 pagineSO353BijayKumarSahooNessuna valutazione finora
- ECO3 Innovation in BldgsDocumento45 pagineECO3 Innovation in BldgspaurushgodharNessuna valutazione finora
- Incandescent / Halogen Bulb: $2071126.80/yearDocumento4 pagineIncandescent / Halogen Bulb: $2071126.80/yearpaurushgodharNessuna valutazione finora
- Green Lighting LED Energy Savings CalculatorDocumento2 pagineGreen Lighting LED Energy Savings CalculatorpaurushgodharNessuna valutazione finora
- Sound Speed in SolidsDocumento1 paginaSound Speed in SolidspaurushgodharNessuna valutazione finora
- Steam DistributionDocumento47 pagineSteam DistributionpaurushgodharNessuna valutazione finora
- Incandescent / Halogen Bulb: $2071126.80/yearDocumento4 pagineIncandescent / Halogen Bulb: $2071126.80/yearpaurushgodharNessuna valutazione finora
- BEE PAT Booklet FinalDocumento140 pagineBEE PAT Booklet Finaldinu_eshuNessuna valutazione finora
- Occupational Health and Safety ChecklistDocumento6 pagineOccupational Health and Safety ChecklistpaurushgodharNessuna valutazione finora
- Company Profile: Details of Ownership of The CompanyDocumento5 pagineCompany Profile: Details of Ownership of The CompanyHarish MuniswamyNessuna valutazione finora
- How To Assess A Spinning Mill'S Productivity?: Vol.55 April 2010 No.1Documento47 pagineHow To Assess A Spinning Mill'S Productivity?: Vol.55 April 2010 No.1paurushgodharNessuna valutazione finora
- Guia de Interpretação Da ISO 50001Documento16 pagineGuia de Interpretação Da ISO 50001Angela MillerNessuna valutazione finora
- 2010 07 Daikin Air Cos Aver Test Report 1Documento1 pagina2010 07 Daikin Air Cos Aver Test Report 1paurushgodharNessuna valutazione finora
- 7 - Lecture - Induction MotorsDocumento41 pagine7 - Lecture - Induction MotorspaurushgodharNessuna valutazione finora
- Energy AuditsDocumento5 pagineEnergy AuditsmkgbmkgbNessuna valutazione finora
- EoI TrainersDocumento15 pagineEoI TrainerspaurushgodharNessuna valutazione finora
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5783)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (72)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (119)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- What Is InterpolDocumento5 pagineWhat Is InterpolJimmy Jr Comahig LapeNessuna valutazione finora
- Chapter 4-Market EquilibriumDocumento24 pagineChapter 4-Market EquilibriumAiman Daniel100% (2)
- Currency Exchnage FormatDocumento1 paginaCurrency Exchnage FormatSarvjeet SinghNessuna valutazione finora
- A Psychologist Explains Why Everyone Is Suddenly On TiktokDocumento3 pagineA Psychologist Explains Why Everyone Is Suddenly On TiktokImen ImenNessuna valutazione finora
- Teamcenter 10.1 Business Modeler IDE Guide PLM00071 J PDFDocumento1.062 pagineTeamcenter 10.1 Business Modeler IDE Guide PLM00071 J PDFcad cad100% (1)
- Gabi InfoDocumento21 pagineGabi Infoangel antoinette dagoyNessuna valutazione finora
- Imaging With FTK ImagerDocumento9 pagineImaging With FTK ImagerRobert LeighNessuna valutazione finora
- Geography Lesson PlanDocumento4 pagineGeography Lesson Planapi-204977805100% (3)
- What Are The Main Purpose of Financial Planning AnDocumento2 pagineWhat Are The Main Purpose of Financial Planning AnHenry L BanaagNessuna valutazione finora
- Wheatstone Bridge Circuit and Theory of OperationDocumento7 pagineWheatstone Bridge Circuit and Theory of OperationAminullah SharifNessuna valutazione finora
- Semi Detailed Lesson Format BEEd 1Documento2 pagineSemi Detailed Lesson Format BEEd 1Kristine BuenaventuraNessuna valutazione finora
- Sheikh Zayed Grand Mosque - Largest in UAEDocumento2 pagineSheikh Zayed Grand Mosque - Largest in UAEKyla SordillaNessuna valutazione finora
- Unit 6 ( CONSTRUCTION OF THE FLEXIBLE PAVEMENT )Documento19 pagineUnit 6 ( CONSTRUCTION OF THE FLEXIBLE PAVEMENT )Zara Nabilah87% (15)
- Return On Marketing InvestmentDocumento16 pagineReturn On Marketing Investmentraj_thanviNessuna valutazione finora
- tmp1AE2 TMPDocumento8 paginetmp1AE2 TMPFrontiersNessuna valutazione finora
- L5 Isomerism 3Documento16 pagineL5 Isomerism 3Cheng FuNessuna valutazione finora
- Rajani Panchal Phone: - 0279642567Documento4 pagineRajani Panchal Phone: - 0279642567Phillip JohnsonNessuna valutazione finora
- Cardboard Dream HouseDocumento1 paginaCardboard Dream Houseapi-630719553Nessuna valutazione finora
- C15 DiagranmaDocumento2 pagineC15 Diagranmajose manuel100% (1)
- An Overview of Radar Cross Section Measurement Techniques: Airplanes AIRDocumento3 pagineAn Overview of Radar Cross Section Measurement Techniques: Airplanes AIRiamnbroneNessuna valutazione finora
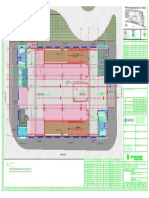
- Key plan and area statement comparison for multi-level car park (MLCPDocumento1 paginaKey plan and area statement comparison for multi-level car park (MLCP121715502003 BOLLEMPALLI BINDU SREE SATYANessuna valutazione finora
- A Cranial Approach To Sinus Congestion: By, Nathan Widboom D.ODocumento31 pagineA Cranial Approach To Sinus Congestion: By, Nathan Widboom D.ONancyNessuna valutazione finora
- Inbound 2500783350734459126Documento3 pagineInbound 2500783350734459126SirjanNessuna valutazione finora
- The 4Ms of Operations: Prepared By: Karla Jane F. BangaysisoDocumento18 pagineThe 4Ms of Operations: Prepared By: Karla Jane F. BangaysisoKarla BangFerNessuna valutazione finora
- KD.7.1-WPS OfficeDocumento9 pagineKD.7.1-WPS OfficePratista TyasNessuna valutazione finora
- Project Proposal ApprovedDocumento2 pagineProject Proposal ApprovedRonnel BechaydaNessuna valutazione finora
- CourseLab 2 4 PDFDocumento252 pagineCourseLab 2 4 PDFLiliana StanescuNessuna valutazione finora
- Orgin of Life and Organic EvolutionDocumento74 pagineOrgin of Life and Organic Evolutionasha.s.k100% (5)
- ENGLISH COACHING CORNER MATHEMATICS PRE-BOARD EXAMINATIONDocumento2 pagineENGLISH COACHING CORNER MATHEMATICS PRE-BOARD EXAMINATIONVaseem QureshiNessuna valutazione finora