Potrebbero piacerti anche
- Modelos de Transporte Formato IfacDocumento5 pagineModelos de Transporte Formato Ifaccesar100% (3)
- Informe TurbomaquinasDocumento5 pagineInforme TurbomaquinasLizmaira Yineth Arenas MonteroNessuna valutazione finora
- Ciclo Rankine Regenerativo y Con RecalentamientoDocumento3 pagineCiclo Rankine Regenerativo y Con RecalentamientoSalazarJesusNessuna valutazione finora
- Actividad Grupal N - 02 PDFDocumento7 pagineActividad Grupal N - 02 PDFMiguel Angel Luna VegaNessuna valutazione finora
- Práctica 3. Manufactura Por Computadora FESC UNAMDocumento8 paginePráctica 3. Manufactura Por Computadora FESC UNAMAlejandro Garcia PerezNessuna valutazione finora
- Congelamiento de Pescado Transferencia de CalorDocumento12 pagineCongelamiento de Pescado Transferencia de CalorAlejandro RamirezNessuna valutazione finora
- Laboratorio 5-Pruebas de Transformador MonofasicoDocumento6 pagineLaboratorio 5-Pruebas de Transformador Monofasicoluis fernandoNessuna valutazione finora
- Laboratorio 3: "Medición de Los Parámetros Eléctricos Del Motor de Inducción"Documento8 pagineLaboratorio 3: "Medición de Los Parámetros Eléctricos Del Motor de Inducción"Anthony ClevinNessuna valutazione finora
- Practica 5. Refrigeración.Documento22 paginePractica 5. Refrigeración.Maira Alejandra Cubillos TorresNessuna valutazione finora
- Rectificador de Media Onda - JMRDocumento24 pagineRectificador de Media Onda - JMRJOAQUINNessuna valutazione finora
- Transformador Ideal Con CargaDocumento11 pagineTransformador Ideal Con CargaBryan OsejoNessuna valutazione finora
- La Clasificación de Los RefrigerantesDocumento3 pagineLa Clasificación de Los RefrigerantesjesusNessuna valutazione finora
- Informe TurbinaDocumento28 pagineInforme TurbinaCarlosDeLaMataNessuna valutazione finora
- Elementos de SeñalDocumento16 pagineElementos de SeñalPablo Martin CadenaNessuna valutazione finora
- Paper Motor StirlingDocumento11 paginePaper Motor StirlingKevin MorilloNessuna valutazione finora
- Cap5 Primera PropuestaDocumento18 pagineCap5 Primera PropuestaJorge Tapia RojasNessuna valutazione finora
- Corte 3 Taller 1Documento5 pagineCorte 3 Taller 1juan carlos moreno morenoNessuna valutazione finora
- INFORME Central Térmica de Ciclo CombinadoDocumento2 pagineINFORME Central Térmica de Ciclo Combinadodelfilb100% (1)
- Mec2249 Examenp1 2 2014 SolDocumento2 pagineMec2249 Examenp1 2 2014 SolJhoin EnriquezNessuna valutazione finora
- Laboratorio de Máquinas Eléctricas - FimeDocumento8 pagineLaboratorio de Máquinas Eléctricas - Fimetarazona levanoNessuna valutazione finora
- Reconocimientos de Materiales SiderúrgicosDocumento20 pagineReconocimientos de Materiales SiderúrgicosDenis RodriguezNessuna valutazione finora
- 2018 INFORME 4 Turbina Pelton TerminadoDocumento8 pagine2018 INFORME 4 Turbina Pelton TerminadoJunior Jesus Valente MaihuiriNessuna valutazione finora
- Práctica Calificada de Diseño de Elementos de Máquinas 2Documento1 paginaPráctica Calificada de Diseño de Elementos de Máquinas 2TR Juan AlvaradoNessuna valutazione finora
- Introduccion A La OlehidraulicaDocumento14 pagineIntroduccion A La OlehidraulicaRodrigo CastellanoNessuna valutazione finora
- Laboratorio N1Documento12 pagineLaboratorio N1Juan GuevaraNessuna valutazione finora
- Deber de HidraulicaDocumento3 pagineDeber de HidraulicaByron CastroNessuna valutazione finora
- Analisis de Frecuencia Natural en Un Perfil W EmpotradaDocumento9 pagineAnalisis de Frecuencia Natural en Un Perfil W EmpotradaMichael AriasNessuna valutazione finora
- Motor de Inducción TrifásicoDocumento1 paginaMotor de Inducción TrifásicoGUSTAVO ANGELNessuna valutazione finora
- Cuestionario Máquinas TérmicasDocumento21 pagineCuestionario Máquinas TérmicassibelNessuna valutazione finora
- PRIMERAS EvaluacionesDocumento6 paginePRIMERAS EvaluacionesAndresNessuna valutazione finora
- MH 12 Cuarta Clasee - 12aaDocumento145 pagineMH 12 Cuarta Clasee - 12aaJhon SaucedoNessuna valutazione finora
- Junta Empernada (Final)Documento35 pagineJunta Empernada (Final)AlisonZaldumbideNessuna valutazione finora
- Lab-06 Arranque Estrella Triangulo de Un Motor TrifasicoDocumento33 pagineLab-06 Arranque Estrella Triangulo de Un Motor TrifasicoSteven VasquezNessuna valutazione finora
- Ventiladores LLIBRE MH FULLDocumento275 pagineVentiladores LLIBRE MH FULLjulianNessuna valutazione finora
- AguaDocumento11 pagineAguaazuleta GomezNessuna valutazione finora
- AUTO Informe 7Documento3 pagineAUTO Informe 7Alejandro GonzalezNessuna valutazione finora
- Proyecto Mec 3342 A Semestre 2 2019Documento3 pagineProyecto Mec 3342 A Semestre 2 2019Leo MartinesNessuna valutazione finora
- Diseño de Generador SincronoDocumento12 pagineDiseño de Generador SincronojimNessuna valutazione finora
- Ensayo de La Realidad e Importancia de La Manufactura Metálica en El PerúDocumento4 pagineEnsayo de La Realidad e Importancia de La Manufactura Metálica en El PerúMayra Sanchez100% (1)
- Plan Tecnologia Mecanica 2 PDFDocumento6 paginePlan Tecnologia Mecanica 2 PDFGeorge CisnerosNessuna valutazione finora
- Circuito Neumático Indirecto Sellador de Calor PDFDocumento4 pagineCircuito Neumático Indirecto Sellador de Calor PDFAnonymous gtR4coOiUaNessuna valutazione finora
- Práctica 03 - TorneadoDocumento10 paginePráctica 03 - TorneadoAnthony Joseph Flores CelisNessuna valutazione finora
- Transmisores de FlujoDocumento15 pagineTransmisores de FlujoSebastian DavilaNessuna valutazione finora
- Teoria de Maquinas Hidraulicas 2017 IDocumento65 pagineTeoria de Maquinas Hidraulicas 2017 IJulioCarlosSantos100% (1)
- Tarea 3Documento1 paginaTarea 3Alex AtencioNessuna valutazione finora
- LimadoDocumento7 pagineLimadoEduardo Felipe Castillo ConstanzoNessuna valutazione finora
- Informe 1 FMSDocumento27 pagineInforme 1 FMSRonnie LoboNessuna valutazione finora
- Estacion 3503Documento3 pagineEstacion 3503Eve PeciNessuna valutazione finora
- Proceso de Manufactura ReductorDocumento29 pagineProceso de Manufactura ReductorEnma Benites100% (1)
- Actividad Propuesta 1Documento2 pagineActividad Propuesta 1Yiro Renteria monjaNessuna valutazione finora
- Hoja de Calculo para Engranajes ConicosDocumento16 pagineHoja de Calculo para Engranajes ConicosMijhail RomeroNessuna valutazione finora
- Ejercicio 1 CargaDocumento7 pagineEjercicio 1 CargaKevinNessuna valutazione finora
- Plantas TérmicasDocumento11 paginePlantas TérmicasAbraham Ruiz AvilesNessuna valutazione finora
- Qué Podría Impedir La Elevación de Voltaje en El ArranqueDocumento1 paginaQué Podría Impedir La Elevación de Voltaje en El ArranqueLenin RomeroNessuna valutazione finora
- Informe Turbomaquinas Antes de Parcial UNI FIMDocumento11 pagineInforme Turbomaquinas Antes de Parcial UNI FIMHerberth Villachica CarranzaNessuna valutazione finora
- Compresores HerméticosDocumento7 pagineCompresores HerméticosGermain EduardOoNessuna valutazione finora
- Examen Resuelto Unidad 2 RefrigeracionDocumento1 paginaExamen Resuelto Unidad 2 Refrigeracionkevin antonio rodriguez diazNessuna valutazione finora
- Practica 5 Proyecto FinalDocumento24 paginePractica 5 Proyecto FinalandresNessuna valutazione finora
- 3 Unidad 2 Fase 5 Jose LopezDocumento6 pagine3 Unidad 2 Fase 5 Jose LopeztibanaboyacaNessuna valutazione finora
- Ejemplo Pieza Torneado CNC Con WINUNISOFT PDFDocumento5 pagineEjemplo Pieza Torneado CNC Con WINUNISOFT PDFarnaldodsNessuna valutazione finora
- Practica2 Solucion CNCDocumento4 paginePractica2 Solucion CNCJesúsFrechosoGuijarroNessuna valutazione finora
- Paso A Paso Empleo de Gestores de Referencia y Bases de DatosDocumento9 paginePaso A Paso Empleo de Gestores de Referencia y Bases de Datosluis mauricio ardila vargasNessuna valutazione finora
- Fase 2 - Trabajo ColaborativoDocumento5 pagineFase 2 - Trabajo ColaborativocesarNessuna valutazione finora
- Cuadro Análisis Pgirs y Requerimientos LegalesDocumento4 pagineCuadro Análisis Pgirs y Requerimientos LegalescesarNessuna valutazione finora
- CESAR ARAQUE Definición de Indicadores AmbientalesDocumento9 pagineCESAR ARAQUE Definición de Indicadores AmbientalescesarNessuna valutazione finora
- Anexo - Plantilla-Tarea 2 - InfografíaDocumento10 pagineAnexo - Plantilla-Tarea 2 - InfografíacesarNessuna valutazione finora
- Considere Un Sistema MDocumento3 pagineConsidere Un Sistema MMercav SogamosoNessuna valutazione finora
- Catedra Unadista FinalDocumento8 pagineCatedra Unadista FinalcesarNessuna valutazione finora
- Artículo 1 PDFDocumento13 pagineArtículo 1 PDFcesarNessuna valutazione finora
- Artículo 1 PDFDocumento13 pagineArtículo 1 PDFcesarNessuna valutazione finora
- Ab Pac Fr01 Pd14 Formato Acciones CDocumento1 paginaAb Pac Fr01 Pd14 Formato Acciones CcesarNessuna valutazione finora
- Protocolo EmpresarialDocumento14 pagineProtocolo EmpresarialcesarNessuna valutazione finora
- Portafolio de ServiciosDocumento9 paginePortafolio de ServicioscesarNessuna valutazione finora
- Far MacoDocumento4 pagineFar MacocesarNessuna valutazione finora
- Plantilla Reto 2, Apropiacion Unadista 8-3Documento6 paginePlantilla Reto 2, Apropiacion Unadista 8-3cesar100% (1)
- 2 Entrega-Org y MetDocumento4 pagine2 Entrega-Org y MetcesarNessuna valutazione finora
- Guía ProyectosDocumento3 pagineGuía ProyectoscesarNessuna valutazione finora
- Resumen Docx1Documento1 paginaResumen Docx1cesarNessuna valutazione finora
- Cribado PDFDocumento1 paginaCribado PDFcesarNessuna valutazione finora
- SEMIOTICADocumento9 pagineSEMIOTICAcesarNessuna valutazione finora
- Imprimir Razonamiento Cuantitativo. Matemáticas. Daf - EducaplayDocumento1 paginaImprimir Razonamiento Cuantitativo. Matemáticas. Daf - EducaplaycesarNessuna valutazione finora
- Farmaco Fase 3Documento20 pagineFarmaco Fase 3cesarNessuna valutazione finora
- Andrea Tarea 1Documento13 pagineAndrea Tarea 1Alejandra FlorezNessuna valutazione finora
- SEMIOTICADocumento4 pagineSEMIOTICAcesarNessuna valutazione finora
- Far MacoDocumento4 pagineFar MacocesarNessuna valutazione finora
- Sogamoso MidDocumento1 paginaSogamoso MidcesarNessuna valutazione finora
- Andrea Tarea 1Documento13 pagineAndrea Tarea 1cesar0% (1)
- Física ElectrónicaDocumento2 pagineFísica ElectrónicacesarNessuna valutazione finora
- Metodo Investigacion CientificaDocumento20 pagineMetodo Investigacion CientificaSakura MizukiNessuna valutazione finora
- Tarea 1Documento12 pagineTarea 1cesarNessuna valutazione finora
- Programacion Torno CNCDocumento120 pagineProgramacion Torno CNCAngelica Patricia Laiton Pinilla100% (12)
- Calibración y Reparación de Elementos Del Vatímetro BirdDocumento3 pagineCalibración y Reparación de Elementos Del Vatímetro BirdJorge Aguilar100% (1)
- Modulos Electronicos y AlimentacionesDocumento7 pagineModulos Electronicos y AlimentacionesMecanico AnsinNessuna valutazione finora
- 222 - 1242665836 - 49 FestoDocumento1 pagina222 - 1242665836 - 49 FestoHenry HenriquezNessuna valutazione finora
- Guia Rápida Siemens 802c Torno OkDocumento20 pagineGuia Rápida Siemens 802c Torno OkVictor Cerda MorenoNessuna valutazione finora
- Fabricación de Un Telescopio Refractor SimpleDocumento2 pagineFabricación de Un Telescopio Refractor SimpleKaren Zea SalasNessuna valutazione finora
- Fife CDP-01 Reference Manual - SpanishDocumento84 pagineFife CDP-01 Reference Manual - SpanishJohnny SalasNessuna valutazione finora
- Acometida SubterraneaDocumento1 paginaAcometida SubterraneaOSVALDO SANTILLAN50% (2)
- Practica 5-Rectificador de Onda Completo Tipo PuenteDocumento7 paginePractica 5-Rectificador de Onda Completo Tipo PuenteMilton SanchezNessuna valutazione finora
- Arquitectura de HardwareDocumento4 pagineArquitectura de Hardwareidaip phpNessuna valutazione finora
- Semestral Electrónica BásicaDocumento4 pagineSemestral Electrónica BásicaNadia Garcia MirandaNessuna valutazione finora
- Afs Sistemas de Piloto TrimbleDocumento186 pagineAfs Sistemas de Piloto Trimblejonatan ibarraNessuna valutazione finora
- Módulo 8 - Gráficos EstadísticosDocumento27 pagineMódulo 8 - Gráficos EstadísticosKEVIN ARNOLD LEON GUTIERREZNessuna valutazione finora
- Loncin sx2Documento147 pagineLoncin sx2Vele Ta100% (1)
- 7.15.6 Gabinetes de Comunicaciones - Piso 42ru-Sr42ubwdDocumento4 pagine7.15.6 Gabinetes de Comunicaciones - Piso 42ru-Sr42ubwdEdison CRNessuna valutazione finora
- Lista de Precios DMT Mayo - 2022Documento56 pagineLista de Precios DMT Mayo - 2022Cynthia Ramirez CereceroNessuna valutazione finora
- INFORME Estacion TotalDocumento17 pagineINFORME Estacion TotalElvis Armando Huaman HuamaniNessuna valutazione finora
- PlaneadoDocumento37 paginePlaneadoJenny BeltránNessuna valutazione finora
- Diccionario Ingles EspañolDocumento9 pagineDiccionario Ingles EspañolMiki Miky MikiNessuna valutazione finora
- TP 2 EngranajesDocumento15 pagineTP 2 EngranajesBauti GendeNessuna valutazione finora
- Gave 099TG2018-04 BombeoDocumento22 pagineGave 099TG2018-04 Bombeojavivi_75Nessuna valutazione finora
- Lista de Módulos y Componentes Arduino Baratos Que Ahorran PresupuestoDocumento5 pagineLista de Módulos y Componentes Arduino Baratos Que Ahorran Presupuestopeto ricNessuna valutazione finora
- EC1177 Circuitos Electrónicos 1Documento4 pagineEC1177 Circuitos Electrónicos 1Ricardo YauriNessuna valutazione finora
- Línea Modular para Comando, Señalización y ConmutaciónDocumento6 pagineLínea Modular para Comando, Señalización y ConmutaciónalfredomamutNessuna valutazione finora
- Manual Bravo 180Documento44 pagineManual Bravo 180javiNessuna valutazione finora
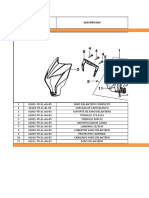
- Manual de Armado Espejos Electricos WPM V3.1 Nov 2022Documento24 pagineManual de Armado Espejos Electricos WPM V3.1 Nov 2022patricio ramirezNessuna valutazione finora
- Práctica 1. ARRANQUE Y PARO DE MOTOR TRIFÁSICO.Documento11 paginePráctica 1. ARRANQUE Y PARO DE MOTOR TRIFÁSICO.Carlos Armando escobedo VázquezNessuna valutazione finora
- QuickServe Online - (4018102) Manual QSC8.3 y QSL9Documento6 pagineQuickServe Online - (4018102) Manual QSC8.3 y QSL9nickNessuna valutazione finora
- Cazador de Riesgos - Cat Walk Machine - Jul 18Documento27 pagineCazador de Riesgos - Cat Walk Machine - Jul 18Yasmit Díaz DuarteNessuna valutazione finora
- Manual de Instalacion Alarmas Externas TigoDocumento25 pagineManual de Instalacion Alarmas Externas TigoMary CocaNessuna valutazione finora