Potrebbero piacerti anche
- P & ID Review Check List: Chemical Engineering SiteDocumento7 pagineP & ID Review Check List: Chemical Engineering SiteMayur ParmarNessuna valutazione finora
- P&ID ChecklistDocumento4 pagineP&ID ChecklistShyBokxNessuna valutazione finora
- P&id - 1Documento5 pagineP&id - 1dasubhai100% (1)
- PFD ChecklistDocumento1 paginaPFD ChecklistNguyen Anh TungNessuna valutazione finora
- Introduction To P&ID Reading & DesignDocumento45 pagineIntroduction To P&ID Reading & DesignJaime Segura100% (1)
- PFD & PID Design Check ListDocumento3 paginePFD & PID Design Check Listmohsen2000mNessuna valutazione finora
- Plant Engineering and Design The Ultimate Step-By-Step GuideDa EverandPlant Engineering and Design The Ultimate Step-By-Step GuideNessuna valutazione finora
- The New 3D Layout for Oil & Gas Offshore Projects: How to ensure successDa EverandThe New 3D Layout for Oil & Gas Offshore Projects: How to ensure successValutazione: 4.5 su 5 stelle4.5/5 (3)
- Process Design/ P&ID Check List: A General/ DraftingDocumento8 pagineProcess Design/ P&ID Check List: A General/ Draftingsepto982Nessuna valutazione finora
- Iit MumbaiDocumento242 pagineIit Mumbaiapi-3828788100% (5)
- Checklist For P&ID Review (Offshore)Documento3 pagineChecklist For P&ID Review (Offshore)zalabi100% (1)
- P&ID ChecklistDocumento2 pagineP&ID ChecklistNguyen Anh Tung100% (1)
- Process Engineering ChiyodaDocumento65 pagineProcess Engineering ChiyodaSean Choi100% (10)
- Piping and Instrumentation Diagram DevelopmentDa EverandPiping and Instrumentation Diagram DevelopmentValutazione: 3.5 su 5 stelle3.5/5 (3)
- Natural Gas Processing from Midstream to DownstreamDa EverandNatural Gas Processing from Midstream to DownstreamNimir O. ElbashirNessuna valutazione finora
- P&Id P&ID P&Id P&Id Piping & Instrument Diagram Piping & Instrument Diagram PG G PG GDocumento23 pagineP&Id P&ID P&Id P&Id Piping & Instrument Diagram Piping & Instrument Diagram PG G PG GAmirNessuna valutazione finora
- Piping and Instrument DiagramsDocumento34 paginePiping and Instrument DiagramsSomayeh SarabadanNessuna valutazione finora
- Offshore Piping Design: Technical Design Procedures & Mechanical Piping MethodsDa EverandOffshore Piping Design: Technical Design Procedures & Mechanical Piping MethodsNessuna valutazione finora
- P&ID NotesDocumento17 pagineP&ID Notesnokaraju100% (1)
- PFD P&id PDFDocumento431 paginePFD P&id PDFA.R.100% (1)
- Principles of Plant Design I Notes: Piping and InstrumentationDocumento41 paginePrinciples of Plant Design I Notes: Piping and InstrumentationChristian Nweke100% (1)
- Table 1: P&Id Checklist: 1. Title BlockDocumento4 pagineTable 1: P&Id Checklist: 1. Title Blocknarayanapatro100% (1)
- Distillation Column PipingDocumento57 pagineDistillation Column PipingKaran Singh92% (13)
- P&ID ChecklistDocumento3 pagineP&ID Checklistkkannan732153Nessuna valutazione finora
- (SKP) PFD & P&idDocumento43 pagine(SKP) PFD & P&idSuresh Haldipur100% (1)
- Piping Engineering Leadership for Process Plant ProjectsDa EverandPiping Engineering Leadership for Process Plant ProjectsValutazione: 5 su 5 stelle5/5 (1)
- Process Design Induction - Introduction To Process EngineeringDocumento29 pagineProcess Design Induction - Introduction To Process EngineeringInemesit Ekop100% (4)
- P&ID Preparation ProcedureDocumento38 pagineP&ID Preparation ProcedureNguyen Anh Tung100% (1)
- Rolta Piping GuideDocumento224 pagineRolta Piping GuideSudhesh Rajamoorthy100% (3)
- Piping Study Material - RoltaDocumento49 paginePiping Study Material - Roltahummingbird4u92% (12)
- Static Equipment Training ModulesDocumento3 pagineStatic Equipment Training ModulesMohit SinghNessuna valutazione finora
- ## - Powerful P&ID Development PDFDocumento33 pagine## - Powerful P&ID Development PDFAyman TermaniniNessuna valutazione finora
- Process Design Engineering-ManualDocumento43 pagineProcess Design Engineering-ManualDan Costin100% (9)
- Process CheckLists P&ID Rev 3Documento3 pagineProcess CheckLists P&ID Rev 3Farhan AhmedNessuna valutazione finora
- Pressure Safety ValvesDocumento11 paginePressure Safety Valveschianhho100% (1)
- Plot Plan & Equipment LayoutDocumento6 paginePlot Plan & Equipment LayoutTejas PatelNessuna valutazione finora
- Check List For Piping LayoutsDocumento3 pagineCheck List For Piping LayoutskarunaNessuna valutazione finora
- Reactor PipingDocumento25 pagineReactor PipingSami Thirunavukkarasu100% (1)
- Reading Drwing PFD's and P & ID'S - OctoberDocumento72 pagineReading Drwing PFD's and P & ID'S - OctoberAhmed ElShora100% (5)
- P&IDDocumento24 pagineP&IDSebastian Cardenas100% (1)
- Standards For RefineryDocumento11 pagineStandards For RefinerykknanduriNessuna valutazione finora
- GA Drawings Gives The Full Deatils View of The Plot Drawing's With All The Specified Point of View On ItDocumento2 pagineGA Drawings Gives The Full Deatils View of The Plot Drawing's With All The Specified Point of View On ItmohammedammeenNessuna valutazione finora
- P - ID Drawing StandardsDocumento8 pagineP - ID Drawing StandardsObaid AliNessuna valutazione finora
- PFD-P&ID & Standard PDFDocumento147 paginePFD-P&ID & Standard PDFSuzaimi SafeiNessuna valutazione finora
- Piping and Instrumentation Diagram PID Designer ChecklistDocumento4 paginePiping and Instrumentation Diagram PID Designer ChecklistHelena MartinsNessuna valutazione finora
- Piping and Instrumentation Diagram PampID Designer Checklist Smart Process Design Chemical EngineeriDocumento3 paginePiping and Instrumentation Diagram PampID Designer Checklist Smart Process Design Chemical EngineeriTuija KilpeläinenNessuna valutazione finora
- P&ID Check ListDocumento6 pagineP&ID Check ListSrihari Kodimela0% (1)
- P&ID Check ListDocumento2 pagineP&ID Check ListHadi ShahsavanNessuna valutazione finora
- Detailed Engineering Drawings, Codes and Standards: Piping & Instrumentation Diagram - Designer ChecklistDocumento3 pagineDetailed Engineering Drawings, Codes and Standards: Piping & Instrumentation Diagram - Designer ChecklistSuresh RamakrishnanNessuna valutazione finora
- P&ID Check ListDocumento1 paginaP&ID Check ListNorazlan Shah MahadiNessuna valutazione finora
- Engineering ChecklistDocumento4 pagineEngineering ChecklistShyBokxNessuna valutazione finora
- P&ID ReviewDocumento1 paginaP&ID ReviewMohammad MohseniNessuna valutazione finora
- NasbyG 2012 UsingFlowsheetsAsCommunicationTools AIChE-CEP Oct2012Documento9 pagineNasbyG 2012 UsingFlowsheetsAsCommunicationTools AIChE-CEP Oct2012Henry Arenas100% (1)
- BASIC PIPING: Piping & Instrumentations Diagram: Example of PFDDocumento9 pagineBASIC PIPING: Piping & Instrumentations Diagram: Example of PFDUps YamNessuna valutazione finora
- Raw Real For Instrumentation EngineersDocumento164 pagineRaw Real For Instrumentation EngineersAmydchic100% (2)
- To Be A Piping Designer You Should KnowDocumento7 pagineTo Be A Piping Designer You Should KnowQusroo AhmedNessuna valutazione finora
- Instrumentation Management, Control Valve and Orifice Plate Sizing, Instrumentation DataDocumento9 pagineInstrumentation Management, Control Valve and Orifice Plate Sizing, Instrumentation Dataanon_310121872Nessuna valutazione finora
- Piping ChiyodaDocumento71 paginePiping ChiyodaSean Choi75% (4)
- Art's Process Spec SheetsDocumento27 pagineArt's Process Spec SheetsSaid Alauddeen FaiszNessuna valutazione finora
- Samsung M10 Remote Service ManualDocumento2 pagineSamsung M10 Remote Service ManualRakesh RanjanNessuna valutazione finora
- Pipe Videoscope Code Isv-Vp280: Resistance To Acid and Alkali Liquid (Consult Is Needed)Documento1 paginaPipe Videoscope Code Isv-Vp280: Resistance To Acid and Alkali Liquid (Consult Is Needed)Rakesh RanjanNessuna valutazione finora
- Welding NotesDocumento5 pagineWelding NotesRakesh RanjanNessuna valutazione finora
- Quotation: PDF Created With Pdffactory Pro Trial VersionDocumento11 pagineQuotation: PDF Created With Pdffactory Pro Trial VersionRakesh RanjanNessuna valutazione finora
- Para:304.2:Pressure Design of Components - BENDSDocumento1 paginaPara:304.2:Pressure Design of Components - BENDSRakesh RanjanNessuna valutazione finora
- Code Extract PDFDocumento19 pagineCode Extract PDFRakesh RanjanNessuna valutazione finora
- Indian Cabinet OK''s Participation in ITER ProjectDocumento1 paginaIndian Cabinet OK''s Participation in ITER ProjectRakesh RanjanNessuna valutazione finora
- ITER - D - 3NSABX V 2.2: Piping and Instrumentation Diagram Standard Symbols and Nomenclature For CCWS, CHWS and HRSDocumento3 pagineITER - D - 3NSABX V 2.2: Piping and Instrumentation Diagram Standard Symbols and Nomenclature For CCWS, CHWS and HRSRakesh RanjanNessuna valutazione finora
- General Science (Erexams - Com)Documento42 pagineGeneral Science (Erexams - Com)Rakesh RanjanNessuna valutazione finora
- Valve Sizing TablesDocumento5 pagineValve Sizing TablesRakesh RanjanNessuna valutazione finora
- Mechanics of Fluids May2004 RR 220301Documento8 pagineMechanics of Fluids May2004 RR 220301Nizam Institute of Engineering and Technology LibraryNessuna valutazione finora
- Karcher Pressure Washer Parts and Basic Repair Service Manual Pump 785 HD2500G HD2500MTD HD2600DK HD2700DH HD2701DRDocumento17 pagineKarcher Pressure Washer Parts and Basic Repair Service Manual Pump 785 HD2500G HD2500MTD HD2600DK HD2700DH HD2701DRt_zonne855750% (2)
- D7700H en PDFDocumento11 pagineD7700H en PDFY.EbadiNessuna valutazione finora
- Project Key Milestone Project Key Milestone Common Common Diesel Hydrotreating Unit (DHDT - Unit No 109) Diesel Hydrotreating Unit (DHDT - Unit No 109)Documento6 pagineProject Key Milestone Project Key Milestone Common Common Diesel Hydrotreating Unit (DHDT - Unit No 109) Diesel Hydrotreating Unit (DHDT - Unit No 109)umeshchandra yadavNessuna valutazione finora
- Flow NozzleDocumento2 pagineFlow NozzlesumeghNessuna valutazione finora
- Control Valve Handbook-Part 2Documento70 pagineControl Valve Handbook-Part 2tan0314Nessuna valutazione finora
- Tutorial FM - Flow Through PipesDocumento2 pagineTutorial FM - Flow Through PipesArulmuruganNessuna valutazione finora
- 1 - Petrobras - DeepWater Gas LiftDocumento36 pagine1 - Petrobras - DeepWater Gas LiftNisar KhanNessuna valutazione finora
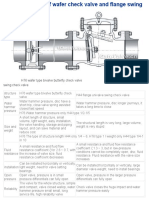
- The Comparison of Wafer Check Valve and Flange Swing Check Valve - Made in China Check ValvesDocumento1 paginaThe Comparison of Wafer Check Valve and Flange Swing Check Valve - Made in China Check Valvesselmir_9Nessuna valutazione finora
- Ce8302 Fluid Mechanics CivilDocumento2 pagineCe8302 Fluid Mechanics CivilersnkrishnanNessuna valutazione finora
- Basket Strainer PDC 350NBDocumento1 paginaBasket Strainer PDC 350NBKailas Nimbalkar0% (1)
- Ameet Sir Working 28.10.2017Documento71 pagineAmeet Sir Working 28.10.2017saurabhNessuna valutazione finora
- Boq Package 4-Mep Rumus1Documento413 pagineBoq Package 4-Mep Rumus1Muhammad Iqbal ArdhiansyahNessuna valutazione finora
- SKF HydraulicsDocumento117 pagineSKF HydraulicsJose luis Consuegra100% (1)
- PSV Sizing TableDocumento14 paginePSV Sizing TablebadelitamariusNessuna valutazione finora
- Addis Ababa Science and Technology University: Fluid Mechanics Lab ReportDocumento8 pagineAddis Ababa Science and Technology University: Fluid Mechanics Lab ReportNurye NigusNessuna valutazione finora
- A Piston Pumps PDFDocumento146 pagineA Piston Pumps PDFAnh Tuấn NguyễnNessuna valutazione finora
- Orifice Plate Overview Rev5 Jan 2016Documento14 pagineOrifice Plate Overview Rev5 Jan 2016Karuppiah VairavanNessuna valutazione finora
- SolenoidDocumento4 pagineSolenoidVivekanandhan Porselvan100% (1)
- CE212-1-Flow Through Pipes - 3 PDFDocumento14 pagineCE212-1-Flow Through Pipes - 3 PDFKhalid KhattakNessuna valutazione finora
- Assignment ME401 For GATE PreparationDocumento26 pagineAssignment ME401 For GATE Preparationhameem mohdNessuna valutazione finora
- RiegelsAerofoilSections PDFDocumento292 pagineRiegelsAerofoilSections PDFpickle77Nessuna valutazione finora
- Isolation ValvesDocumento10 pagineIsolation ValvesnotiadraNessuna valutazione finora
- Pump-Horizontal Split Case Fire-Aurora Pump-481-Steel BaseDocumento36 paginePump-Horizontal Split Case Fire-Aurora Pump-481-Steel BaseGustavo Adolfo Quintero RuizNessuna valutazione finora
- Valvula VikingDocumento10 pagineValvula VikingROBERTONessuna valutazione finora
- Boundary Layer SuctionDocumento2 pagineBoundary Layer Suctionengineer bilalNessuna valutazione finora
- Heat Transfer Equipment PDFDocumento71 pagineHeat Transfer Equipment PDFDinesh KulkarniNessuna valutazione finora
- Inspected Padding Survey Water Injection Pump and Condenser Turbine No # 1 Condenser Turbine No # 1 and Condenser No # 2 and Condenser Turbine No # 2Documento4 pagineInspected Padding Survey Water Injection Pump and Condenser Turbine No # 1 Condenser Turbine No # 1 and Condenser No # 2 and Condenser Turbine No # 2Gunarso NarsoNessuna valutazione finora
- Agitator Power Requirementand Mixing Intensity CalculationDocumento26 pagineAgitator Power Requirementand Mixing Intensity Calculationkkaranag100% (1)