Potrebbero piacerti anche
- Armonización Personal Mediante Los Cuencos Cantores Anneke HuyserDocumento67 pagineArmonización Personal Mediante Los Cuencos Cantores Anneke HuyserEleonora Koning100% (5)
- El Abc Del Control de Calidad en El Laboratorio Clínico - Una Guía para Laboratoristas Con Prisa - Giancarlo Torres GamarraDocumento62 pagineEl Abc Del Control de Calidad en El Laboratorio Clínico - Una Guía para Laboratoristas Con Prisa - Giancarlo Torres GamarraEdson Flores100% (6)
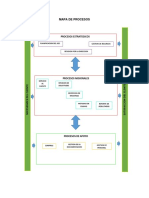
- Mapa de ProcesosDocumento4 pagineMapa de ProcesosHeiberQuinteroMonteroNessuna valutazione finora
- Sistema de Gestion de Calidad Mapa ConceptualDocumento1 paginaSistema de Gestion de Calidad Mapa ConceptualNicolas RuizNessuna valutazione finora
- Protocolo e Informe de Cualificación de Desempeño para AutoclaveDocumento11 pagineProtocolo e Informe de Cualificación de Desempeño para AutoclaveRafael HuertaNessuna valutazione finora
- Agenda de La Mujer PDFDocumento40 pagineAgenda de La Mujer PDFVictor AlbanezNessuna valutazione finora
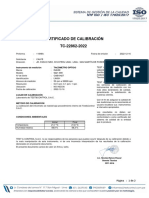
- TC 3446 1000at1 99 Olla Washintong SergeoDocumento2 pagineTC 3446 1000at1 99 Olla Washintong SergeoSalonSpa Tendencias0% (1)
- Aplicación de la tecnología de filtración en múltiples etapas con sistemas de riego localizado de alta frecuenciaDa EverandAplicación de la tecnología de filtración en múltiples etapas con sistemas de riego localizado de alta frecuenciaNessuna valutazione finora
- Implementacion ISO 17025 ExpomercantilDocumento30 pagineImplementacion ISO 17025 ExpomercantilRichard V. MerazNessuna valutazione finora
- Caracterización Control de CalidadDocumento4 pagineCaracterización Control de CalidadJuan Carlos Chaparro QuinteroNessuna valutazione finora
- GMP Guía para Mapeo de Un AlmacénDocumento28 pagineGMP Guía para Mapeo de Un AlmacénMiguel ChavezNessuna valutazione finora
- PPI - Colocacion de Concreto, Vaceado y Post-VaceadoDocumento1 paginaPPI - Colocacion de Concreto, Vaceado y Post-Vaceadovrojas100% (1)
- Control de Calidad en Jarabes PREPARACIONDocumento7 pagineControl de Calidad en Jarabes PREPARACIONMaria Joa Luyo Antonio67% (9)
- CO-GQ-PR-QA-004 Procedimiento de Control de Documentos y RegistrosDocumento14 pagineCO-GQ-PR-QA-004 Procedimiento de Control de Documentos y RegistrosEdgar Coavas PérezNessuna valutazione finora
- Iso 17025Documento18 pagineIso 17025Leonardo Vence OrdoñezNessuna valutazione finora
- Formato Taller 4 SENADocumento10 pagineFormato Taller 4 SENAMaria Salome Diaz CantilloNessuna valutazione finora
- Plan de Inspeccion y EnsayosDocumento2 paginePlan de Inspeccion y EnsayosSergio AyalaNessuna valutazione finora
- Procedimiento Análisis de CalDocumento6 pagineProcedimiento Análisis de CalTORREZ NAVA SANTIAGO ANDRES 202001223 ESTUDIANTENessuna valutazione finora
- Buen Manejo Ambiental y LaboratoriosDocumento9 pagineBuen Manejo Ambiental y LaboratoriosMAILYN FUENTESNessuna valutazione finora
- DFP Verificacion de La Calidad de Los Produtos (CNC) PDFDocumento1 paginaDFP Verificacion de La Calidad de Los Produtos (CNC) PDFLuis Alberto Perez VacaNessuna valutazione finora
- Plan de CalidadDocumento5 paginePlan de Calidadnieves castroNessuna valutazione finora
- Mapa de ProcesosDocumento4 pagineMapa de ProcesosHeiber Quintero MonteroNessuna valutazione finora
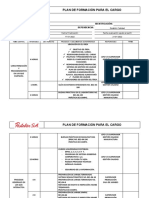
- Plan de Formación Fisicoquimico - Soplado Gestión CalidadDocumento5 paginePlan de Formación Fisicoquimico - Soplado Gestión CalidadJoséNessuna valutazione finora
- Iso 17025Documento54 pagineIso 17025Elvis Luján RuizNessuna valutazione finora
- PIE ElectricaDocumento2 paginePIE Electricacalipso.ingenieriadisenoNessuna valutazione finora
- Aseguramiento de Calidad de AireDocumento13 pagineAseguramiento de Calidad de AireCarlos SDNessuna valutazione finora
- TC 21548 7771ac1 1 Detector de Tormenta Abengoa Peru S.A.Documento2 pagineTC 21548 7771ac1 1 Detector de Tormenta Abengoa Peru S.A.REISER HUAMAN CHANCAZANA100% (1)
- Diagrama de Procedimiento de Pesaje de FiltroDocumento2 pagineDiagrama de Procedimiento de Pesaje de FiltroElard Pedro Vilca Cutimbo100% (1)
- Gestión Cal Ind FarmDocumento32 pagineGestión Cal Ind FarmmaraperezlindoNessuna valutazione finora
- Pie de TopografiaDocumento1 paginaPie de TopografiacalidadNessuna valutazione finora
- Analisis FisicoquimicosDocumento12 pagineAnalisis FisicoquimicosHugo SerafiniNessuna valutazione finora
- Presentación Lab MSP. 2019Documento16 paginePresentación Lab MSP. 2019emmanuel romeroNessuna valutazione finora
- Ppi AcerotecDocumento6 paginePpi AcerotecLuis Vitte OsccoNessuna valutazione finora
- Educación Ambiental y LaboratoriosDocumento12 pagineEducación Ambiental y LaboratoriosMAILYN FUENTESNessuna valutazione finora
- C. C. de Agua PalmaderaDocumento1 paginaC. C. de Agua PalmaderaCHRISTOPHER JHAM MARIELL WONG LICETANessuna valutazione finora
- PresentacioÌ-n Parte 5Documento64 paginePresentacioÌ-n Parte 5EdyHerreraNessuna valutazione finora
- Gops 12-Control de CalidadDocumento76 pagineGops 12-Control de CalidadMalena ValdiviaNessuna valutazione finora
- Guia de LaboratorioDocumento35 pagineGuia de LaboratorioVivi Mar CSiNessuna valutazione finora
- Validacion Analitica (1) EjercicioDocumento11 pagineValidacion Analitica (1) EjercicioHugo Huaman MuñozNessuna valutazione finora
- Modelo Matriz Calidad-Ambiental-SST v1Documento59 pagineModelo Matriz Calidad-Ambiental-SST v1karinaleonmNessuna valutazione finora
- Clase 1 PDFDocumento18 pagineClase 1 PDFMaría Esperanza AlmeidaNessuna valutazione finora
- Elaboración Del Informe de Monitoreo Ambiental de AguaDocumento44 pagineElaboración Del Informe de Monitoreo Ambiental de AguaVictor SuarezNessuna valutazione finora
- Infografia Shanghai ESPDocumento1 paginaInfografia Shanghai ESPaecf_13Nessuna valutazione finora
- Ppi TopografiaDocumento2 paginePpi Topografiaantony bermudezNessuna valutazione finora
- PIE Obras AdicionalesDocumento1 paginaPIE Obras Adicionalescalipso.ingenieriadisenoNessuna valutazione finora
- P-QM-01 Auditorias de Calidad y M.A.Documento15 pagineP-QM-01 Auditorias de Calidad y M.A.ErosOdalCancerveroNessuna valutazione finora
- Trazabilidad BPM Control de Calidad en Ind FarmaceuticaDocumento13 pagineTrazabilidad BPM Control de Calidad en Ind FarmaceuticaVanessa BustamanteNessuna valutazione finora
- PR-GC-10 Control de Dispositivos de Seguimiento y Medicion Rev.0Documento5 paginePR-GC-10 Control de Dispositivos de Seguimiento y Medicion Rev.0Luna Sicilia Espinoza VilchesNessuna valutazione finora
- 2013 Validacion AnaliticaDocumento11 pagine2013 Validacion AnaliticaISRAEL SOTONessuna valutazione finora
- TC 01873 7449ac1 7 Medidor de Vibración Ary Solutions & Consultores S.A.C.Documento2 pagineTC 01873 7449ac1 7 Medidor de Vibración Ary Solutions & Consultores S.A.C.Cassiopea Laura PonceNessuna valutazione finora
- QC - QPG - 01 Programa de Control de Calidad en ProductoDocumento2 pagineQC - QPG - 01 Programa de Control de Calidad en ProductoSistema de Gestión IntegralNessuna valutazione finora
- F.T. Producto Terminado T&MDocumento4 pagineF.T. Producto Terminado T&Madelasanta01Nessuna valutazione finora
- ANEXO 4 Control Operatuvo Tuberia SanitariaDocumento3 pagineANEXO 4 Control Operatuvo Tuberia SanitariaJulieth Tatiana Bocanegra SilvaNessuna valutazione finora
- FT-12.01-CQ01 - 17 - Arasi - JessicaDocumento4 pagineFT-12.01-CQ01 - 17 - Arasi - JessicaCarlosNessuna valutazione finora
- TC 22862 11848ac1 1 Tacómetro Óptico Insize 9221-999Documento2 pagineTC 22862 11848ac1 1 Tacómetro Óptico Insize 9221-999Pedro VazanNessuna valutazione finora
- 51 30 CalidadDocumento107 pagine51 30 Calidadssoma ssomaNessuna valutazione finora
- Proyecto Final CPDocumento32 pagineProyecto Final CPyafahbaolamNessuna valutazione finora
- LD 0328 0324 22 Reloj Comparador SergeoDocumento3 pagineLD 0328 0324 22 Reloj Comparador SergeoSalonSpa TendenciasNessuna valutazione finora
- Haccp-Lab-I-05-Instructivo de Índice de Peróxidos de Acp y DerivadosDocumento7 pagineHaccp-Lab-I-05-Instructivo de Índice de Peróxidos de Acp y DerivadosMax HzNessuna valutazione finora
- C. C. de Agua ColcabambaDocumento1 paginaC. C. de Agua ColcabambaCHRISTOPHER JHAM MARIELL WONG LICETANessuna valutazione finora
- Plan de Inspeccion Y EnsayosDocumento3 paginePlan de Inspeccion Y EnsayosMauricioNessuna valutazione finora
- TC 10665 11673AC1 3 MANÓGRAFO 200 Psi AZABACHE NAMAY LORENA FERNANDADocumento2 pagineTC 10665 11673AC1 3 MANÓGRAFO 200 Psi AZABACHE NAMAY LORENA FERNANDAMiguel Carranza AguilarNessuna valutazione finora
- Entregable 2 Estudio de Calidad Actual Lácteos La NevadaDocumento43 pagineEntregable 2 Estudio de Calidad Actual Lácteos La NevadaFabian TorresNessuna valutazione finora
- La Maestra NormalDocumento801 pagineLa Maestra NormalVirginiaCappellari100% (1)
- Proyecto Final de Costo I Grupo RDocumento14 pagineProyecto Final de Costo I Grupo RMarc Anthony A. OrellanaNessuna valutazione finora
- Relacion Hispano Indigenas en ChileDocumento10 pagineRelacion Hispano Indigenas en ChileMelissa J. Moyano GuerraNessuna valutazione finora
- Articulo Hijos Con Padres PresosDocumento4 pagineArticulo Hijos Con Padres PresosBeltrán Seco VillalobosNessuna valutazione finora
- Ciudad PostmodernaDocumento5 pagineCiudad PostmodernaHeymar Miranda ContrerasNessuna valutazione finora
- Intranet PITÁGORASDocumento2 pagineIntranet PITÁGORASDavid Castillo galloNessuna valutazione finora
- Teoría General de Los Sistemas Cap 3Documento5 pagineTeoría General de Los Sistemas Cap 3Miguel Angel Caviedes MalfertNessuna valutazione finora
- MONOGRAF Ju-Jutsu PDFDocumento10 pagineMONOGRAF Ju-Jutsu PDFOrlando Manuel Capote LunaNessuna valutazione finora
- Diagnóstico Socioeducativo para La Planeación y Evaluación de La Gestión en Nuestra EscuelaDocumento1 paginaDiagnóstico Socioeducativo para La Planeación y Evaluación de La Gestión en Nuestra EscuelaMarcelino PoolNessuna valutazione finora
- Escrito para Suspender El Procedimiento Administrativo de EjecucionDocumento2 pagineEscrito para Suspender El Procedimiento Administrativo de EjecucionCristian RoseNessuna valutazione finora
- Caso Presupuesto MaestroDocumento10 pagineCaso Presupuesto MaestroASTRYD ALEXANDRA MEOÑO GAMARRANessuna valutazione finora
- 5 Tips para Liderar Grupos PequeñosDocumento5 pagine5 Tips para Liderar Grupos PequeñosglserverNessuna valutazione finora
- Femme FataleDocumento2 pagineFemme FataleAjelet Sahar Cabrera RuizNessuna valutazione finora
- Evaluacion 3 IndividualDocumento5 pagineEvaluacion 3 IndividualJaviera IgnaciaNessuna valutazione finora
- Actividad 4toDocumento9 pagineActividad 4toDiostenes Norberto Arias CarmonaNessuna valutazione finora
- Norma Internacional de Auditoria 580Documento2 pagineNorma Internacional de Auditoria 580UzzielNessuna valutazione finora
- Encuesta FICDocumento13 pagineEncuesta FICLeonelTambraGuerraNessuna valutazione finora
- Ocupación Territorial ChileDocumento3 pagineOcupación Territorial Chileingrid_vargas_hNessuna valutazione finora
- La HamburguesaDocumento2 pagineLa HamburguesaJuan GonzálezNessuna valutazione finora
- Preparación y Entrega de EquiposDocumento60 paginePreparación y Entrega de EquiposArintia GroupNessuna valutazione finora
- Centro Educativo en RW7+Documento41 pagineCentro Educativo en RW7+Rony Adolfo Salluca AñamuroNessuna valutazione finora
- Centro de Gravedad y Momento de InerciaDocumento4 pagineCentro de Gravedad y Momento de InerciaMateo Murillo EstradaNessuna valutazione finora
- La Filiación y La Gestación Por SustituciónDocumento16 pagineLa Filiación y La Gestación Por SustituciónIrma Salinas SalinasNessuna valutazione finora
- S Principios Quimicos 780Documento28 pagineS Principios Quimicos 780Peter Johan Jaime HernándezNessuna valutazione finora
- Bases Del A PracticaDocumento57 pagineBases Del A PracticaAlvaro URNessuna valutazione finora
- Leccion 5Documento2 pagineLeccion 5Luis Alfredo SantibañezNessuna valutazione finora
- Discursos FilosofiaDocumento3 pagineDiscursos FilosofiaSalguod TdimhcsNessuna valutazione finora