Potrebbero piacerti anche
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Bab Iv: Optimization With Process IntegrationDocumento55 pagineBab Iv: Optimization With Process IntegrationFaizah PamcuabNessuna valutazione finora
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- CriogeniaDocumento25 pagineCriogeniaSamuel SilvaNessuna valutazione finora
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5795)
- Modul Modul Modul Modul Autocad Basic Autocad Basic Autocad Basic Autocad BasicDocumento55 pagineModul Modul Modul Modul Autocad Basic Autocad Basic Autocad Basic Autocad BasicFaizah PamcuabNessuna valutazione finora
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Air Separation Units PDFDocumento107 pagineAir Separation Units PDFFares100% (2)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Supercritical Fluid Extraction As A Potential Mitigation Strategy For The Reduction of Acrylamide Level in CoffeeDocumento6 pagineSupercritical Fluid Extraction As A Potential Mitigation Strategy For The Reduction of Acrylamide Level in CoffeeFaizah PamcuabNessuna valutazione finora
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- 3 Calciner Technology 105 MinutesDocumento29 pagine3 Calciner Technology 105 MinutesIrshad HussainNessuna valutazione finora
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Assignment 2 (334421)Documento5 pagineAssignment 2 (334421)AB RehmanNessuna valutazione finora
- Flare Gas Capture For LNG ProductionDocumento9 pagineFlare Gas Capture For LNG ProductionKommu RohithNessuna valutazione finora
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- 3 - Mechanism and Kinetics of Deactivation of Catalyst and Its RegenerationDocumento31 pagine3 - Mechanism and Kinetics of Deactivation of Catalyst and Its RegenerationVikash ChandravanshiNessuna valutazione finora
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- C D 12 C D: United States Patent (19) 11 Patent Number: 5,122,235Documento7 pagineC D 12 C D: United States Patent (19) 11 Patent Number: 5,122,235sundharNessuna valutazione finora
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Antifoam Injection - Adip - Process - Operating - Manual - OP.99.20342Documento2 pagineAntifoam Injection - Adip - Process - Operating - Manual - OP.99.20342Валентин Селищев100% (1)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- Mud Gas Separator (Poor Boy Degasser) Plays A Vital Role in Well Control SituationDocumento5 pagineMud Gas Separator (Poor Boy Degasser) Plays A Vital Role in Well Control Situationshoaib KhalilNessuna valutazione finora
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Overview of Material Balance For Combustion ProcessDocumento18 pagineOverview of Material Balance For Combustion ProcessMehbuba SaymaNessuna valutazione finora
- V2 ExtensoJet EJ075 Datasheet 230-3Documento4 pagineV2 ExtensoJet EJ075 Datasheet 230-3zaniluNessuna valutazione finora
- Datasheets - XgardIRGB - Gas DetectorDocumento2 pagineDatasheets - XgardIRGB - Gas DetectorRodrigo CamargoNessuna valutazione finora
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- Ranarex GravitometerDocumento2 pagineRanarex GravitometerNguyen Vi HungNessuna valutazione finora
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Hydrocracking and Hydroisomerization of N-Hexadecane PT - 5Documento11 pagineHydrocracking and Hydroisomerization of N-Hexadecane PT - 5ancaene99Nessuna valutazione finora
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Chemical Reactions Icse Class 9thDocumento4 pagineChemical Reactions Icse Class 9thAniket SinghNessuna valutazione finora
- PDF PDFDocumento25 paginePDF PDFelbronNessuna valutazione finora
- CHEM 210 CH 09 Addition ReactionsDocumento11 pagineCHEM 210 CH 09 Addition ReactionsJaga SahsinyNessuna valutazione finora
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- Desalination of Seawater by Reverse Osmosis Ro MethodDocumento3 pagineDesalination of Seawater by Reverse Osmosis Ro MethodInternational Journal of Innovative Science and Research TechnologyNessuna valutazione finora
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- Tas Institute of OilDocumento7 pagineTas Institute of OilSheena DovenantNessuna valutazione finora
- Natural Gas Processing With Membranes - An OverviewDocumento13 pagineNatural Gas Processing With Membranes - An OverviewOayes Midda100% (1)
- Mastering Chemistry: Book 1ADocumento65 pagineMastering Chemistry: Book 1APhoebe leungNessuna valutazione finora
- WC-477 - Gas Metal Arc Welding (GMAW) Modes of Transfer PDFDocumento1 paginaWC-477 - Gas Metal Arc Welding (GMAW) Modes of Transfer PDFNathanLaertePiaiNessuna valutazione finora
- Objective and Purpose of Boiler Water TestDocumento3 pagineObjective and Purpose of Boiler Water TestAayush AgrawalNessuna valutazione finora
- Refinery Mass BalanceDocumento221 pagineRefinery Mass BalancePrem Sagar91% (11)
- ECP 224 Test 2 2020 SolutionDocumento6 pagineECP 224 Test 2 2020 SolutionCaleb MunyairiNessuna valutazione finora
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Wa0011.Documento1 paginaWa0011.farhad iqbalNessuna valutazione finora
- Document 32Documento17 pagineDocument 32rik.sengupta.08Nessuna valutazione finora
- SO3 Removal System For Flue Gas in PlantsDocumento7 pagineSO3 Removal System For Flue Gas in PlantsChan-Hee KohNessuna valutazione finora
- Catálise Enzimática e Energia de GibbsDocumento3 pagineCatálise Enzimática e Energia de GibbsRenan OliveiraNessuna valutazione finora
- Acetic Acid Production From MethanolDocumento1 paginaAcetic Acid Production From MethanolBramJanssen76Nessuna valutazione finora
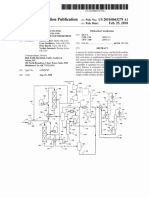
- Patent Application Publication (10) Pub. No.: US 2010/0043279 A1Documento13 paginePatent Application Publication (10) Pub. No.: US 2010/0043279 A1vitorio netoNessuna valutazione finora
- Simulation and Optimization of Different Pressure Thermally Coupled Distillation For Separating A Close-Boiling Mixture of N-Butanol and Iso-ButanolDocumento8 pagineSimulation and Optimization of Different Pressure Thermally Coupled Distillation For Separating A Close-Boiling Mixture of N-Butanol and Iso-ButanolForcus onNessuna valutazione finora
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)