Potrebbero piacerti anche
- IBR Valve ScheduleDocumento12 pagineIBR Valve ScheduleManikandan elumalaiNessuna valutazione finora
- NTPC TandaDocumento97 pagineNTPC Tandamaurya1234Nessuna valutazione finora
- U6OHREPORT2008Documento89 pagineU6OHREPORT2008Anonymous pKsr5vNessuna valutazione finora
- Performance Analysis of Surface Condenser in 525MW Thermal Power Plant PDFDocumento9 paginePerformance Analysis of Surface Condenser in 525MW Thermal Power Plant PDFJeeEianYannNessuna valutazione finora
- Chemistry in Power Plant-PDocumento25 pagineChemistry in Power Plant-PNitin SinghNessuna valutazione finora
- EHTCDocumento22 pagineEHTCVicky Singh100% (1)
- Chapter 12Documento12 pagineChapter 12bhaskarNessuna valutazione finora
- Air Pre Heater Gyanendra Sharma NPTI DelhiDocumento56 pagineAir Pre Heater Gyanendra Sharma NPTI DelhiNPTINessuna valutazione finora
- HPLP Bypass SystemDocumento16 pagineHPLP Bypass SystemRakesh Kiran100% (1)
- Steam TurbinesDocumento45 pagineSteam TurbinesHaseeb Bokhari100% (1)
- Material Safety Data Sheet: Light Diesel OilDocumento3 pagineMaterial Safety Data Sheet: Light Diesel Oilnitin dangwalNessuna valutazione finora
- 6.6 KV Switchgear Charging & IsolationDocumento12 pagine6.6 KV Switchgear Charging & IsolationSreekanthMylavarapuNessuna valutazione finora
- ST - MaintenanceDocumento26 pagineST - MaintenanceHayderr HassNessuna valutazione finora
- Protection & InterlocksDocumento18 pagineProtection & InterlocksSanjay GuptaNessuna valutazione finora
- Soot BlowingDocumento11 pagineSoot BlowingHoncho Abhi SinhaNessuna valutazione finora
- Jindal Power Limited O.P.J.S.T.P.P, Tamnar, Raigarh: Commissioning DepartmentDocumento9 pagineJindal Power Limited O.P.J.S.T.P.P, Tamnar, Raigarh: Commissioning Departmentjp mishraNessuna valutazione finora
- 06 StemLeakDetectionSystemDocumento32 pagine06 StemLeakDetectionSystemSACHIN PETKAR100% (1)
- Write Up On Aux PrdsDocumento6 pagineWrite Up On Aux PrdsYousuf AliNessuna valutazione finora
- NTPC TrainingDocumento32 pagineNTPC TrainingparvejNessuna valutazione finora
- Mill Reject SystemDocumento22 pagineMill Reject SystemgangatharanNessuna valutazione finora
- Condenser Flood Test 8 of 11Documento14 pagineCondenser Flood Test 8 of 11Sara LopezNessuna valutazione finora
- Electrostatic Precipitator Modeling and SimulationDocumento37 pagineElectrostatic Precipitator Modeling and Simulationshruti001shah100% (1)
- Deh Governing-LancoDocumento35 pagineDeh Governing-LancoPRAMOD KUMAR NANDANessuna valutazione finora
- APGENCO FlyashDocumento37 pagineAPGENCO Flyashlokesh0144Nessuna valutazione finora
- 03 ID FD Logic SystemDocumento40 pagine03 ID FD Logic SystemSamNessuna valutazione finora
- Write Up ON Automatic Turbine Tester: Consultant: Development Consultant Pvt. LTDDocumento14 pagineWrite Up ON Automatic Turbine Tester: Consultant: Development Consultant Pvt. LTDlp mishraNessuna valutazione finora
- Boiler Protection Gyanendra Sharma NPTI DelhiDocumento24 pagineBoiler Protection Gyanendra Sharma NPTI DelhiNPTINessuna valutazione finora
- 500mw Checking and Setting of Hydraulic and ElectroDocumento15 pagine500mw Checking and Setting of Hydraulic and Electrothangarajm1984Nessuna valutazione finora
- Boiler Mounting and AccessoriesDocumento20 pagineBoiler Mounting and AccessoriesAshok Joshi92% (12)
- Fans SoftDocumento291 pagineFans SoftAmitava PalNessuna valutazione finora
- NPTI Manuals: Price List of NPTI PublicationsDocumento5 pagineNPTI Manuals: Price List of NPTI PublicationsPradyumna Keshari NahakNessuna valutazione finora
- Bhel - Trichy: Training Programme FOR Power Sector Executives ON CFBC BoilersDocumento41 pagineBhel - Trichy: Training Programme FOR Power Sector Executives ON CFBC Boilersrashm006ranjanNessuna valutazione finora
- Thermal Plant Control Instrumentation IDocumento41 pagineThermal Plant Control Instrumentation IVishal KhachaneNessuna valutazione finora
- EmergencyDocumento24 pagineEmergencySanjeevImproveNessuna valutazione finora
- Design Basis of Boilers Iniitial Filling Pump Rev.1Documento1 paginaDesign Basis of Boilers Iniitial Filling Pump Rev.1Shameer Majeed. ANessuna valutazione finora
- 03 ID FD Logic SystemDocumento40 pagine03 ID FD Logic Systemamulya1981100% (1)
- 2 X 115 TPH CFBC Boiler: Ultratech Cement Limited - Apcw TadipatriDocumento51 pagine2 X 115 TPH CFBC Boiler: Ultratech Cement Limited - Apcw TadipatriChanna BasavaNessuna valutazione finora
- Bhel Pipe Color Code-Aa10630 1Documento7 pagineBhel Pipe Color Code-Aa10630 1Vamsikrishna LakamsaniNessuna valutazione finora
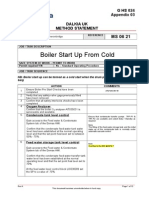
- MS 06 21 - Boiler Startup Frim Cold (Rev A - 03.01.12)Documento12 pagineMS 06 21 - Boiler Startup Frim Cold (Rev A - 03.01.12)Prakash WarrierNessuna valutazione finora
- 3 APH PERFORMANCE in NTPC STATIONS AjaySharmaDocumento15 pagine3 APH PERFORMANCE in NTPC STATIONS AjaySharmaDSGNessuna valutazione finora
- FD FanDocumento5 pagineFD FanPrudhvi RajNessuna valutazione finora
- CH 7 Paper 5 Flue Gas Temp Optimisation - Vindhyachal - ActualDocumento6 pagineCH 7 Paper 5 Flue Gas Temp Optimisation - Vindhyachal - ActualSamNessuna valutazione finora
- Turbine Rolling Procedure Pre Rolling ActivitiesDocumento7 pagineTurbine Rolling Procedure Pre Rolling ActivitiesPrakash Choudhary100% (1)
- Biecco Lawrie Ece Gec Reyrolle Burn Jyoti Switchgear PDFDocumento18 pagineBiecco Lawrie Ece Gec Reyrolle Burn Jyoti Switchgear PDFPATEL AKASHNessuna valutazione finora
- Online Monitoring of Bottom Ash Hopper TemperatureDocumento6 pagineOnline Monitoring of Bottom Ash Hopper Temperaturerama jenaNessuna valutazione finora
- TTD PerformanceDocumento5 pagineTTD PerformanceSriraja RajapNessuna valutazione finora
- Manualof Oil GunDocumento13 pagineManualof Oil Gunadarsh_saxena2627Nessuna valutazione finora
- CRH Drain Pot LevelDocumento30 pagineCRH Drain Pot LevelBibhash SinghNessuna valutazione finora
- Salaya PowerDocumento30 pagineSalaya Powersridharchowdary349Nessuna valutazione finora
- 2 HP WTR Hdr-Seal Trough FlushingDocumento10 pagine2 HP WTR Hdr-Seal Trough Flushingsekhar_ntpcNessuna valutazione finora
- Check Sequence in Normalisation Mechanical Then Electrical Then DCS PTW No & Date:-A/B Unit 1/2/3/4Documento2 pagineCheck Sequence in Normalisation Mechanical Then Electrical Then DCS PTW No & Date:-A/B Unit 1/2/3/4Deepak kumarNessuna valutazione finora
- Under Review/ This Is Not Final: Asif Shaikh Manager (Opn) Group-CDocumento24 pagineUnder Review/ This Is Not Final: Asif Shaikh Manager (Opn) Group-CSAROJNessuna valutazione finora
- CEP Isolation & Normalisation ProcedureDocumento2 pagineCEP Isolation & Normalisation ProcedureVishal GuptaNessuna valutazione finora
- 57-62 1m809 - Eng72dpiDocumento6 pagine57-62 1m809 - Eng72dpiAbhinav TewariNessuna valutazione finora
- Write Up On EHA & HPSU SystemDocumento9 pagineWrite Up On EHA & HPSU Systemraaj bharath100% (1)
- IOM-P14-R0 Quarter Turn BVDocumento9 pagineIOM-P14-R0 Quarter Turn BVDonovan BonnerNessuna valutazione finora
- LK600 Manual - 21 VersionDocumento8 pagineLK600 Manual - 21 VersionМихаил ПолковниковNessuna valutazione finora
- Hopkinson Valves IOM ManualDocumento7 pagineHopkinson Valves IOM ManualGiorgiana RosuNessuna valutazione finora
- Hopkinson Valves IOM Manual PDFDocumento7 pagineHopkinson Valves IOM Manual PDFGiorgiana RosuNessuna valutazione finora
- Installation, Operation & Maintenance Manual: Virgo Engineers LimitedDocumento47 pagineInstallation, Operation & Maintenance Manual: Virgo Engineers LimitedSreenivasNessuna valutazione finora
- Thajudeen ResumeDocumento2 pagineThajudeen ResumeDenkaNessuna valutazione finora
- TSTPP Turbine Protection InterlockDocumento7 pagineTSTPP Turbine Protection InterlockDenkaNessuna valutazione finora
- Power Plant QuestionsDocumento20 paginePower Plant QuestionsDenkaNessuna valutazione finora
- 1 Construction SafetyDocumento26 pagine1 Construction SafetyDenkaNessuna valutazione finora
- NTPCVBR1Documento91 pagineNTPCVBR1DenkaNessuna valutazione finora
- TSTPP Turbine InterlocksDocumento39 pagineTSTPP Turbine InterlocksDenkaNessuna valutazione finora
- MSG For UDocumento18 pagineMSG For UDenkaNessuna valutazione finora
- Bharat Heavy Electricals Limited: Remark Designation Drawing NoDocumento1 paginaBharat Heavy Electricals Limited: Remark Designation Drawing NoDenkaNessuna valutazione finora
- Introduction About Thermal Power Station 010807Documento2 pagineIntroduction About Thermal Power Station 010807DenkaNessuna valutazione finora
- 001PDF 1 42 010 02377 0 0Documento1 pagina001PDF 1 42 010 02377 0 0DenkaNessuna valutazione finora
- AssemblyDocumento1 paginaAssemblyDenkaNessuna valutazione finora
- 007PDF 0 17 809 00566 2 0Documento1 pagina007PDF 0 17 809 00566 2 0DenkaNessuna valutazione finora
- Index To Volumes: I. Operation & Maintenance Manual - BoilerDocumento2 pagineIndex To Volumes: I. Operation & Maintenance Manual - BoilerDenkaNessuna valutazione finora
- Hanger System - Heating Surfaces 1.48760/00 213-0009: Zugehörige Zeichnungen / Relevant DrawingsDocumento1 paginaHanger System - Heating Surfaces 1.48760/00 213-0009: Zugehörige Zeichnungen / Relevant DrawingsDenkaNessuna valutazione finora
- 007PDF 0 17 809 00566 2 0Documento1 pagina007PDF 0 17 809 00566 2 0DenkaNessuna valutazione finora
- Bharat Heavy Electricals Limited: Neyveli Lignite Corporation Limited (NLC LTD)Documento1 paginaBharat Heavy Electricals Limited: Neyveli Lignite Corporation Limited (NLC LTD)DenkaNessuna valutazione finora
- Superheater 1 06HAH10 AC001 ST-Row 3/4 ST-Row 2/5 ST-Row 1/6Documento1 paginaSuperheater 1 06HAH10 AC001 ST-Row 3/4 ST-Row 2/5 ST-Row 1/6DenkaNessuna valutazione finora
- Bharat Heavy Electricals Limited: Neyveli Lignite Corporation Limited (NLC LTD)Documento1 paginaBharat Heavy Electricals Limited: Neyveli Lignite Corporation Limited (NLC LTD)DenkaNessuna valutazione finora
- 2X500 MW Neyveli New Thermal Power Project (NNTPP) Neyveli, Tamilnadu, IndiaDocumento6 pagine2X500 MW Neyveli New Thermal Power Project (NNTPP) Neyveli, Tamilnadu, IndiaDenkaNessuna valutazione finora
- 002PDF 0 00 056 11072 5 0Documento1 pagina002PDF 0 00 056 11072 5 0DenkaNessuna valutazione finora
- Economizer Coils: Non Flow PanelsDocumento1 paginaEconomizer Coils: Non Flow PanelsDenkaNessuna valutazione finora
- Safety Data Sheet 84989 41 3 enDocumento4 pagineSafety Data Sheet 84989 41 3 enAdhiatma Arfian FauziNessuna valutazione finora
- Calibration. of Storage Tanks Class # 2070 Srini Sivaraman SK JapanDocumento4 pagineCalibration. of Storage Tanks Class # 2070 Srini Sivaraman SK JapanJose Rafael Mora CasalNessuna valutazione finora
- SinxbyxDocumento9 pagineSinxbyxGreeshmaNessuna valutazione finora
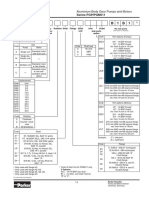
- PG 511 B 1 B 1: Ordering Code Series PGP/PGM511Documento7 paginePG 511 B 1 B 1: Ordering Code Series PGP/PGM511Four SticksNessuna valutazione finora
- Web 2.0: Dynamic Web PagesDocumento12 pagineWeb 2.0: Dynamic Web PagesAra PantaleonNessuna valutazione finora
- Comparative Study of Nylon and PVC Fluidized Bed Coating On Mild SteelDocumento12 pagineComparative Study of Nylon and PVC Fluidized Bed Coating On Mild SteelWaqqas ChaudhryNessuna valutazione finora
- E 7016 Product-SheetDocumento1 paginaE 7016 Product-SheetAlireza TakrimiNessuna valutazione finora
- BD+ CD+ XD+ - tcm833-3534072Documento20 pagineBD+ CD+ XD+ - tcm833-3534072MisterMMNessuna valutazione finora
- Opc PDFDocumento20 pagineOpc PDFnirajNessuna valutazione finora
- EN 1991-1-4 NA enDocumento4 pagineEN 1991-1-4 NA enanuj3936100% (1)
- IBM System Storage DS8000 - A QuickDocumento10 pagineIBM System Storage DS8000 - A Quickmuruggan_aNessuna valutazione finora
- 25252525Documento38 pagine25252525Ivan GonzalezNessuna valutazione finora
- SOP 829 - 032 Check-Reset KEMS, CrownomaticDocumento2 pagineSOP 829 - 032 Check-Reset KEMS, CrownomaticAnonymous XbmoAFtINessuna valutazione finora
- Optimasi Blending Pertalite Dengan Komponen Reformate Di PT. XYZ BalikpapanDocumento7 pagineOptimasi Blending Pertalite Dengan Komponen Reformate Di PT. XYZ BalikpapanFrizki AkbarNessuna valutazione finora
- 1 Xpower Safirus Owners Manual enDocumento8 pagine1 Xpower Safirus Owners Manual enMarianela MasyRubiNessuna valutazione finora
- ITP InstrumentationDocumento9 pagineITP InstrumentationzhangyiliNessuna valutazione finora
- Q3 NSP - SLP - RLPDocumento41 pagineQ3 NSP - SLP - RLPRushi RavalNessuna valutazione finora
- Ain Tsila Development Main EPC Contract A-CNT-CON-000-00282 Subcontract N°: JI-2045/07-002BDocumento15 pagineAin Tsila Development Main EPC Contract A-CNT-CON-000-00282 Subcontract N°: JI-2045/07-002BAslaouiNessuna valutazione finora
- Prospects For Alkaline Zero Gap Water Electrolysers For Hydrogen ProductionDocumento16 pagineProspects For Alkaline Zero Gap Water Electrolysers For Hydrogen Productionkhan47pkNessuna valutazione finora
- Comparative Tracking Index of Electrical Insulating MaterialsDocumento6 pagineComparative Tracking Index of Electrical Insulating MaterialsAbu Anas M.SalaheldinNessuna valutazione finora
- Steel Top Hats Battens Capacitytables Product Technical ManualDocumento16 pagineSteel Top Hats Battens Capacitytables Product Technical ManualbhukthaNessuna valutazione finora
- Dogging Guide 2003 - WorkCover NSWDocumento76 pagineDogging Guide 2003 - WorkCover NSWtadeumatas100% (1)
- Programming Bayes Rule OptionalDocumento17 pagineProgramming Bayes Rule OptionalajuhaseenNessuna valutazione finora
- Using Dapper Asynchronously inDocumento1 paginaUsing Dapper Asynchronously inGiovani BrondaniNessuna valutazione finora
- 100ah - 12V - 6FM100 VISIONDocumento2 pagine100ah - 12V - 6FM100 VISIONBashar SalahNessuna valutazione finora
- GIS Project Management GIS Project Management: Quality Issues Quality IssuesDocumento1 paginaGIS Project Management GIS Project Management: Quality Issues Quality IssuesLeo DobreciNessuna valutazione finora
- Portland CementDocumento46 paginePortland Cementni putu diah untariningsihNessuna valutazione finora
- 01 GeoStrucAnal Cylinder Elastic PDFDocumento12 pagine01 GeoStrucAnal Cylinder Elastic PDFSiddhant KaushikNessuna valutazione finora
- Advance Logic Activity On CountersDocumento31 pagineAdvance Logic Activity On CountersKrinx BuliganNessuna valutazione finora
- Power of Habit: The Ultimate Guide to Forming Positive Daily Habits, Learn How to Effectively Break Your Bad Habits For Good and Start Creating Good OnesDa EverandPower of Habit: The Ultimate Guide to Forming Positive Daily Habits, Learn How to Effectively Break Your Bad Habits For Good and Start Creating Good OnesValutazione: 4.5 su 5 stelle4.5/5 (21)
- Fire on the Horizon: The Untold Story of the Gulf Oil DisasterDa EverandFire on the Horizon: The Untold Story of the Gulf Oil DisasterNessuna valutazione finora
- A Practical Handbook for Drilling Fluids ProcessingDa EverandA Practical Handbook for Drilling Fluids ProcessingNessuna valutazione finora
- Idaho Falls: The Untold Story of America's First Nuclear AccidentDa EverandIdaho Falls: The Untold Story of America's First Nuclear AccidentValutazione: 4.5 su 5 stelle4.5/5 (21)
- Electric Motor Control: DC, AC, and BLDC MotorsDa EverandElectric Motor Control: DC, AC, and BLDC MotorsValutazione: 4.5 su 5 stelle4.5/5 (19)
- Handbook on Battery Energy Storage SystemDa EverandHandbook on Battery Energy Storage SystemValutazione: 4.5 su 5 stelle4.5/5 (2)
- Well Integrity for Workovers and RecompletionsDa EverandWell Integrity for Workovers and RecompletionsValutazione: 5 su 5 stelle5/5 (3)
- Solar Energy: Survive Easily on Solar Power Off the GridDa EverandSolar Energy: Survive Easily on Solar Power Off the GridNessuna valutazione finora
- Building Energy Management Systems and Techniques: Principles, Methods, and ModellingDa EverandBuilding Energy Management Systems and Techniques: Principles, Methods, and ModellingNessuna valutazione finora
- Electric Motors and Drives: Fundamentals, Types and ApplicationsDa EverandElectric Motors and Drives: Fundamentals, Types and ApplicationsValutazione: 4.5 su 5 stelle4.5/5 (12)
- The Complete HVAC BIBLE for Beginners: The Most Practical & Updated Guide to Heating, Ventilation, and Air Conditioning Systems | Installation, Troubleshooting and Repair | Residential & CommercialDa EverandThe Complete HVAC BIBLE for Beginners: The Most Practical & Updated Guide to Heating, Ventilation, and Air Conditioning Systems | Installation, Troubleshooting and Repair | Residential & CommercialNessuna valutazione finora
- Thermal Power Plant: Design and OperationDa EverandThermal Power Plant: Design and OperationValutazione: 4.5 su 5 stelle4.5/5 (23)
- Solar Power Demystified: The Beginners Guide To Solar Power, Energy Independence And Lower BillsDa EverandSolar Power Demystified: The Beginners Guide To Solar Power, Energy Independence And Lower BillsValutazione: 4.5 su 5 stelle4.5/5 (2)
- Offshore Wind Energy Generation: Control, Protection, and Integration to Electrical SystemsDa EverandOffshore Wind Energy Generation: Control, Protection, and Integration to Electrical SystemsNessuna valutazione finora
- Introduction to Power System ProtectionDa EverandIntroduction to Power System ProtectionValutazione: 5 su 5 stelle5/5 (1)
- Photovoltaic Solar Energy: From Fundamentals to ApplicationsDa EverandPhotovoltaic Solar Energy: From Fundamentals to ApplicationsNessuna valutazione finora
- Flow Analysis for Hydrocarbon Pipeline EngineeringDa EverandFlow Analysis for Hydrocarbon Pipeline EngineeringNessuna valutazione finora
- Air Cooled Heat Exchanger Handbook: Fundamentals, Calculations, Design and Q&ADa EverandAir Cooled Heat Exchanger Handbook: Fundamentals, Calculations, Design and Q&ANessuna valutazione finora
- Heat Transfer Engineering: Fundamentals and TechniquesDa EverandHeat Transfer Engineering: Fundamentals and TechniquesValutazione: 4 su 5 stelle4/5 (1)
- Power Electronics Diploma Interview Q&A: Career GuideDa EverandPower Electronics Diploma Interview Q&A: Career GuideNessuna valutazione finora
- Shorting the Grid: The Hidden Fragility of Our Electric GridDa EverandShorting the Grid: The Hidden Fragility of Our Electric GridValutazione: 4.5 su 5 stelle4.5/5 (2)
- Well Control for Completions and InterventionsDa EverandWell Control for Completions and InterventionsValutazione: 4 su 5 stelle4/5 (10)
- VSC-FACTS-HVDC: Analysis, Modelling and Simulation in Power GridsDa EverandVSC-FACTS-HVDC: Analysis, Modelling and Simulation in Power GridsNessuna valutazione finora
- Asphaltene Deposition Control by Chemical Inhibitors: Theoretical and Practical ProspectsDa EverandAsphaltene Deposition Control by Chemical Inhibitors: Theoretical and Practical ProspectsNessuna valutazione finora
- Pipeline and Energy Plant Piping: Design and TechnologyDa EverandPipeline and Energy Plant Piping: Design and TechnologyValutazione: 5 su 5 stelle5/5 (2)