Potrebbero piacerti anche
- UF1026 - Caracterización de procesos e instalaciones frigoríficasDa EverandUF1026 - Caracterización de procesos e instalaciones frigoríficasValutazione: 4 su 5 stelle4/5 (1)
- El Mejor Libro de Preparación Para Tu Examen De Licencia De Operador De CalderaDa EverandEl Mejor Libro de Preparación Para Tu Examen De Licencia De Operador De CalderaNessuna valutazione finora
- Tostador DDocumento6 pagineTostador DJuleisy HurtadoNessuna valutazione finora
- Horno RotatorioDocumento3 pagineHorno RotatorioElMaharajaNessuna valutazione finora
- 12.cuestionario de Investigación 12Documento4 pagine12.cuestionario de Investigación 12JOSE FERNANDO PISCO HUANCCOLLUCHONessuna valutazione finora
- Operación de Hornos PDFDocumento135 pagineOperación de Hornos PDFNereoAlejo100% (1)
- 4 Fabricación en Horno EléctricoDocumento6 pagine4 Fabricación en Horno EléctricoGelver Roca MendozaNessuna valutazione finora
- Proceso de Fabricación Del CementoDocumento4 pagineProceso de Fabricación Del CementoBrayan Baca CapaNessuna valutazione finora
- Proceso Teniente de Limpieza de Escorias+++Documento3 pagineProceso Teniente de Limpieza de Escorias+++Yelissa Contreras GálvezNessuna valutazione finora
- Refinería de Caja MarquillaDocumento14 pagineRefinería de Caja MarquillafabiolaNessuna valutazione finora
- Proceso Productivo Del CementoDocumento7 pagineProceso Productivo Del CementoTomas Lizama GonzalezNessuna valutazione finora
- Proceso de Produccion Del CementoDocumento5 pagineProceso de Produccion Del CementoAnonymous K1MP8cbNessuna valutazione finora
- Exposición Gestión de CalidadDocumento4 pagineExposición Gestión de CalidadJulían CamachoNessuna valutazione finora
- 3 TC - Materiales Del ConcretoDocumento35 pagine3 TC - Materiales Del ConcretoVictor Navarro SullcaNessuna valutazione finora
- Iper Procesadora Caña de AzúcarDocumento27 pagineIper Procesadora Caña de AzúcarllanelyNessuna valutazione finora
- Colada Continua 2Documento13 pagineColada Continua 2AndresNessuna valutazione finora
- Clinkerización FinalDocumento4 pagineClinkerización FinalAgustina PalleresNessuna valutazione finora
- Hornos para de CementoDocumento48 pagineHornos para de CementoCarol Alarcón NinaNessuna valutazione finora
- 1.-Producción de Mezcla Asfáltica en Caliente 1.1. - IntroducciónDocumento8 pagine1.-Producción de Mezcla Asfáltica en Caliente 1.1. - IntroducciónALEJANDRA KATHERINE SANCHEZ MEZANessuna valutazione finora
- AndecDocumento8 pagineAndecKevin Wesley Sanchez SánchezNessuna valutazione finora
- Memoria Descriptiva de La Planta de Misokain.Documento11 pagineMemoria Descriptiva de La Planta de Misokain.XTREME_10Nessuna valutazione finora
- PROCESO DE FABRICACION Del AceroDocumento8 paginePROCESO DE FABRICACION Del AceromesifepNessuna valutazione finora
- Proceso de Fabricacion Del CementoDocumento7 pagineProceso de Fabricacion Del CementoNico LMNessuna valutazione finora
- Sistema AceriaDocumento9 pagineSistema AceriaBrownee CharlesNessuna valutazione finora
- Molino de BolasDocumento22 pagineMolino de Bolasikep1347100% (2)
- Pavimento Concreto Asfaltico en CalienteDocumento22 paginePavimento Concreto Asfaltico en CalientePaul AG Ayamamani GarciaNessuna valutazione finora
- 3.2.proceso de Produccion - II-2Documento24 pagine3.2.proceso de Produccion - II-2Maria Virginia Apaza MachacaNessuna valutazione finora
- Planta de Asfalto Trabajo Pavimento 1Documento16 paginePlanta de Asfalto Trabajo Pavimento 1Aracelys AponteNessuna valutazione finora
- Informe Sobre La Fabricación Del CementoDocumento6 pagineInforme Sobre La Fabricación Del CementoEielson Blair Quiroga HuamanNessuna valutazione finora
- Funcionamiento de Una Planta AsfalticaDocumento15 pagineFuncionamiento de Una Planta AsfalticaFrancisco Andres Nieto Urrutia100% (1)
- Fundidora de Acero para Fabricar Varillas y AlambreDocumento6 pagineFundidora de Acero para Fabricar Varillas y AlambreJosue AlvarezNessuna valutazione finora
- Acero P333Documento6 pagineAcero P333Mariela MartinezNessuna valutazione finora
- Procedimiento de La Preparacion de Mezcla AsfalticaDocumento18 pagineProcedimiento de La Preparacion de Mezcla Asfalticakuvanof17Nessuna valutazione finora
- La CoipaDocumento12 pagineLa CoipaCristian Serrano ArayaNessuna valutazione finora
- Definicion y Elaboracion CementoDocumento18 pagineDefinicion y Elaboracion CementoSaul QuispichoNessuna valutazione finora
- Proceso Productivo Del Cemento 2.0.1Documento2 pagineProceso Productivo Del Cemento 2.0.1Jesus CayetanoNessuna valutazione finora
- PiroprocesoDocumento18 paginePiroprocesoMario TayupandaNessuna valutazione finora
- Iper Procesadora Caña de AzúcarDocumento13 pagineIper Procesadora Caña de AzúcartuestalopezNessuna valutazione finora
- Horno CUBILOTEDocumento16 pagineHorno CUBILOTEjulio_mesa_8Nessuna valutazione finora
- Plan de Producción de La Cerámica RojaDocumento13 paginePlan de Producción de La Cerámica RojaMary AncasiNessuna valutazione finora
- Uni - Ipq - Informe - Cementos Lima 4Documento12 pagineUni - Ipq - Informe - Cementos Lima 4Guido Antonio Chany PaucarNessuna valutazione finora
- Examen Final Mineria SubterraneaDocumento4 pagineExamen Final Mineria SubterraneaJuan Abel Callupe CuevaNessuna valutazione finora
- PLANTA DE LIXIVIACIÓN 100 TMSPD (Reparado)Documento7 paginePLANTA DE LIXIVIACIÓN 100 TMSPD (Reparado)Arturo Valencia LaureanoNessuna valutazione finora
- Procesos de CeramicosDocumento11 pagineProcesos de CeramicosPablo VergaraNessuna valutazione finora
- Semana 12-1Documento18 pagineSemana 12-1Anonymous AHmoW3Nessuna valutazione finora
- MoliendaDocumento11 pagineMoliendaBeto PariNessuna valutazione finora
- Tecnología para Una Planta Compacta de Peletización CircularDocumento5 pagineTecnología para Una Planta Compacta de Peletización CircularkarinaflorezNessuna valutazione finora
- Proceso de Producción de Cemento ECEBOLDocumento12 pagineProceso de Producción de Cemento ECEBOLNikolai Vargas FloresNessuna valutazione finora
- Manual de La CalderaDocumento149 pagineManual de La CalderaHenry RojasNessuna valutazione finora
- Produccion de Cemento PDFDocumento7 pagineProduccion de Cemento PDFKennedy AndradeNessuna valutazione finora
- Pucamarca Es La Más Reciente Unidad Minera Que Inicia El Camino de La Diversificación Productiva de MinsurDocumento5 paginePucamarca Es La Más Reciente Unidad Minera Que Inicia El Camino de La Diversificación Productiva de MinsurCriss SCNessuna valutazione finora
- PrecalentamientoDocumento4 paginePrecalentamientoFacundo HerediaNessuna valutazione finora
- Maquinaria de Las TortillasDocumento5 pagineMaquinaria de Las TortillasRafael Allende Moncayo100% (1)
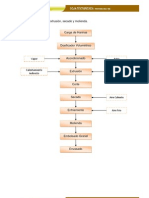
- Diagrama de Flujo Línea Extrusión - HARINADocumento3 pagineDiagrama de Flujo Línea Extrusión - HARINAsau_tkd100% (1)
- Clasificacion de Los Metales A1Documento12 pagineClasificacion de Los Metales A1Sergio MendozaNessuna valutazione finora
- Informe Pebbles 2015Documento7 pagineInforme Pebbles 2015Gregori Carrillo PalaciosNessuna valutazione finora
- Proyecto QI David Gómez CarnotaDocumento29 pagineProyecto QI David Gómez CarnotaDavidNessuna valutazione finora
- La Elaboración Del Cemento en DomicemDocumento2 pagineLa Elaboración Del Cemento en DomicemRadaylin AdamesNessuna valutazione finora
- Fundicion ChagresDocumento10 pagineFundicion ChagresKevin San MartinNessuna valutazione finora
- Proceso de OperaciónDocumento12 pagineProceso de OperaciónbenjaminNessuna valutazione finora
- Estudios y Diseños de La Doble Calzada Calarcá - Armenia y Calarcá - La Paila, Departamentos Del Quindío y Valle Del CaucaDocumento46 pagineEstudios y Diseños de La Doble Calzada Calarcá - Armenia y Calarcá - La Paila, Departamentos Del Quindío y Valle Del CaucaLina Lizarazo100% (1)
- 13N-M100 SN-000 TV Sharp No Enciende - Reparación TécnicaDocumento2 pagine13N-M100 SN-000 TV Sharp No Enciende - Reparación TécnicaAntonio José Montaña Pérez de CristoNessuna valutazione finora
- 200 3962 129 1905236025 Residuos-Agosto-2022Documento12 pagine200 3962 129 1905236025 Residuos-Agosto-2022Juan FelipeNessuna valutazione finora
- Informe Del Proyecto de Central Fittness ChetumalDocumento26 pagineInforme Del Proyecto de Central Fittness ChetumalEnrique RosalesNessuna valutazione finora
- Acta de Representación Del MunicipioDocumento1 paginaActa de Representación Del MunicipioDIEGO ALFONSO DIAZ RODRIGUEZNessuna valutazione finora
- Plan de Contingencia Colegio AméricaDocumento10 paginePlan de Contingencia Colegio AméricawilderNessuna valutazione finora
- Taller Unidad 2 Enfoques Gerenciales ModernosDocumento4 pagineTaller Unidad 2 Enfoques Gerenciales ModernosErika Johana Figueroa RinconNessuna valutazione finora
- Alivio Directo Va en Valv. Alivio SciDocumento2 pagineAlivio Directo Va en Valv. Alivio SciJuan Carlos Pardo Rimachi100% (1)
- Informe Ciclos de Potencia de GasDocumento13 pagineInforme Ciclos de Potencia de GasALEJANDRA MENESESNessuna valutazione finora
- Diseño de Tanques CriogénicosDocumento10 pagineDiseño de Tanques CriogénicosLizbeth Ramirez Alanya100% (1)
- 1.-Resultado Fiscal y Utilidad Fiscal de Personas MoralesDocumento6 pagine1.-Resultado Fiscal y Utilidad Fiscal de Personas MoralesALGOMAS QUE ACERNessuna valutazione finora
- 3 - Concepto de Ciencia, Gestión e Ingeniería de ServiciosDocumento7 pagine3 - Concepto de Ciencia, Gestión e Ingeniería de ServiciosAgustín Ruiz MartínNessuna valutazione finora
- WH674U Monitor Manual v1Documento43 pagineWH674U Monitor Manual v1Try on Haul GirlsNessuna valutazione finora
- PRUEBA TÉCNICA LARAVEL - FullStack DEVELOPER 18 de AgostoDocumento3 paginePRUEBA TÉCNICA LARAVEL - FullStack DEVELOPER 18 de AgostoFreddy CamposNessuna valutazione finora
- DOCUMENTO DOCTRINARIO DE LA GMCP VERSION DEFINITIVA Documento de LecturaDocumento159 pagineDOCUMENTO DOCTRINARIO DE LA GMCP VERSION DEFINITIVA Documento de LecturaMaru AngelNessuna valutazione finora
- Circular 016 Instrucciones 2da Convocatoria ESEDocumento2 pagineCircular 016 Instrucciones 2da Convocatoria ESEJean HerazoNessuna valutazione finora
- Los Principales Factores Ambientales y de Suelos Que Influyen Sobre La Productividad y El ManejoDocumento4 pagineLos Principales Factores Ambientales y de Suelos Que Influyen Sobre La Productividad y El ManejoErika Calua VillanuevaNessuna valutazione finora
- MATEMÁTICASDocumento2 pagineMATEMÁTICASKty Margaritta MartinezNessuna valutazione finora
- PPTDocumento30 paginePPTCésar Raúl Hidalgo AvilaNessuna valutazione finora
- Liquidación Proforma ImportaciónDocumento20 pagineLiquidación Proforma Importaciónwarzone storeNessuna valutazione finora
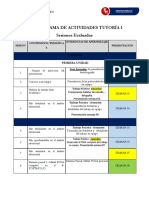
- Cronograma de Actividades Tutoría IDocumento2 pagineCronograma de Actividades Tutoría IYennifer Venicia Peralta PalaciosNessuna valutazione finora
- Guia Ejercicios Calculo de ProtecccionesDocumento2 pagineGuia Ejercicios Calculo de Protecccionescristian astudilloNessuna valutazione finora
- Introduccion Al Derecho LaboralDocumento30 pagineIntroduccion Al Derecho LaboralDani StichNessuna valutazione finora
- Preguntas y Respuestas Sobre Los Modos de PlayGround OpenAIDocumento4 paginePreguntas y Respuestas Sobre Los Modos de PlayGround OpenAITeddy MouraNessuna valutazione finora
- Pei 2020 2024Documento180 paginePei 2020 2024ANTONY WASHINGTON CONDORI QUISPENessuna valutazione finora
- Plan de Estudios 2005 IGADocumento5 paginePlan de Estudios 2005 IGARogerNessuna valutazione finora
- Sesion de Aprendizaje No11Documento5 pagineSesion de Aprendizaje No11Carlos QFNessuna valutazione finora
- Ser Una Analista de DatosDocumento3 pagineSer Una Analista de DatosEduardo del Cid SotoNessuna valutazione finora
- HACCP Industria PlasticosDocumento7 pagineHACCP Industria PlasticosAdriana Castellanos100% (1)
- La Importancia de Las NIIF en El Proceso de Toma de Decisiones GerencialesDocumento3 pagineLa Importancia de Las NIIF en El Proceso de Toma de Decisiones GerencialesManuel MorenoNessuna valutazione finora