Potrebbero piacerti anche
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- How To Make An Orgone Field PulserDocumento59 pagineHow To Make An Orgone Field PulserDon Templeton100% (2)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- T3W Instruction Manual - Feb 2014Documento550 pagineT3W Instruction Manual - Feb 2014Jose Macias Acevedo100% (3)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
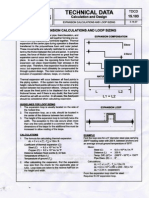
- Expansion Calculation and Loop Sizing001Documento2 pagineExpansion Calculation and Loop Sizing001Joseph R. F. DavidNessuna valutazione finora
- Appendix 1 Equipment Cost Estimates (Garrett)Documento28 pagineAppendix 1 Equipment Cost Estimates (Garrett)Adhit Mart DithaNessuna valutazione finora
- Calculation Sheet Formula Scaffolding LTDocumento2 pagineCalculation Sheet Formula Scaffolding LTMIHDI PALAPUZNessuna valutazione finora
- Vio27 35-2 (Us) (New Cabin) SVMDocumento584 pagineVio27 35-2 (Us) (New Cabin) SVMFrancois-Martin Morissette100% (1)
- Tubing Size SelectionDocumento17 pagineTubing Size SelectionJoseph BirungNessuna valutazione finora
- Nfpa 20 ReviewedDocumento6 pagineNfpa 20 Reviewedakill3rNessuna valutazione finora
- Two Step Spiral Pipe ManufacturingDocumento4 pagineTwo Step Spiral Pipe ManufacturingEagle SpiritNessuna valutazione finora
- PIP PNC00001 Pipe Support Criteria For ASME B31.3 Metallic PipingDocumento11 paginePIP PNC00001 Pipe Support Criteria For ASME B31.3 Metallic PipingM Kumar KumarNessuna valutazione finora
- Astm A1016-2018Documento12 pagineAstm A1016-2018Mukesh kumarNessuna valutazione finora
- ID-N-RW-JJ1-DSR-ST-87-3001 2 - DS-Shutdown Valve (SDV) PDFDocumento21 pagineID-N-RW-JJ1-DSR-ST-87-3001 2 - DS-Shutdown Valve (SDV) PDFHarry SubiantoroNessuna valutazione finora
- Safety in The Installation and Use of Gas Systems and AppliancesDocumento100 pagineSafety in The Installation and Use of Gas Systems and AppliancesHossamKandilNessuna valutazione finora
- Sa 135Documento10 pagineSa 135Girish RajNessuna valutazione finora
- Aquapump Industries: Single Phase Dmh1 MonoblockDocumento8 pagineAquapump Industries: Single Phase Dmh1 MonoblockVickyNessuna valutazione finora
- Excel: 2000 STL Illustrated Parts BreakdownDocumento48 pagineExcel: 2000 STL Illustrated Parts BreakdownJefersson Roberth Mercado SaavedraNessuna valutazione finora
- ENGU2 - Module 2 Assignment: Cabanting, John Rofer G. Bsce-Cem 3ADocumento4 pagineENGU2 - Module 2 Assignment: Cabanting, John Rofer G. Bsce-Cem 3Ajohn roferNessuna valutazione finora
- Assignment No 1 PDFDocumento4 pagineAssignment No 1 PDFVarun Verma67% (3)
- Bolletin Bobinas D3W - C - StyleDocumento20 pagineBolletin Bobinas D3W - C - StyleDaniel MarNessuna valutazione finora
- Exercise 1: Create and Edit Threaded Pipe RoutesDocumento8 pagineExercise 1: Create and Edit Threaded Pipe RoutesChokri AtefNessuna valutazione finora
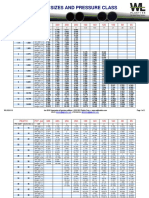
- WL102-0118 Ips Size Chart Pe4710Documento2 pagineWL102-0118 Ips Size Chart Pe4710MarcoiNessuna valutazione finora
- 1036330-23-350 Al 465 BX Nam Smaw+fcaw Iso 9606 CS 6G (H-L045)Documento2 pagine1036330-23-350 Al 465 BX Nam Smaw+fcaw Iso 9606 CS 6G (H-L045)Nguyen Thanh Binh0% (1)
- Installation and Owner's Manual: Console RecessedDocumento55 pagineInstallation and Owner's Manual: Console Recessedkrutika sarinNessuna valutazione finora
- MPAPS Master IndexDocumento15 pagineMPAPS Master Indexmpedraza-1100% (3)
- Miltonroy339-0049-000 APR 08 ColorDocumento60 pagineMiltonroy339-0049-000 APR 08 ColorRobert YoungNessuna valutazione finora
- Water Quality AnalyzerDocumento1 paginaWater Quality AnalyzerVictor BiacoloNessuna valutazione finora
- Hydro Test ProcedureDocumento17 pagineHydro Test Procedureyaser elgoharyNessuna valutazione finora
- Datasheet-Sandvik-Sx-En-V2021-11-05 11 - 37 Version 1Documento6 pagineDatasheet-Sandvik-Sx-En-V2021-11-05 11 - 37 Version 1Justin EvansNessuna valutazione finora
- General Information: Thermaflex Installation ManualDocumento44 pagineGeneral Information: Thermaflex Installation ManualAgus Riyono989 HvacNessuna valutazione finora
- I - Jakub Petras-CvDocumento9 pagineI - Jakub Petras-CvKristian Dwi SancokoNessuna valutazione finora