Potrebbero piacerti anche
- La Distribución Física de PlantaDocumento3 pagineLa Distribución Física de PlantaJohn Hector50% (2)
- MercadotecniaDocumento5 pagineMercadotecniaivan96afNessuna valutazione finora
- Metodologia SHADocumento9 pagineMetodologia SHALiizz HervertNessuna valutazione finora
- Pronósticos en el sector serviciosDocumento6 paginePronósticos en el sector serviciosJose LunaNessuna valutazione finora
- Metodologia 8DDocumento13 pagineMetodologia 8DLiizz Hervert100% (1)
- Unidad 3 Solución de Problemas de ManufacturaDocumento13 pagineUnidad 3 Solución de Problemas de ManufacturaKarylu PerezNessuna valutazione finora
- Seis SigmaDocumento36 pagineSeis SigmaManuel Aguilar100% (1)
- Antología de Administración de Las Operaciones II (Modificada) PDFDocumento144 pagineAntología de Administración de Las Operaciones II (Modificada) PDFHernandez LokilloNessuna valutazione finora
- Solución de Problemas de Manufactura (Tops)Documento26 pagineSolución de Problemas de Manufactura (Tops)Hector Serrano100% (1)
- Resumen Unidad 4 Estrategias de Mercadotecnia.Documento23 pagineResumen Unidad 4 Estrategias de Mercadotecnia.martin67% (6)
- Panaderia SimulacionDocumento23 paginePanaderia SimulacionRomelia Garcia Rios100% (2)
- Anteproyecto ResidenciasDocumento9 pagineAnteproyecto ResidenciasVictor Rodriguez100% (1)
- Sistema de mantenimiento empresarial localDocumento1 paginaSistema de mantenimiento empresarial localsaul100% (1)
- Ensayo de La Importancia Que Tiene Un MPS en Una Cadena de SuministroDocumento8 pagineEnsayo de La Importancia Que Tiene Un MPS en Una Cadena de SuministroYely A. SànchezNessuna valutazione finora
- 4 6 Mercado de Dinero y de CapitalesDocumento4 pagine4 6 Mercado de Dinero y de CapitalesAntonio ChavezNessuna valutazione finora
- 3.1 Organización de Materiales en Una Bodega.Documento5 pagine3.1 Organización de Materiales en Una Bodega.Luis Bojorquez berriosNessuna valutazione finora
- U2 Act4Documento5 pagineU2 Act4Misael NavaNessuna valutazione finora
- Curso Admon de Operaciones 2Documento108 pagineCurso Admon de Operaciones 2teodorovaldesNessuna valutazione finora
- Proyecto de Mejora Panificadora FidelDocumento27 pagineProyecto de Mejora Panificadora FidelSapin Escobar CabreraNessuna valutazione finora
- Diseño e instalaciones de empresa enDocumento4 pagineDiseño e instalaciones de empresa enJesús Alcudia PérezNessuna valutazione finora
- InvestigaciónDocumento7 pagineInvestigaciónXgorekx Bretado100% (1)
- 5 1Documento7 pagine5 1EduardoNessuna valutazione finora
- Conceptos Generales de Los Datos EstándarDocumento4 pagineConceptos Generales de Los Datos Estándarmonkiki9024Nessuna valutazione finora
- Actividad 4BDocumento11 pagineActividad 4BEmmanuelNessuna valutazione finora
- 3.1. Tops Análisis-4 PDFDocumento45 pagine3.1. Tops Análisis-4 PDFLuisNessuna valutazione finora
- Actividad 5aDocumento18 pagineActividad 5aEmmanuel100% (1)
- Ensayo Libro PromodelDocumento6 pagineEnsayo Libro PromodelAndres' AraizaNessuna valutazione finora
- Reporte GromersaDocumento3 pagineReporte GromersaDaniela Robledo100% (1)
- Unidad 5 MantenimientoDocumento26 pagineUnidad 5 MantenimientofelipeNessuna valutazione finora
- Cuestionario U-IVDocumento2 pagineCuestionario U-IVIvan QuirogaNessuna valutazione finora
- Simulación de Una TrotilleriaDocumento40 pagineSimulación de Una TrotilleriaAlfredo Hervaz91% (11)
- Ensayo SMEDDocumento3 pagineEnsayo SMEDAlfredgalindez100% (1)
- Unidad 5 y 6 Logística y Cadenas de SuministroDocumento22 pagineUnidad 5 y 6 Logística y Cadenas de SuministroJorge Ramirez0% (2)
- Preguntas Pensamiento de Sistemas DurosDocumento5 paginePreguntas Pensamiento de Sistemas DurosGiovanni GuadalupeNessuna valutazione finora
- OpexDocumento31 pagineOpexMiguel G. Baez100% (1)
- Atributos TortilleriaDocumento83 pagineAtributos TortilleriaGEYSER HERNANDEZ AZUARANessuna valutazione finora
- Ensayo Sistemas DurosDocumento4 pagineEnsayo Sistemas DurosGerardo HerreraNessuna valutazione finora
- Medir productividad servicios productosDocumento12 pagineMedir productividad servicios productosElias AriasNessuna valutazione finora
- Diversas Industrias en Función de Las Cadenas de Suministro y Estrategias LogisticasDocumento3 pagineDiversas Industrias en Función de Las Cadenas de Suministro y Estrategias LogisticasLizzeth PérezNessuna valutazione finora
- Herramientas para solución de problemasDocumento20 pagineHerramientas para solución de problemasAldo OrozcoNessuna valutazione finora
- Estimador DeterminanteDocumento13 pagineEstimador Determinantejoel armando Gómez Hernández'sNessuna valutazione finora
- Diseño y Tipos de ControlesDocumento9 pagineDiseño y Tipos de ControlesAndreaa EspinozaNessuna valutazione finora
- 5.3 Tipos de Transacciones Propiciadas Por La Tecnologia de La InformacionDocumento4 pagine5.3 Tipos de Transacciones Propiciadas Por La Tecnologia de La InformacionGarcia Sanchez FernandoNessuna valutazione finora
- Unidad 4 Proyecto de Simulación de Una EmpresaDocumento10 pagineUnidad 4 Proyecto de Simulación de Una EmpresarafaelNessuna valutazione finora
- 5.4 Sistemas Informáticos de Administración de Inventarios.Documento2 pagine5.4 Sistemas Informáticos de Administración de Inventarios.alan80% (5)
- Sistemas Integrales de ManufacturaDocumento19 pagineSistemas Integrales de ManufacturaJoOny Rea0% (2)
- Resumen OpexDocumento7 pagineResumen OpexAnonymous MGyTUWw83Nessuna valutazione finora
- Actividades Unidad IVDocumento5 pagineActividades Unidad IVanahi20% (5)
- Estimadores Muestras y Caracteristicas Del Estimador LiderDocumento5 pagineEstimadores Muestras y Caracteristicas Del Estimador LiderRamon LopezNessuna valutazione finora
- Manufactura Esbelta: 5S, Heijunka y KanbanDocumento40 pagineManufactura Esbelta: 5S, Heijunka y KanbanIxtchel HerreraNessuna valutazione finora
- 4.1 Lista de Estimadores A Obtener de La Simulación.Documento35 pagine4.1 Lista de Estimadores A Obtener de La Simulación.Leonardo SalasNessuna valutazione finora
- Unidad 2 Indicadores MetricosDocumento26 pagineUnidad 2 Indicadores MetricosLiizz Hervert100% (1)
- U3 Optimizacion de Redes de ActividadesDocumento7 pagineU3 Optimizacion de Redes de ActividadesDaviid Villa0% (1)
- Proyecto de Simulación JcmeloDocumento17 pagineProyecto de Simulación JcmeloJuan Carlos Melo Gutiérrez0% (1)
- Modelos para medir productividadDocumento12 pagineModelos para medir productividadjaciel vicenteNessuna valutazione finora
- 1.2.2 Metodos CuantitativosDocumento4 pagine1.2.2 Metodos CuantitativosAntonio HernandezNessuna valutazione finora
- Unidad 3 Taxonomía de SistemasDocumento5 pagineUnidad 3 Taxonomía de SistemasMaiza MarínNessuna valutazione finora
- EneroDocumento6 pagineEneroÁngel DosNessuna valutazione finora
- JunioDocumento6 pagineJunioÁngel DosNessuna valutazione finora
- Estudio Financiero INMADEDocumento33 pagineEstudio Financiero INMADEHernz GioNessuna valutazione finora
- INFORME DE INVESTIGACIÓN - Nov 17Documento251 pagineINFORME DE INVESTIGACIÓN - Nov 17MarioNessuna valutazione finora
- Matriz de Peligros LAMINASDocumento9 pagineMatriz de Peligros LAMINASLina PereaNessuna valutazione finora
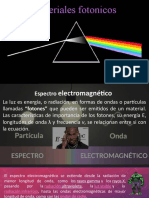
- Materiales FotonicosDocumento24 pagineMateriales Fotonicosulises navarroNessuna valutazione finora
- CondensadorescuestonarioDocumento3 pagineCondensadorescuestonarioMayra Angelica Vasquez ColquiNessuna valutazione finora
- Ghersi, Enrique - Dos Conceptos de Derecho de PropiedadDocumento8 pagineGhersi, Enrique - Dos Conceptos de Derecho de PropiedadVicente GonzalezNessuna valutazione finora
- Guia para El Mantenimiento de Arroyos UrbanosDocumento15 pagineGuia para El Mantenimiento de Arroyos UrbanosDavid Villca LequepiNessuna valutazione finora
- Vegetación Del Territorio CARDocumento444 pagineVegetación Del Territorio CARJolian Jozep Bustos86% (7)
- Proyecto IntegradorDocumento2 pagineProyecto Integradorgianluis garcia castilloNessuna valutazione finora
- Infografía Desarrollo SostenibleDocumento1 paginaInfografía Desarrollo SostenibleLilia Gonzalez100% (1)
- Trabajo Final - Ing Fredy FrancoDocumento28 pagineTrabajo Final - Ing Fredy FrancoRonald Alexander Alvarez BarriosNessuna valutazione finora
- Calculo Instalacion Solar Fotovoltaica Aislada - VU PDFDocumento6 pagineCalculo Instalacion Solar Fotovoltaica Aislada - VU PDFJaime CarvajalNessuna valutazione finora
- Termas SolaresDocumento12 pagineTermas SolaresYomira Mallerly Martinez ReyesNessuna valutazione finora
- Deslizamiento de RocasDocumento11 pagineDeslizamiento de RocasJuls CarrNessuna valutazione finora
- CALIZADocumento7 pagineCALIZAMaxs Portillo CardenasNessuna valutazione finora
- Impacto Ambiental de Las Plantas Termoeléctricas de Ciclo Combinado en La Región Fronteriza Mexicali - Valle ImperialDocumento1 paginaImpacto Ambiental de Las Plantas Termoeléctricas de Ciclo Combinado en La Región Fronteriza Mexicali - Valle Imperialcarolita2813Nessuna valutazione finora
- Presentacion Descargas ParcialesDocumento43 paginePresentacion Descargas ParcialesJesus DiazNessuna valutazione finora
- Cómo funcionan las celdas solares: tipos, materiales y eficienciaDocumento7 pagineCómo funcionan las celdas solares: tipos, materiales y eficienciaEliNessuna valutazione finora
- Libro de Quimica Distribucion ElectronicaDocumento18 pagineLibro de Quimica Distribucion Electronicacesar_menendez_eduNessuna valutazione finora
- Gadotti Moacir Historia-De-las-ideas-pedagogicas Introduccion Prefacio y Cap 6 ComenioDocumento26 pagineGadotti Moacir Historia-De-las-ideas-pedagogicas Introduccion Prefacio y Cap 6 ComeniokileNessuna valutazione finora
- Metodo Volumetrico.Documento12 pagineMetodo Volumetrico.Jear ArenasNessuna valutazione finora
- Prueba Ciencias NaturalesDocumento3 paginePrueba Ciencias NaturalesJuan Pablo Sanchez HernandezNessuna valutazione finora
- Parámetros Biológicos de La Calidad Del AguaDocumento10 pagineParámetros Biológicos de La Calidad Del AguaJoel BarragánNessuna valutazione finora
- Universidad Tecnológica de PanamáDocumento37 pagineUniversidad Tecnológica de PanamáRevisate PanamaNessuna valutazione finora
- S13. Materiales Compuestos Tipos 21-1Documento18 pagineS13. Materiales Compuestos Tipos 21-1Angel RosalesNessuna valutazione finora
- 1°4° CB TT Fisicoquimica .Energia - FuerzasDocumento7 pagine1°4° CB TT Fisicoquimica .Energia - FuerzasAGUSTIN DIVISADERONessuna valutazione finora
- PEC Geografía de España 2021 2022Documento15 paginePEC Geografía de España 2021 2022abellanginerNessuna valutazione finora
- Programa de Seguimiento y Monitoreo AmbientalDocumento15 paginePrograma de Seguimiento y Monitoreo Ambientalliliana amayaNessuna valutazione finora
- 11 Trabajo MecánicoDocumento8 pagine11 Trabajo Mecánicoandrea habanaNessuna valutazione finora
- Riesgos GeologicosDocumento24 pagineRiesgos Geologicosj_manuel24Nessuna valutazione finora