Potrebbero piacerti anche
- Thermal Analysis of Cables in Unfilled Troughs - Investigation of The IEC Standard (Leon2012)Documento9 pagineThermal Analysis of Cables in Unfilled Troughs - Investigation of The IEC Standard (Leon2012)daegerteNessuna valutazione finora
- Electrostatic Stress Analysis of High Voltage CablesDocumento4 pagineElectrostatic Stress Analysis of High Voltage CablesesatjournalsNessuna valutazione finora
- Instrumentation MCQ'sDocumento32 pagineInstrumentation MCQ'sAmmarAbdullah89% (9)
- Reliability Issues GaN HEMTDocumento4 pagineReliability Issues GaN HEMTSva KolisiNessuna valutazione finora
- Cable Ampacity Calculations - A Comparison of Methods PDFDocumento7 pagineCable Ampacity Calculations - A Comparison of Methods PDFRogelio RevettiNessuna valutazione finora
- Room Acoustics: Bouncing AroundDocumento45 pagineRoom Acoustics: Bouncing AroundmanigupthaNessuna valutazione finora
- Design of Splicing of RafterDocumento3 pagineDesign of Splicing of Rafterkeerthivasan_mrvNessuna valutazione finora
- Grounding and JumperingDocumento16 pagineGrounding and Jumperingferreiramarco56Nessuna valutazione finora
- Design Practice For The Earthing System of The 400 KV Gas InsulaDocumento5 pagineDesign Practice For The Earthing System of The 400 KV Gas Insulasorry2qazNessuna valutazione finora
- Lectures On CFD (Multiphase Flow)Documento62 pagineLectures On CFD (Multiphase Flow)faisal58650Nessuna valutazione finora
- Advances in High Voltage Insulation and Arc Interruption in SF6 and VacuumDa EverandAdvances in High Voltage Insulation and Arc Interruption in SF6 and VacuumNessuna valutazione finora
- Life Assessment of Electric Arc Furnace TransformersDocumento11 pagineLife Assessment of Electric Arc Furnace TransformersHgoglez100% (1)
- Fluke - How Cables and Connectors Impact Measurement UncertaintyDocumento4 pagineFluke - How Cables and Connectors Impact Measurement UncertaintyMatias RamosNessuna valutazione finora
- A Modern Course in Transport Phenomena by Venerus OttingerDocumento538 pagineA Modern Course in Transport Phenomena by Venerus OttingerJoshelyn Mariangela Paredes ZavalaNessuna valutazione finora
- System For Controlled Aging of Electrical Windings, To Perform An Improved Voltage Endurance TestDocumento5 pagineSystem For Controlled Aging of Electrical Windings, To Perform An Improved Voltage Endurance TestJuann MontezNessuna valutazione finora
- Thin Solid Films: Shin Jang, Dong Jun Lee, Dohyung Lee, Je Hoon OhDocumento5 pagineThin Solid Films: Shin Jang, Dong Jun Lee, Dohyung Lee, Je Hoon OhAnthony WellsNessuna valutazione finora
- Experimental Validation of A New Methodology To Reduce Hot Spots On The Screws of Power Transformer TanksDocumento5 pagineExperimental Validation of A New Methodology To Reduce Hot Spots On The Screws of Power Transformer TanksDante FilhoNessuna valutazione finora
- Improvement of Insulation Performance of Solid/Gas Composite Insulation With Embedded ElectrodeDocumento8 pagineImprovement of Insulation Performance of Solid/Gas Composite Insulation With Embedded ElectrodeZamira JamilNessuna valutazione finora
- 3D Electrostatic Modeling of An Extended Lifetime, 100pps, 500kV, LOW JITTER TRIGATRONDocumento8 pagine3D Electrostatic Modeling of An Extended Lifetime, 100pps, 500kV, LOW JITTER TRIGATRONAravind ARNessuna valutazione finora
- 2004 - Electrical Resistance Change Method For Monitoring Delaminations of CFRP Laminates Effect of Spacing Between ElectrodesDocumento10 pagine2004 - Electrical Resistance Change Method For Monitoring Delaminations of CFRP Laminates Effect of Spacing Between ElectrodesDavid AcostaNessuna valutazione finora
- Zanner 1986Documento9 pagineZanner 1986Harris DanielNessuna valutazione finora
- 16 - Controlled Backfill Optimization To Achieve High Ampacities On Transmission CablesDocumento9 pagine16 - Controlled Backfill Optimization To Achieve High Ampacities On Transmission CableslantarkigamNessuna valutazione finora
- Temperature Distribution in Resin Impregnated Paper Insulation For Transformer BushingsDocumento8 pagineTemperature Distribution in Resin Impregnated Paper Insulation For Transformer Bushingssushovan bhowmikNessuna valutazione finora
- 2007-SPRINGER-Chan-Effects of Bonding Frequency On Au Wedge Wire BondabilityDocumento8 pagine2007-SPRINGER-Chan-Effects of Bonding Frequency On Au Wedge Wire Bondabilityketab_doostNessuna valutazione finora
- Conf 104Documento6 pagineConf 104braulio.dantas-1Nessuna valutazione finora
- Cathode Low TempDocumento7 pagineCathode Low Tempask teacher roseNessuna valutazione finora
- Experimental Design To Study RF Pulsed HeatingDocumento3 pagineExperimental Design To Study RF Pulsed HeatingFarwin123Nessuna valutazione finora
- Test Method For Opening and Closing Time of 500kVDocumento7 pagineTest Method For Opening and Closing Time of 500kVUsama ZafarNessuna valutazione finora
- Modeling of The AC-EAF Process Using Computational Intelligence MethodsDocumento6 pagineModeling of The AC-EAF Process Using Computational Intelligence MethodsMohamed AhmadNessuna valutazione finora
- Grund - Et - Al. 2019 Jicable Proceedings C3 6 Integral Sensing of HV Cable JointsDocumento6 pagineGrund - Et - Al. 2019 Jicable Proceedings C3 6 Integral Sensing of HV Cable Jointsatif_aman123Nessuna valutazione finora
- 506ampacity PDFDocumento9 pagine506ampacity PDFCarlos Lino Rojas AgüeroNessuna valutazione finora
- Study On Mobile Induction Heating Process of Internal Gear RingsDocumento9 pagineStudy On Mobile Induction Heating Process of Internal Gear RingsLucasNessuna valutazione finora
- 2017 IEEE IECON Cable AmpacityDocumento6 pagine2017 IEEE IECON Cable AmpacityVinciushfb2Nessuna valutazione finora
- Converting Thermal Analysis Information Into Microstructure InformationDocumento12 pagineConverting Thermal Analysis Information Into Microstructure InformationMy Dad My WorldNessuna valutazione finora
- Electrical Breakdown Across Micron Scale Gaps in MEMS StructuresDocumento9 pagineElectrical Breakdown Across Micron Scale Gaps in MEMS Structuresjeremy_scerriNessuna valutazione finora
- NIST RSI Thermal Fatigue KellerDocumento8 pagineNIST RSI Thermal Fatigue KellerMido KamalNessuna valutazione finora
- Summary Ac Contactor Failure Cause and EffectDocumento9 pagineSummary Ac Contactor Failure Cause and EffectVinci Valcu ParneNessuna valutazione finora
- High Breakdown Voltage AlGaN-GaN HEMTs Achieved by Multiple Field PlatesDocumento3 pagineHigh Breakdown Voltage AlGaN-GaN HEMTs Achieved by Multiple Field PlatesdaaanuNessuna valutazione finora
- Impact of Electrode Paste On Soderberg Electrode PerformanceDocumento11 pagineImpact of Electrode Paste On Soderberg Electrode PerformanceMÔNICA SUEDE S. SILVANessuna valutazione finora
- High Temperature Electronics Packaging: January 2007Documento8 pagineHigh Temperature Electronics Packaging: January 2007Abinadi StanisciaNessuna valutazione finora
- In-Situ Insulation Test of 400 KV GIS: H. Mohseni, J. Jadidian, A. A. Shayegani-Akmal, E. Hashemi, A. Naieny E. AghebDocumento7 pagineIn-Situ Insulation Test of 400 KV GIS: H. Mohseni, J. Jadidian, A. A. Shayegani-Akmal, E. Hashemi, A. Naieny E. Aghebnamsaigon316Nessuna valutazione finora
- General Guidelines On Installation of ThermocouplesDocumento15 pagineGeneral Guidelines On Installation of ThermocouplesCharu ChhabraNessuna valutazione finora
- 2D Pellet PoP 04Documento17 pagine2D Pellet PoP 04Anas MmsNessuna valutazione finora
- YRC FullpapersDocumento123 pagineYRC FullpapersYayan RnsNessuna valutazione finora
- TG14 Version 3 July 2019Documento7 pagineTG14 Version 3 July 2019Donig FermanianNessuna valutazione finora
- Effect of Creep On The Residual Stresses in Tube-To-Tubesheet JointsDocumento6 pagineEffect of Creep On The Residual Stresses in Tube-To-Tubesheet JointsshyamNessuna valutazione finora
- 1973 The Design of Expansion Loops For Reducing Fatigue in Coaxial Cable InstallationsDocumento10 pagine1973 The Design of Expansion Loops For Reducing Fatigue in Coaxial Cable InstallationsfurqanNessuna valutazione finora
- 2007-APL-Satoshi Ogawa-Trap Elimination and Injection Switching at Organic Field Effect Transistor byDocumento4 pagine2007-APL-Satoshi Ogawa-Trap Elimination and Injection Switching at Organic Field Effect Transistor byRajesh AgarwalNessuna valutazione finora
- 3D Electro-Thermal Study For Reliability of Automotive Power Vertical MOSFET Using COMSOL MultiphysicsDocumento4 pagine3D Electro-Thermal Study For Reliability of Automotive Power Vertical MOSFET Using COMSOL MultiphysicsAnika TabassumNessuna valutazione finora
- Design and Development of Thermoelectric GeneratorDocumento13 pagineDesign and Development of Thermoelectric Generatorsatyaprakash kumawatNessuna valutazione finora
- Skin EffectDocumento9 pagineSkin EffectReza Ansyari WsdNessuna valutazione finora
- 1 s2.0 S0038110109000057 MainDocumento8 pagine1 s2.0 S0038110109000057 Mainkurts010Nessuna valutazione finora
- Factors The Insulation: InfluencingDocumento6 pagineFactors The Insulation: InfluencinggiovanipifferNessuna valutazione finora
- 2016iccmdp3 46Documento5 pagine2016iccmdp3 46Fikri Alvian TanjungNessuna valutazione finora
- Refer en CIA 10Documento8 pagineRefer en CIA 10Ianina VioliNessuna valutazione finora
- Icone 36541Documento6 pagineIcone 36541chen kongNessuna valutazione finora
- Effect of High Voltage Impulses On Partial Discharge Characteristics of Oil-Impregnated Paper For Online DiagnosticsDocumento6 pagineEffect of High Voltage Impulses On Partial Discharge Characteristics of Oil-Impregnated Paper For Online DiagnosticsCR FLPLNessuna valutazione finora
- Zun Nanostencil 2002 ApplPhysLett 81 2202Documento3 pagineZun Nanostencil 2002 ApplPhysLett 81 2202Paul SotoNessuna valutazione finora
- Research 2Documento8 pagineResearch 2SYED HAMZA ALINessuna valutazione finora
- Design and Development of Thermoelectric Generator12Documento13 pagineDesign and Development of Thermoelectric Generator12satyaprakash kumawatNessuna valutazione finora
- Diagnosis and Repair of Failing In-Floor Electric Radiant Heating LinesDocumento13 pagineDiagnosis and Repair of Failing In-Floor Electric Radiant Heating LinesayviwurbayviwurbNessuna valutazione finora
- Breaking The Ice: De-Icing Power Transmission Lines With High-Frequency, High-Voltage ExcitationDocumento7 pagineBreaking The Ice: De-Icing Power Transmission Lines With High-Frequency, High-Voltage Excitationkunchamspandana_4871Nessuna valutazione finora
- 1252Documento7 pagine1252Joel BrasilBorgesNessuna valutazione finora
- Energies 13 01747Documento10 pagineEnergies 13 01747Sandra Wong BasoaltoNessuna valutazione finora
- Zhang 2009Documento29 pagineZhang 2009javadNessuna valutazione finora
- Zhang 2009Documento5 pagineZhang 2009javadNessuna valutazione finora
- Zhang 2009Documento5 pagineZhang 2009javadNessuna valutazione finora
- Natural ConvectionDocumento7 pagineNatural ConvectionPeterNessuna valutazione finora
- 21.1 Overview and Limitations of The Solidification/Melting ModelDocumento14 pagine21.1 Overview and Limitations of The Solidification/Melting ModeljavadNessuna valutazione finora
- SimCentral Simulation Platform Thermodynamics Reference GuideDocumento113 pagineSimCentral Simulation Platform Thermodynamics Reference GuideBelmederNessuna valutazione finora
- Udec Also Contains The Powerful Built-In Programming Language Fish (Short For Flacish FishDocumento20 pagineUdec Also Contains The Powerful Built-In Programming Language Fish (Short For Flacish FishSanjay SibalNessuna valutazione finora
- SLR Metaliks Limited: Motor Greasing ScheduleDocumento3 pagineSLR Metaliks Limited: Motor Greasing ScheduleprasadNessuna valutazione finora
- Practice Problems Gas and Power CyclesDocumento1 paginaPractice Problems Gas and Power CyclesMerlyn AytonaNessuna valutazione finora
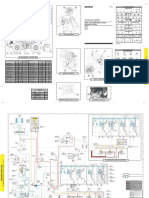
- KENR7618KENR7618-02 Cargador 924HDocumento2 pagineKENR7618KENR7618-02 Cargador 924HEliceo PalominoNessuna valutazione finora
- Edexcel IAL Physics Unit 1 - ALL - 6 - MarkersDocumento14 pagineEdexcel IAL Physics Unit 1 - ALL - 6 - MarkersScarlettNessuna valutazione finora
- Fourier's Law: A T T (LDocumento8 pagineFourier's Law: A T T (LEzioSilvestreNessuna valutazione finora
- Ejector Troubleshooting Tips From Graham Corporation - Graham CorporationDocumento4 pagineEjector Troubleshooting Tips From Graham Corporation - Graham CorporationlilymoramNessuna valutazione finora
- Yang 2019Documento11 pagineYang 2019Djaouadi amirNessuna valutazione finora
- NASA Glass Bubble InsulationDocumento10 pagineNASA Glass Bubble InsulationRoy JudeNessuna valutazione finora
- Cascade Refrigeration System "For Blood Storage"Documento4 pagineCascade Refrigeration System "For Blood Storage"International Journal of Innovative Science and Research TechnologyNessuna valutazione finora
- HW 1Documento6 pagineHW 1Mark Louies Mago VillarosaNessuna valutazione finora
- Axial Theory 1Documento5 pagineAxial Theory 1Ankur MaheshwariNessuna valutazione finora
- MMS50CDocumento6 pagineMMS50CClaudio SaNessuna valutazione finora
- Legend Miscellaneous Equipments Vessels / Tanks Type of Valves / FittingsDocumento1 paginaLegend Miscellaneous Equipments Vessels / Tanks Type of Valves / FittingsUdayNessuna valutazione finora
- Definitions - Topic 4 Mechanics and Materials - AQA Physics A-LevelDocumento3 pagineDefinitions - Topic 4 Mechanics and Materials - AQA Physics A-LevelLaud FumhandaNessuna valutazione finora
- 8-Fuel Air CyclesDocumento19 pagine8-Fuel Air Cyclesxemovi7309Nessuna valutazione finora
- Pile Analysis in Accordance With EN 1997-1:2004 Incorporating Corrigendum Dated February 2009 and The Recommended ValuesDocumento4 paginePile Analysis in Accordance With EN 1997-1:2004 Incorporating Corrigendum Dated February 2009 and The Recommended ValuesRuemu Godwin InikoriNessuna valutazione finora
- Bolted Connections: DR S R Satish Kumar, IIT MadrasDocumento30 pagineBolted Connections: DR S R Satish Kumar, IIT MadraspjuvvadiNessuna valutazione finora
- Methane Properties: Erty Value Unit Value Unit Value UnitDocumento6 pagineMethane Properties: Erty Value Unit Value Unit Value UnitdNessuna valutazione finora
- The Siphon: Physics EducationDocumento6 pagineThe Siphon: Physics EducationJuan Sebastian MartínezNessuna valutazione finora
- Thermodynamic Lab Sheet AEAS 208Documento38 pagineThermodynamic Lab Sheet AEAS 208Samiha Maysoon NooriaNessuna valutazione finora
- Analysis and Design of One Way SlabsDocumento9 pagineAnalysis and Design of One Way Slabsسيف جمال مدين عبداللهNessuna valutazione finora
- Dissertation - Leong Dong Guo - 12631 - Ce PDFDocumento103 pagineDissertation - Leong Dong Guo - 12631 - Ce PDFkmskskq100% (1)
- Vle For DummiesDocumento8 pagineVle For Dummiesira_rancicNessuna valutazione finora