Potrebbero piacerti anche
- Aye ShalugaDocumento8 pagineAye ShalugaCortney Adams75% (8)
- Como Usar La Tabla de Torques PDFDocumento12 pagineComo Usar La Tabla de Torques PDFAlberto FríasNessuna valutazione finora
- Rachel Van Dyken - Saga Eagle Elite - 02 - ElectDocumento263 pagineRachel Van Dyken - Saga Eagle Elite - 02 - ElectRocio Garcia100% (2)
- Solucionario de Calculo 3 de MitaccDocumento93 pagineSolucionario de Calculo 3 de MitaccMoises Apz Qmc50% (2)
- Hoja de Vida Rafael Dionisio Vélez Ramos 2013-04-13Documento4 pagineHoja de Vida Rafael Dionisio Vélez Ramos 2013-04-13Carlos Oliver van ArcherNessuna valutazione finora
- Comparar y Contrastar La Política Exterior de Hitler y Mussolini Hasta El Estallido de La Segunda Guerra MundialDocumento1 paginaComparar y Contrastar La Política Exterior de Hitler y Mussolini Hasta El Estallido de La Segunda Guerra MundialBryan Locotronic Toala100% (1)
- Farmacologia para Diferentes Sistemas Del Cuerpo HumanoDocumento144 pagineFarmacologia para Diferentes Sistemas Del Cuerpo HumanoLedwin Manuel PeraltaNessuna valutazione finora
- Frases Comunes en El Idioma KaqchikelDocumento36 pagineFrases Comunes en El Idioma KaqchikelSotz Beatriz50% (14)
- Tipos de Respuesta Inflamatoria-Act 2-FisiopatologiaDocumento6 pagineTipos de Respuesta Inflamatoria-Act 2-FisiopatologiaNancy Gocobachi PerezNessuna valutazione finora
- Tarjetas Día de La MujerDocumento1 paginaTarjetas Día de La MujerJUAN CARLOS MALAVER SALCEDONessuna valutazione finora
- 50 Años de Historia Argentina 1925-1975 El Laberinto de La FrustaciónDocumento38 pagine50 Años de Historia Argentina 1925-1975 El Laberinto de La FrustaciónCes JiménezNessuna valutazione finora
- Edgar Oceransky - Volver A PerdernosDocumento2 pagineEdgar Oceransky - Volver A PerdernosguillermoNessuna valutazione finora
- Analisis CombinatorioDocumento10 pagineAnalisis CombinatorioAlex Raúl Hidalgo Vega0% (1)
- Clase 3 Parte IiDocumento16 pagineClase 3 Parte IiDanielaNessuna valutazione finora
- Decálogo de Seguridad PúblicaDocumento2 pagineDecálogo de Seguridad PúblicaPor CuernavacaNessuna valutazione finora
- L14 Carmen El Camello JDocumento8 pagineL14 Carmen El Camello Jmarcelo sanhuezaNessuna valutazione finora
- Unidad VII - Fundamentos Filosóficos e Históricos de La EducaciónDocumento4 pagineUnidad VII - Fundamentos Filosóficos e Históricos de La EducaciónDjerico DumayNessuna valutazione finora
- Y Planos. Regiones Corporales. Cavidades CorporalesDocumento12 pagineY Planos. Regiones Corporales. Cavidades Corporalesriesgos33Nessuna valutazione finora
- Desarrollo MotorDocumento12 pagineDesarrollo MotorMELISSA MAIRETH PEãA LEONESNessuna valutazione finora
- Guia 02 Metodos Matematicos: Broncano Torres Juan CarlosDocumento5 pagineGuia 02 Metodos Matematicos: Broncano Torres Juan CarlosJuan Carlos BroncanotorresNessuna valutazione finora
- Historia de España Oxford, T. 13-15Documento26 pagineHistoria de España Oxford, T. 13-15Yorlan Cervantes PerezNessuna valutazione finora
- Causales de La Interrupción y Suspensión de Los Procesos CivilesDocumento12 pagineCausales de La Interrupción y Suspensión de Los Procesos CivilesDeborahBatistaNessuna valutazione finora
- Clase 3 Unidad 3Documento40 pagineClase 3 Unidad 3Eliomar RieraNessuna valutazione finora
- Plantilla Protocolo Individual Unidad (1) Exprecion OralDocumento3 paginePlantilla Protocolo Individual Unidad (1) Exprecion OralMajo LopezNessuna valutazione finora
- Buenas Practicas de Abastecimiento para RetailDocumento5 pagineBuenas Practicas de Abastecimiento para RetailClaudiaNessuna valutazione finora
- Homenaje A LangarikaDocumento43 pagineHomenaje A LangarikalaszlosanglotNessuna valutazione finora
- Apendice Caso ClinicoDocumento38 pagineApendice Caso ClinicoSofia CVNessuna valutazione finora
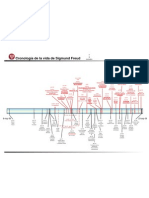
- Cronología FreudDocumento1 paginaCronología FreudhotmailrNessuna valutazione finora
- Plantilla Tarea 1 (1) PENSAMIENTO LOGICODocumento21 paginePlantilla Tarea 1 (1) PENSAMIENTO LOGICOkaren CruzNessuna valutazione finora
- 3° - Ruta Jueves 2 de Setiembre 2021 - Ciencia y TecnologíaDocumento7 pagine3° - Ruta Jueves 2 de Setiembre 2021 - Ciencia y Tecnologíarosa tavara natividadNessuna valutazione finora