Documenti di Didattica
Documenti di Professioni
Documenti di Cultura
Nitriding and Nitrocarburizing: Furnace Atmospheres 3
Caricato da
Akshay YewleTitolo originale
Copyright
Formati disponibili
Condividi questo documento
Condividi o incorpora il documento
Hai trovato utile questo documento?
Questo contenuto è inappropriato?
Segnala questo documentoCopyright:
Formati disponibili
Nitriding and Nitrocarburizing: Furnace Atmospheres 3
Caricato da
Akshay YewleCopyright:
Formati disponibili
Furnace atmospheres 3
Nitriding
and
Nitrocarburizing
by Torsten Holm, Lars Sproge
FURNACE ATMOSPHERES 3 Nitriding and Nitrocarburizing 1
Contents
Introduction 3
Why nitriding and nitrocarburizing 4
Terminology and processes 4
Properties and applications 6
How it is done 8
Nitriding 8
Nitrocarburizing 8
Plasma nitriding 9
Interaction between atmosphere and steel 9
Function of the atmosphere and steel 9
Transfer of carbon and nitrogen 10
Growth of compound layer and diffusion zone 13
Gas nitriding 13
Nitrocarburizing 14
Postoxidation 15
Control of atmosphere composition 15
Gas nitriding 15
Nitrocarburizing 16
AGA Nitroflex system for nitrocarburizing 17
Basic approach 17
Postoxidation 20
System design 22
Safety 23
Results with the
AGA nitroflex system 24
Copyright: AGA AB
Report: REIM–91083
AGA AB, S-181 81 SWEDEN
Produced by:
Teknikredaktörerna AB
OSMUNDSVÄGEN 33
168 38 STOCKHOLM
SWEDEN
e-mail: bertil.tillander@tekred.se
2 FURNACE ATMOSPHERES 3 Nitriding and Nitrocarburizing
Introduction
The composition, function and control of the furnace atmosphere are
of crucial importance for the result of all hardening and thermochemi-
cal operations. The purpose of this booklet is to provide a brief
introduction to the properties and function of the atmosphere in
nitriding and nitrocarburizing. The special characteristics of nitrogen-
based atmospheres are also described here.
The booklet comprises a part of a planned series that will deal with:
– Gas carburizing and carbonitriding
– Neutral hardening and neutral annealing
– Nitriding processes
– Sintering
– Brazing.
FURNACE ATMOSPHERES 3 Nitriding and Nitrocarburizing 3
Why nitriding and nitrocarburizing
The purpose of nitriding and nitrocarburizing is to improve wear,
corrosion and fatigue resistance of constructional parts. These
improvements can be understood when looking at the surface
microstructure and hardness after treatment, figure 1. The outer-
most layer of a nitrided or nitrocarburized steel is 2–30 µm thick and
consists of ε -phase or γ' - phase, or a mixture thereof depending on
atmosphere and steel grade. This layer is called the ”compound
layer” or sometimes also the ”white layer”. Corrosion resistance and
tribological properties (friction and wear) are mainly determined by
the compound layer. Under the compound layer there is a ”diffusion
zone”, which goes deeper into the steel, typically 0.1–0.5 mm. Load
bearing capacity, static and fatigue strength are largely determined
by the hardness and depth of the diffusion zone.
ε- and/or γ'-phase Compound layer
Hardness
Diffusion zone
Figure 1. This micrograph shows both the
compound layer and the underlying diffusion
Nitriding and nitrocarburizing are often alternatives to carburizing or zone (darker region) in a nitrocarburized 5 %
carbonitriding. A very important advantage is that nitriding and Cr tool steel (2h/580 °C). The compound layer
nitrocarburizing are ”low temperature methods” whereas carburizing consists here of only ε-phase with a thin,
and carbonitriding are ”high temperature methods”. By low tempera- outer, porous zone. Scanning electron
ture here is meant a temperature below the one where phase trans- micrograph (SEM) magnification about 700
formation to austenite starts, and high temperature is above the said times.
temperature. The valuable consequence is much less distortion of
treated parts, which eliminates grinding and therefore shortens the
production cycle.
Nitriding and nitrocarburizing give unique improvements in corrosion
resistance and adhesive wear, which cannot be obtained by carbu-
rizing or carbonitriding. Further corrosion resistance improvements
are obtained by a postoxidation treatment.
Terminology and processes
In a way it is unfortunate that there are two process names; nitriding
and nitrocarburizing, as there is little difference in principle between
the two and sometimes the two names are used for the same proc-
ess, which creates confusion. Also there is often a confusion be-
tween nitrocarburizing and carbonitriding. One important border-
line is that nitriding and nitrocarburizing are terms used for treat-
ments at temperatures below the one where austenite starts to form
4 FURNACE ATMOSPHERES 3 Nitriding and Nitrocarburizing
(below A1). The term carbonitriding on the other hand should be
reserved for treatment temperatures where the steel is austenitic.
Nitriding is the term used for classical gas nitriding in ammonia. As
the name indicates, it is a process where nitrogen is transferred to
and taken up by the steel. Also in nitrocarburizing the main element
transferred to the steel is nitrogen but in addition also carbon. Both
processes give the principal surface microstructure and hardness as
shown in figure 1. Classical gas nitriding was developed for the
purpose of increasing fatigue strength and load bearing capacity
without getting significant distortion of treated components as in
carburizing (or carbonitriding). To obtain sufficient case depths very
long nitriding times, from ten to hundreds of hours, have been and
are used. Nitrocarburizing started to grow remarkably with the
development of the salt bath process Tenifer (Tufftride) and the
gaseous process Nitemper developed in the sixties. As compared to
classical nitriding, nitrocarburizing is a short time process, typically
30 minutes to 4 hours, performed at higher temperature, about
570°C compared to 500–510 °C for gas nitriding.
The compound layer may consist of either γ'-phase with the almost
stoechiometric formulae Fe4N or ε-phase with variable composition of
carbon and nitrogen depending on steel grade and atmosphere type.
Normally both phases coexist but γ ' is dominating after nitriding and ε
after nitrocarburizing. The γ'-phase causes brittle compound layers
whereas ε has a higher ductility. The outermost part of the compound
layer normally has some porosity.
A number of different names of variants of nitriding and nitrocarbur-
izing exist on the market, figure 2. These names are company trade
marks like Nitemper and Tenifer already mentioned. AGA Nitroflex is
the AGA designation of nitrocarburizing or nitriding furnace atmo-
spheres.
Figure 2. Nitriding and nitrocarburizing
features and process names Gas nitriding
NH3 gas
AGA Nitroflex
NITRIDING NH3/N2/H2 gas
Temp: 500–550 °C
Time: 5–100 h Plasma nitriding
Temperature: 450–580 °C
Time: 10 min – 30 h
Nitrogen plasma
AGA Nitroflex AH/AC
NH3/N2/CO2/H2
AGA Nitroflex ACO
Nitroflex + air or N2O
Nitemper
endogas/ammonia
NITROCARBURIZING
Temp: 560–580 °C Nitrotec
Time: 0.5–5 h Nitemper + air
Nitroc
exogas/ammonia
Deganit
exogas/endogas/ammonia
Tenifer
salt
FURNACE ATMOSPHERES 3 Nitriding and Nitrocarburizing 5
The names can be organized in three groups related to the process
medium, which may be salt, gas or plasma.The salt bath processes
are loosing market to the gas processes due to the environmental
problems with salts, containing cyanide. Plasma processes are still
used in a limited number of cases but the use increases because of
specific advantages such as the possibility to use very low process
temperature and to nitride e.g. stainless steel, which is difficult by
other methods.
Properties and applications
The compound layer hardness is about 700 HV for low alloy steels
and the hardness increases with increasing alloy content in the steel
as shown in figure 3. The measured hardness falls as the degree of
porosity in the outermost compound layer surface increases. Gener-
ally porosity is greater for low alloy steels as compared to high
alloyed steels.
Hardness of compound layer
HV 0.025
1200
13 % stainless steel
1100 5 % Cr Hot work tool steel
12 % Cr tool steel
1000 4 % Cr
900
800
1,5 % Cr steel
1 % Cr steel
700
1 % Cr steel
600
Unalloyed steel
500
0 2 4 6 8 10 12 14
Total alloying content, % Figure 3. The hardness of the compound layer
increases with increasing alloying content of
the treated steel.
Alloy content is most important also for the diffusion zone hardness.
There are two mechanisms which determine the diffusion zone
hardness. First solid solution hardening is a mechanism which is of
high importance for low alloy steels. The process temperature deter-
mines the degree of solid solution of nitrogen, carbon and alloying
elements. Quench rate from the process temperature determines
how much can be kept in solid solution. Slow cooling rate means that
there is enogh time for precipitation of iron or alloying element
nitrides and this reduces the hardening effect from solid solution
hardening. This is why low alloy steels are normally quenched in
water or oil after nitrocarburizing.
The second hardening effect in the diffusion zone is precipitation
hardening. For alloyed steels this hardening mechanism is dominant.
6 FURNACE ATMOSPHERES 3 Nitriding and Nitrocarburizing
Hardness HV Hardness HV
5 % Cr Hot work tool steel
1200 1200
5 % Cr Hot work tool steel
Al – alloyed steel
1000 1000
1,5 % Cr
air hard steel 1,5 % Cr air hardening steel
800 800
1 % Cr oil hardening steel
600 600
Low alloyed steel
400 400
mild steel
200 Low Case 200
alloyed steel hardening steel
0 0
0 0.1 0.2 0.3 0.4 Depth, mm Logscale 0,01 0,02 0,04 0,1 0,2 0,4 Depth, mm
Nitriding 510 °C/24 h Nitrocarburizing 570 °C/2 h
Figure 4. Typical hardnesses after nitriding
and nitrocarburizing
A dramatic consequence of this mechanism is that as wide a hard-
ness range as 300–1300 Vickers is obtained depending on which
steel has been nitrided or nitrocarburized, figure 4.
The hardness of the compound layer will dermine the wear resist-
ance. Increased hardness in the compound layer normally gives
increased wear resistance. This is definitely valid for abrasive wear
resistance, thus a situation where abrasive particles, e.g. sand,
wears a surface. One important observation is that hardnesses after
nitriding or nitrocarburizing may give wear situations on the ”low
level”. This means that the surface hardness is higher than the
hardness of the abrasive particles. However, the limitied depth of the
compound layer is a drawback and therefore nitriding or
nitrocarburizing is applied successfully only in mild abrasive situa-
tions.
Wear µm
Nitrocarb. /nitrocarb.
Adhesive wear resistance of steel is dramatically improved after
nitriding or nitrocarburizing, figure 5, and more than could be expect-
60 ed from the hardness alone. The compound layer gives low friction
Carb. /carb. and low tendency to ”weld” opposing steel surfaces. A porous outer
50 zone serves as lubricant reservoir. All these properties act together
to give excellent adhesive wear resistance.
40
30 Compared to other thermal or thermochemical surface hardening
methods on steels nitriding and nitrocarburizing are unique in that
20 corrosion resistance is improved. New developments of the proc-
ess have even more improved corrosion resistance at the added
10
benefit of a deep black aesthetically pleasant surface appearance.
0 This is obtained by a slight oxidation after the normal nitrocarburizing
0 10 20 30 40 50 60 70 process.
Testing time, min
The hardness and depth of the diffusion zone will determine fatigue
Figure 5. Adhesive wear resistance measured strength. In addition to case depth and hardness also the obtained
by a pin/disc test. compressive residual stress state in the case is of major importance.
FURNACE ATMOSPHERES 3 Nitriding and Nitrocarburizing 7
When translated to process parameters this means that temperature
and time and notably cooling rate are important parameters.
Examples of applications are gears, crankshafts, camshafts, parts
like cylinders and pistons where good tribological properties are
needed, a great number of wear and fatigued parts earlier carburized
or carbonitrided to small case depths. Further on, nitriding and
specially nitrocarburizing can replace chromizing or other surface
treatments for corrosion resistance and for aesthetically good looking
surfaces (e.g. replacement of black oxidizing). Benefits of the proc-
esses, especially nitrocarburizing, are low cost, shortened production
cycle as compared to carburizing and very small distortion of treated
parts.
How it is done
Nitriding
Nitriding is normally performed at 500–520 °C in ammonia atmo-
sphere in convection furnaces. The ammonia may be diluted with
nitrogen or hydrogen. The parts to be nitrided are loaded on fixtures
or in ”baskets”. Then the load is transferred to and put into the
furnace. Cover or door is closed. The tightness of nitriding furnaces
is most essential both for safety and because of the odour of ammo-
nia gas. Purging of the furnace with nitrogen must be done before
ammonia can be let into the furnace. This is to eliminate risk of
explosion as ammonia and oxygen form an explosive mixture within
a certain concentration range. It is for this reason advantageous also
to perform heating to nitriding temperature in nitrogen. When nitriding
temperature is reached, ammonia is let into the furnace. In the
beginning a high flow rate is used to build up the nitrogen concentra-
tion in the steel surface as fast as possible.
As soon as a compound layer is formed, the nitriding rate is con-
trolled by diffusion from the layer into the steel. The ammonia flow
rate must then be lowered just to give a nitrogen transfer rate from
gas to surface, which keeps up with the diffusion rate. Nitriding is
continued until the desired nitriding depth is reached. By purging with
nitrogen again the ammonia gas is removed. Cooling should contin-
ue in nitrogen to avoid discolouration by oxidation. In pit furnaces
normally the retort is lifted out of the furnace and put into a cooling
station. In furnaces without retort cooling proceeds in the furnace.
Nitrocarburizing
Nitrocarburizing was first done in salt baths which still is a common
method. Pit salt bath furnaces are used. Before loading the parts are
normally preheated to about 400 °C in a separate atmosphere
furnace. This is to ensure that the parts are not bringing moisture into
the salt as this can cause explosion. Also the treating time in salt is
reduced.
Nitrocarburizing in gas is, however, growing at the expence of the
salt bath processes. The major reason is the improved enviroment.
Also nitrocarburizing in gas is often preceeded by preheating in a
separate furnace. As, in addition to nitrogen, carbon is to be trans-
8 FURNACE ATMOSPHERES 3 Nitriding and Nitrocarburizing
ferred to the steel surface, the atmosphere should contain not only
ammonia but also carbon monoxide and hydrogen. Principally the
same type of furnaces as in gas nitriding could be used for such
atmospheres but one special feature with nitrocarburizing is that the
final cooling is (often) fast. Most commonly sealed quench furnaces
of the same type as for carburizing are used. Thus, after loading and
heating to process temperature there is a nitrocarburizing time
corresponding to the desired compound layer or diffusion depth.
It has been the practice to maintain a constant gas composition and
gas flow rate during the nitrocarburizing process. This practice is
slowly changing very much due to the benefits and possibilities
connected with the use of nitrogen based synthetic atmospheres.
The AGA Nitroflex concept gives the possibility to optimize the
atmosphere composition.
Type of final cooling media is determined from several requirements.
As mentioned earlier cooling rate has an influence on properties like
hardness and residual stresses in the diffusion zone. Thus, when
high fatigue strength or surface contact load bearing capacity is
required a fast cooling should be applied. If wear and/or corrosion
resistance is the main object the properties of the compound layer
are decisive. Compound layer properties are not or to a small extent
depending on cooling rate. Therefore cooling rate is unimportant in
such cases. Of course increased cooling rate increases the risk of
distortion and from this point of view as mild a cooling rate as possi-
ble should be applied.
Plasma nitriding
In a plasma nitriding furnace an electrical voltage is applied between
workload, the cathode, and the furnace vessel, the anode. A vacuum
of the order of a few torr is held in the vessel which contains nitrogen
gas. In the near vicinity of the load the electrical potential drops and
a plasma with nitrogen ions is obtained. The nitrogen ions bombard
the load which results in nitriding of the steel. Hydrogen may be
added to get proper reducing conditions.
One advantage with the plasma nitriding process is that the surface
is highly activated, which means that e.g. stainless steels may be
nitrided, which is not possible with other methods because of surface
passivation. Another advantage is that the treatment temperature
can be lower, down to 400–450 °C, than for other methods. Lower
distortion is the result.
Interaction between atmosphere
and steel
Function of the atmosphere and steel
The primary function of the atmosphere is to transfer nitrogen (and
carbon) to the steel surface. The atmosphere composition must fulfill
this function and also the requirement to give the right nitrogen (and
carbon) surface concentration(s). Therefore the possibility to control
the atmosphere composition which exists with the AGA Nitroflex
system is advantageous.
FURNACE ATMOSPHERES 3 Nitriding and Nitrocarburizing 9
In order to obtain an even result on all treated parts the gas composi-
tion should be the same throughout the furnace chamber. Forced
gas circulation by fans is therefore required (although nitriding
furnaces without forced gas circulation exist). At the fairly low treat-
ment temperature 500–580 °C heat transfer is mainly controlled by
convection, which is another reason to maintain good gas circulation.
Nitriding (nitrocarburizing) temperature is near or even below the
ignition temperature for the gas mixture used. Therefore the gas
system must ensure that explosive conditions cannot arise.
In summary the furnace atmosphere has the following functions:
– Maintain nitrogen (carbon) transfer
– Give correct nitrogen (carbon) surface
concentration
– Transfer heat
– Maintain safety.
Transfer of carbon and nitrogen
Transfer of nitrogen from gas to the steel surface is given by ammo-
nia, which decomposes at the surface enabling nitrogen atoms to be
adsorbed and dissolved in the steel surface, figure 6.
NH 3 H2
2NH3 → 3H2 + 2N Figure 6. Schematic illustration of the nitriding
process.
Contrary to high temperature carburizing atmospheres nitriding
atmospheres are in ”non equilibrium”. In fact ammonia concentra-
tions used correspond at equilibrium to a nitrogen gas pressure of
more than 1000 kbar. Thus, at the steel surface a high ”nitrogen
activity” is given from the ammonia. This nitrogen activity may be
calculated from the equilibrium, NH 3 → N + 3/2 H2 with
P H2 3/2 PNH 3
K = aN · or aN = K ·
P NH 3 PH23/2
where P H2 and PNH3 are the partial pressures of hydrogen and
ammonia, which at atmospheric furnace pressure are the same as
the volume-%-values divided by 100. N means nitrogen dissolved in
the steel and a N is the nitrogen activity.The equilibrium constant K is
10 FURNACE ATMOSPHERES 3 Nitriding and Nitrocarburizing
a function of temperature:
2943
log K = 6.196 –
T
where T is to be given in kelvin.
Now what are PNH 3 and PH2 in a real case?
If 100 % NH3 (ammonia) is added to the furnace, which is fairly
normal in gas nitriding, some ammonia dissociates into nitrogen and
hydrogen gas when the ammonia hits the hot furnace interior. This is
expressed by the following reaction:
2NH3 → N2 + 3H2
The part of the ammonia which does not dissociate is called residual
ammonia. In the expression for a N above, PNH 3 is thus the residual
ammonia partial pressure (concentration) and P H2 is the partial
pressure of hydrogen, formed by dissociation and if relevant in
addition separately added hydrogen. Figure 7 shows experimental
results on the relation between residual ammonia and added ammo-
nia. For reference the figure also shows the line of no ammonia
decomposition.
Residual ammonia content, %
540
530
n
io
s it
po
520
m
co
de
no
of
ne
Furnace, gas flow rate
Li
510
IPSEN RTQ – 1, 4 m3/h
IPSEN RTQ – 1, 2 m3/h
UTAB OMG437, 4 m3/h
500
0 10 20 30 40 50 80
Figure 7. Relation between residual ammonia Ammonia addition, %
concentration and inlet ammonia addition at
570 ° C in a small sealed quench furnace.
In nitrocarburizing carbon is transferred simultaneously with nitrogen.
Carbon is provided to the steel surface by the reaction between
carbon monoxide and hydrogen:
CO + H2 → C + H2O
FURNACE ATMOSPHERES 3 Nitriding and Nitrocarburizing 11
Carbon activity is expressed principally in the same way as nitrogen
activity:
PCO · PH 2
ac = K2 ·
PH 2 O
with
1731
log K2 = –1.613 +
T
The flux of nitrogen and carbon from gas to the steel surface is
proportional to the concentration differences between gas and
surface:
dmN /dt = k1 [ cN(gas) – cN(surf) ]
dmC / dt = k2 [ cC(gas) – cC(surf) ]
Here m denotes mass, t time, c concentration per volume unit and k 1
and k2 are reaction rate coefficients. (For convenience concentra-
tions, c N and cC, are used instead of activities, aN and aC, as above.
From the expressions for mass transfer it is evident that there are
principally two ways to influence the nitriding and carburizing rates.
First the rate depends on concentrations of nitrogen and carbon in
the gas. The higher the concentration the higher the transfer rate.
This principle may be used to ”boost” the process in the same way
as in boost carburizing. There are upper limits on concentrations
depending on risk for porosity and the requirement of right surface
concentrations and compound layer microstructure. The second rate
controlling parameter is the mass transfer coefficient. One may say
that this coefficient contains the influence from a great number of
parameters which are not known in detail. Atmosphere composition
and surface conditions are major influences.
Transfer of nitrogen and carbon further into the steel is controlled by
diffusion. Diffusion rates follow Fick’s first law which for the com-
pound layer and diffusion zone are respectively:
dm/dt(comp layer) = –D dc/dx
dm/dt(diff zone) = –D dc/dx
Balance of mass requires that all three mass transfer rates are
equal:
dm/dt(surface) = dm/dt(comp layer) = dm/dt(diff zone)
The slowest of these three steps will in each moment control nitro-
gen (carbon) transfer rate.
12 FURNACE ATMOSPHERES 3 Nitriding and Nitrocarburizing
Growth of compound layer and diffusion zone
Gas nitriding
In gas nitriding the atmosphere is normally ammonia, possibly diluted
by hydrogen or nitrogen. The compound layer formed consists
predominantly of γ' . The atmosphere composition expressed by the
ratio PNH 3/ PH23/2 has influence on thickness of both compound layer
and diffusion zone as indicated in figure 8. It should be emphased
that this figure refers to results in a furnace not equipped with a fan.
With forced convection there is not such a notable effect on com-
pound layer thickness from atmosphere composition.
Hardness
HV (100 g) Compound
Test no: NH3 % layer µm
1000 1 100 20
2 80 6
900 3 70 4
4 63 0
800 5 55 0
6 35 0
700
600
500
400
6
Figure 8. Changes in diffusion zone hardness 5 4 3 2 1
gradient and compound layer thickness after 35 % 55 % 63 % 70 % 80 % 100 %
0
nitriding of an Al-alloyed steel at 510 °C/24 h.
0 0.1 0.2 0.3 0.4 Depth mm
The NH3 content is varied between the
different tests.
Alloy content in the steel has an influence on compound layer thick-
ness, which gets thinner with increased alloy content of the steel.
As γ' -phase is an almost stoechiometric compound, Fe4N, with
limited concentration variation, it follows that the driving force for
diffusion, equal to the concentration difference [nitrogen at surface]
minus [nitrogen at interface nitride/diffusion zone], is small. Growth
rate of the compound layer is therefore relatively low.
Figure 9. Relation between nitriding depth and Diffusion zone thickness increases parabolically with time. For a
treatment time for different steels. certain time and temperature the depth is lower for high alloy steels,
(Ref: Lightfoot, B.J., Jack D.H., Heat treatment figure 9. This can be understood from the fact that alloying elements
73. Metals Society, London.)
0,8
Nitriding depth, mm
0,6
Gasnitrided 520 °C
32AlCrMo4 0,4
34 CrAl6
31CrMoV9
34 CrAl6 500°C 0,2
0
0 1 2 4 6 8 10 20 30 40 50 60 70 80 90 100
Process time, h
FURNACE ATMOSPHERES 3 Nitriding and Nitrocarburizing 13
like chromium trap nitrogen when forming nitrides. More nitrogen
atoms thus have to diffuse into the steel to reach a certain depth as
compared to the case when no alloy elements trap nitrogen.
Nitrocarburizing
A major difference between nitrocarburizing and nitriding is that the
ε-phase forms to a great extent in the former case. There is a wide
concentration range for nitrogen as well as for carbon in the ε-phase.
From this follows that the driving force for diffusion, [concentration at
surface] minus [concentration at interface compound layer/diffusion
zone], may be high. Also the effect of the higher temperature at
nitrocarburizing must be taken into consideration as the diffusion
coefficients for nitrogen as well as for carbon are increased. The
thermodynamical stability of the ε -phase will at the higher tempera-
ture also increase. Therefore also the compound layer growth rate
may be high. It is then important to note that the concentration at the
surface is given by the atmosphere nitrogen and carbon concentra-
tions. These concentrations vary greatly between atmospheres. This
is part of the reason why the same treatment time and temperature
can result in very different compound layer thickness, porosity and
microstructure.
Increasing alloy content of the steel means decreased compound
layer thickness, figure 10, as for gas nitriding. Also decreased carbon
content of the steel will decrease the compound layer thickness.
Thickness of compound layer
µm
30
25 Unalloyed steel
20 1 % Cr steel
1,5 % Cr steel
15 4 % Cr steel
12 % Cr
Chromium
tool steel
10 5 % Cr
Hot work
13 % Cr
tool steel stainless
15 steel
0
0 2 4 6 8 10 12 14 Figure 10. The thickness of the compound
Total alloying content, % layer decreases with increasing alloying
content of the treated steel for a given
treatment time.
The outer part of the compound layer is somewhat porous. Pores are
formed at discontinuities (grain boundaries, slag inclusions) because
of the denitriding step:
2 N → N2
As equilibrium nitrogen gas pressures are very high, the pressure is
high enough to create porosity (see Section "Transfer of carbon and
nitrogen", page 10).
The depth of the diffusion zone follows the same rules as in nitriding.
14 FURNACE ATMOSPHERES 3 Nitriding and Nitrocarburizing
Postoxidation
A remarkable improvement in corrosion resistance is obtained if
nitrocarburizing is followed by a short oxidation at about 450 °C. A 1–
2 µm thick Fe 3O4 layer is formed on top of the compound layer.
Properly done the oxidation treatment gives the processed parts an
aesthetically attractive black colour. The first gaseous process was
developed by Lucas, England, and is called Nitrotec. It is based on
the Nitemper process to which is added an oxidation treatment in air.
Other oxidation methods using for example water vapour or nitrous
oxide (N2O) have later on been used.
Control of atmosphere composition
In comparison with high temperature process atmospheres, e.g. for
carburizing, the degree of atmosphere control in practice is low.
Normally just the ingoing gas flow rates and mixtures are measured.
There are three major reasons to this: The first is that proper gas
analyzing methods and instruments are lacking. The second reason
has been the uncertainity what control parameters should be used. A
third reason is that used atmosphere systems have not given a
possibility to change composition. The AGA Nitroflex system, how-
ever, gives this possibility.
Gas nitriding
As shown under ”Transfer of carbon and nitrogen”, the atmosphere
nitrogen activity is proportional to the ammonia (residual) content
and is inversely proportional to the hydrogen content to the power 3/
2. Based on this there exist two control methods. The first is to
measure and control the residual ammonia content. This can either
be done by direct analysis of NH3 or indirectly by H2-analysis. This is
the basis of the so called Floe process, in which the residual ammo-
nia content is controlled by changing the ammonia inlet flow rate. At
a high flow rate most ammonia remains undissociated but at low flow
rates it dissociates into nitrogen and hydrogen because the resi-
dence time in the furnace is long enough. A nitriding process starts
Figure 11. Nitriding potential, PNH3 / PH23/2, with high flow rate (= high residual ammonia = high nitrogen activity)
determines type of phase formed, ε or γ '. in order to build up the compound layer as fast as possible. Later on
the ammonia flow rate is decreased to typically give a residual
ammonia concentration of about 60 vol-%. The degree of dissocia-
tion is however very much depending on the total area of catalyzing
ε sur-faces in the furnace. Area and thus size of load is important as
are furnace retort or fixture surfaces.
1,0
γ' A more advanced method to control the nitrogen activity is by hydro-
3/2
gen addition, as in the AGA Nitroflex ACH system. In such a case
PNH / PH the atmosphere nitrogen activity can be varied over much wider
3 2
range than is possible by just changing the ammonia flow rate. To
maintain accurate controllability it is then required to combine hydro-
0,1
gen and ammonia gas analysis.
α
γ It is also possible to dilute ammonia with nitrogen, the AGA Nitroflex
A system. The effect on nitriding potential is then limited, but from
the viewpoints of safety and economy it may be advantageous.
0,01
300 400 500 600 700 As shown in figure 11, the nitriding potential, P NH3/PH23/2, determines
Temperature, °C which phase that will form in the compound layer, γ' or ε.
Figure 11 also shows that beneath a certain nitriding potential no
FURNACE ATMOSPHERES 3 Nitriding and Nitrocarburizing 15
compound layer is formed. Thus, it is possible to nitride without
”white layer”. Compare with figure 8.
Although atmosphere nitrogen activity is the major control parameter
there are some other composition parameters that influence the
compound layer thickness and microstructure. However, they do not
influence diffusion zone depth as this is controlled by the interface
(compound layer/diffusion zone) concentrations and these are not
influenced by the atmosphere. Small additions of oxidants like air,
CO2 or N2O, have shown to increase the compound layer thickness.
Nitrocarburizing
The same principles as for nitriding control are valid. In addition there
is a desire to control the atmosphere carbon activity. This will be
covered more in detail in the following chapter ”AGA’s concept”. At
this point we may just note that both nitrogen and carbon activities
vary very much between different commercially applied atmos-
pheres.
Nitrocarburizing atmospheres exhibit a more complex composition
containing NH3, H2, CO, CO 2 and H2O. Gas analysis of a such
atmosphere is difficult depending on precipitation of ammonium
Figure 12. Examples on residual ammonia
carbonate clogging the sample gas pipes. Heating the gas sample
concentration variations during nitrocarburizing
lines is one way to overcome this problem. cycles in a sealed quench furnace. The ”b”-
cycle was the same as the ”a”-cycle with the
exception that the furnace was preconditioned
with active atmosphere in the ”b”-cycle.
Process time, h Process time, h
5 5
4 4
3 3
2 2
1 1
Loading into
Loading into
furnace Loading into furnace
Loading into
prechamber
prechamber
0 0
0 15 30 45 60 0 15 30 45 60
Residual ammonia concentration, vol% Residual ammonia concentration, vol%
a. Obtained depths: b. Obtained depths:
Compound layer: 12 µm Compound layer: 15 µm
Diffusion zone: 0.24 mm Diffusion zone: 0.27 mm
16 FURNACE ATMOSPHERES 3 Nitriding and Nitrocarburizing
Figure 12 gives some examples on analysis of residual NH3 in a
process where 50 % NH3 + 50 % endogas was introduced into the
furnace. From the figure the fairly large variation in residual ammonia
content should be noted although the same gas flow ratios and
mixing ratios were used. It should also be noted that obtained depths
on compound layer and diffusion zone correlate positively with
residual ammonia analysis results.
Activity C
AGA Nitroflex system for
2.5
nitrocarburizing
CEM
T = 570 °C
Basic approach
2.0
AGA did take a fundamental approach in the development of a
nitrocarburizing atmosphere. By consulting the ternary Fe-C-N phase
1.5
ε
diagram guidelines are obtained for the relation between atmosphere
nitrogen and carbon activities and compound layer structure. From
1.0 γ' such a phase diagram it is for instance found that carbon activities of
commercial atmospheres, in particular the Nitemper atmosphere, are
much too high, compare the figures 13 and 14. From practice it is
0.5
α known that sooting may be a problem in furnaces running with such
atmospheres for a long time. Such a phase diagram also tells us that
0 it is impossible to get a compound layer of ε-phase on pure iron or
0 100 200 300 400 500
low carbon steels if the atmosphere does not contain carbon (com-
Activity N pare processes based on N2/NH3/N2O-mixture).
These basic facts led AGA to compose the atmosphere from a
Figure 13. Calculated isothermal section of
Fe-N-C system at 570 ° C. Activites on axes. mixture between nitrogen, ammonia and carbon dioxide. Ammonia
answers as usual for the nitriding action. CO 2 constitutes the carbon
source in the atmosphere. It should be noticed from figure 14 that
Figure 14. Calculated quasi equilibrium
compositions of various nitrocarburizing
atmospheres at 580 °C.
Added gas Quasi equilibrium composition (vol-%) Activities 1)
mixture N2 H2 CO H2O CO2 NH3 aN aC aO
50 % Endogas 24.1 25.9 9.0 0.76 0.68 38.4 1620 22.4 0.072
50% NH3
40% Endogas
10 % Air 29.2 24.3 6.7 2.46 1.77 35.4 1650 4.81 0.25
50 % NH3
5 % CO2
60 % N2 58.8 15.5 2.9 2.98 1.45 18.4 1680 1.09 0.48
35 % NH3
5 % CO2
5 % CO
55 % N2 54.4 15.9 6.4 2.22 2.31 18.6 1640 3.32 0.34
35 % NH3
5 % CO2
20 % H2
45 % N2 45.4 26.6 3.4 3.50 1.16 19.9 806 1.88 0.33
30 % NH3
1) The reference stated for the activity values are nitrogen gas at 1 atm,
graphite and wüstite, FeO, for nitrogen, carbon and oxygen respectively.
FURNACE ATMOSPHERES 3 Nitriding and Nitrocarburizing 17
such an atmosphere has much lower carbon activity than i.e. the 50
% endogas/50 % NH3- atmosphere.
In Section ”Transfer of carbon and nitrogen” page 11, it was stated
that the main carbon transfer reaction is:
CO + H2 → C + H 2O
Thus, carbon dioxide must be reacted at least partially to carbon
monoxide. This is achieved by the reversed water gas reaction:
H2 + CO2 = CO + H2O
Hydrogen needed for this reaction originates from dissociated
ammonia or by separate addition of hydrogen. Figure 15 shows that
CO forms in this way. The reaction is catalyzed by furnace walls,
retort and load. The atmosphere for nitrocarburizing consists of 20–
50 % ammonia, 2–20 % carbon dioxide and the balance nitrogen,
depending on what furnace equipment is used and what properties
that are desired. From experiments has been found that an addition
of about 5 vol-% CO2 is in many cases proper. This should be
changed and adapted to the actual case to give optimum results.
Carbon monoxide content, %
518
517
516
515
544
513
Furnace, gas flow rate
512
IPSEN RTQ – 1, 4 m3/h
IPSEN RTQ – 1, 2 m3/h
221 UTAB OMG, 4 m3/h
500
0 2,5 5 7,5 10 12,5 15
Carbon dioxide addition, %
Figure 15. Relation between added amount of
CO2 which reacts to CO.
The N2/NH3/CO2 system, AGA Nitroflex AC, gives in addition to
nitrogen activity control also the possibility of carbon activity control,
which is not possible with other existing methods. In the figures 16
and 17 is shown how this control is possible by adjusting the atmo-
sphere concentrations of CO2 and NH 3. This possibility is of great
value when optimizing compound layer properties for different steels
especially with different carbon contents.
The gas system may be further developed by hydrogen addition
which gives improved nitrogen and carbon activity control. With the
AGA Nitroflex system it is possible to use a ”boost” technique with
high nitrogen activity in the first stage of the process and a lower
activity in a second stage. Degree of porosity and compound layer
18 FURNACE ATMOSPHERES 3 Nitriding and Nitrocarburizing
N2 + 5 % CO2 + NH3
T = 580 °C
aC
aN
1.8
aC
1.6 aN 1600
1.4 1500
1.2 1400
1.0 1300
0.8 1200
0.6 1100
0.4 1000
0.2
5 10 20 30 40 50 60 70 80 90 % NH3
0
Figure 16. Theoretical carbon and nitrogen
activity for different ammonia additions.
N2 + 35 % NH2 + CO3
T = 580 °C
aC aN
1800
1.2
aC
1.1
1.0 1700
0.9
aN
1600
1500
2.5 5 10 15 20 30 % CO2
Figure 17. Theoretical carbon and nitrogen
activity for different carbon dioxide additions.
thickness is possible to control in this way. Examples of the influ-
ence on compound layer microstructure from atmosphere composi-
tion are shown in figure 18. For high nitrogen activities meaning a
high ratio for PNH 3/ PH 23/2 the compound layer is thick and has exten-
sive porosity. However, by reducing the treatment time the porosity is
decreased. The thickness of the compound layer will then also be
lesser.
FURNACE ATMOSPHERES 3 Nitriding and Nitrocarburizing 19
Figure 18.
a. Compound layer structure of low carbon
steel nitrocarburized in N2 + 35 % NH3 + 5 %
CO2 atmosphere. Temp: 580 ° C, process time
2 h (Ipsen RTQ-1, 3 m3/h). SEM backscatter
mode.
b. Compound layer structure of low carbon
steel nitrocarburized in N2 + 4 % CO2 + 21 %
H2 + 28 % NH3 atmosphere. Temp: 580 °C,
process time 2 h (Ipsen RTQ-1, 3 m3/h). SEM
backscatter mode.
By adjusting the nitrogen activity it is possible to achieve both high
growth rate and a low degree of porosity. High carbon activity favors
formation of ε-phase.
Postoxidation
By combining nitrocarburizing in an atmosphere just described with
post oxidation in air or nitrous oxide, AGA Nitroflex ACO, the same
order of improvement in corrosion resistance will be obtained as after
the Nitrotec and QPQ processes, figure 19.
Treatment time in normal nitrocarburizing processes is limited on low
alloy, low carbon steels by the fact that porosity and thickness of the
compound layer reach too high values. Poor adherence and low
hardness result. From these facts it is experienced that a treatment
time of 1 1/2 to 3 hours is optimum. As shown by the micrographs in
figure 18, however, it is in principle possible to control both porosity
and compound layer thickness by adjustment of the furnace atmo-
sphere composition.
20 FURNACE ATMOSPHERES 3 Nitriding and Nitrocarburizing
With rust protecting liquid.
SALT SPRAY TEST, ONE WEEK
Oxidation + Dinitrol 115
No corriosion
RESISTANCE
CORROSION
Severe corriosion
1-3 4 5 6 7 8 9 10
1-3. 100 % CO2 /450°
4. 100 % CO2 /350°
Without rust protecting liquid. 5. 5 % N2 O/350°
6. 5 % N2 O/450°
SALT SPRAY TEST, ONE WEEK
Oxidation, no inhibitor 7. 50 % Air/350°
8. 50 % Air/450°
9. 40 % H2 O/350°
No corriosion 10. 40 % H2 O/450°
RESISTANCE
CORROSION
Severe corriosion
2 4 5 6 7 8 9 10
Figure 19. Corrosion after a one week 5 %
NaCl-test.
Now, if shortest possible cycle for a certain compound layer thickness
is the goal, these basic facts should be utilized. This is achieved if the
atmosphere composition is changed during the cycle.
The principles given make it possible to adjust the atmosphere
composition to give optimum properties for a certain steel. A few
examples:
– During nitrocarburizing of medium or high carbon steels carbon is
donated to the compound layer by the steel. The atmosphere
carbon activity then is less important, which explains why carbon
free atmospheres work in such cases (compare the NH3/N2O/N2
system) although such atmospheres are pure ”nitriding” and not
”nitrocarburizing” atmospheres.
– On low carbon steels it is on the other hand a requirement that the
atmosphere has a balanced carbon activity to give a good com-
pound structure with mainly ε-phase.
There are several ways possible to adjust the nitrogen activity and the
carbon potential of the atmosphere. In order to lower the nitrogen
FURNACE ATMOSPHERES 3 Nitriding and Nitrocarburizing 21
activity during the later part of the treatment the addition of carbon
dioxide could be lowered or completely shut off. It is also possible to
lower the ammonia addition in order to lower the nitrogen activity,
however, the carbon activity will drastically decrease as well. A more
sophisticated way to adjust the nitrogen activity is to add hydrogen to
the atmosphere. The AGA Nitroflex concept, hence, makes it possi-
ble to adjust the nitrocarburizing atmosphere composition to type of
furnace as well as to the stage of the process cycle.
System design
With reference to figure 20, the gas supply system has a gas storage
for liquid nitrogen and normally gas cylinders for ammonia and
carbon dioxide respectively. From the storage, gases are led via
pipes to the mixing panel. Here the flow rates are controlled. Ammo-
nia is here mixed into the nitrogen line but a separate line is needed
for carbon dioxide to the furnace. If carbon dioxide is mixed with the
ammonia there will be unwanted reactions leading to ammonium
carbamate formation, which deposits in the line leading to clogging
and flow disturbances.
N2 , NH3
N2
CO2
NH3
CO2
Figure 20. Gas supply system
If flow rates are controlled with mass flowmeters there is opportunity Figure 21. Gas inlet design
for flow rate and mixing control from a program in a process com-
puter. Thus, the potential advantage of flexibility in flow rate may be
CO2
utilized to control e.g. the level of oxygen, nitrogen and carbon
activities. NH 3
H2
Gases enter the furnace through a specially designed injector, figure
21, built up by two concentric tubes. In the outer wider tube the
nitrogen/ammonia mixture passes. Carbon dioxide flows through the
inner tube, which extends into the furnace. Thus, all three gases do
not ”meet” each other until they reach the hot furnace interior and
this is essential in order to avoid the above mentioned formation of
ammonium carbamate.
22 FURNACE ATMOSPHERES 3 Nitriding and Nitrocarburizing
Safety
The AGA Nitroflex system utilizes typically only about 40 vol-% of
ammonia which is the only flammable gas component in the ingoing
gas mixture. This can be compared to the 50 vol-% endogas + 50
vol-% ammonia process, Nitemper, which holds totally approximately
80 vol-% hazardeous components ( H2, CO, NH3).
To ensure safety it is, however, important to follow safety guidelines.
The major safety aspect to be taken care of is that the process
temperature is below or near the ignition temperature. Thus if air
(oxygen) enters into a furnace the atmosphere is not ignited and will
not burn as compared to high temperature processes like carburizing
and carbonitriding. Therefore if not controlled it may happen that a
great amount of a flammable ammonia + air mixture forms which
could explode if ignited by a flame or spark.
The AGA Safety Triangle, figure 22, tells principally how to operate
safely. The flammability triangle is depicted in the area L-S-U and
For mixture in air at 200 °C and 1.0 bar (a)
(L) Lower flammability limit in air = 5.1 vol% mixture
(U) Upper flammability limit in air = 43.5 vol% mixture
(S) Min O2 -conc. for flammability = 4.6 vol% (Fuel = 5.1 vol %)
(C) Start up = max 4.9 vol% oxygen
(B) Shut down = max 6.5 vol% mixture
Oxygen conc. in gas mixture – vol %
L
20
18
16
14
U
12
10
08
06 C
04 S
02
B
10 20 30 40 50 60 70 80 90 100
Mixture (fuel) concentration – vol %
Mixture:
42 vol % H 2
08 vol % CO
For mixture in air at 580 °C and 1.0 bar (a) 50 vol % NHH3
(L) Lower flammability limit in air = 0.2 vol% mixture
(U) Upper flammability limit in air = 49.8 vol% mixture
(S) Min O2 -conc. for flammability = 0.2 vol% (Fuel = 0.2 vol %)
(C) Start up = max 0.2 vol% oxygen
(B) Shut down = max 0.2 vol% mixture
Oxygen conc. in gas mixture – vol %
L
20
18
16
14
12
U
10
08
06
04
02
B
C
S 10 20 30 40 50 60 70 80 90 100
A safety factor is not included in Mixture (fuel) concentration – vol %
Figure 22. AGA safety system, flammability
the data given above!
triangle.
FURNACE ATMOSPHERES 3 Nitriding and Nitrocarburizing 23
this area should always be avoided. This is done in the following
way. When starting up a process where the furnace is partly or
wholly filled with air one must not introduce ammonia until the oxy-
gen concentration has been lowered to point C. This may be done by
purging the furnace with nitrogen. Number of required purging
furnace volumes may be taken from principal purging curves. Now,
when point C is reached, ammonia can be safely introduced.
From these diagrams it can be seen that an oxygen content exceed-
ing 5.8 % at 580 °C makes the atmosphere flammable. The air
content in this gas volume should therefore not exceed 27 %. At 200
°C the maximum allowed oxygen content is around 8 % correspond-
ing to an air content of 38 %. As the auto ignition point for this
mixture is about 580 °C the risk for explosions must be considered to
be located to all volumes in the furnace.
If nitrocarburizing is done, i.e. in a pit furnace, a reversed sequence
is required before closing the process and opening the furnace. The
ammonia concentration must now be lowered to point B before the
furnace can be opened and exposed to the air.
Many furnaces which are built for nitrocarburizing have a flame
curtain at the furnace door. In such cases there is not a requirement
to purge with nitrogen before opening the doors. In all cases a pilot
burner must be installed. This pilot burner has the function to burn
the outgoing gas mixture to ensure that ammonia is not causing
odour and safety problems. Also by burning the outlet gas, entrance
of air backways into the furnace is avoided.
Results with the
AGA Nitroflex system
The AGA Nitroflex nitrocarburizing system has the inherent advan-
tages of synthetic in situ generated atmospheres. Flow rate and
mixing (composition) flexibility are major advantages, which effi-
ciently utilized lowers cost, improves quality, is a potential for in-
creased productivity and ensures safety.
Compound layer thickness
mm
A carbon activity much lower than in systems using endogas togeth-
er with a higher oxygen activity is a major feature. Due to this fact it Gas flow rate
50 % ENDO + 50 % NH3 4 m3 /h
is the experience that a faster growth rate of the compound layer is
2 m3 /h
obtained. It is found that alloyed steels like hot work tool steels
obtain a thicker and more even compound layer. Thus, the AGA
Nitroflex process means increased productivity.
40 % ENDO + 50 % NH3 + 10 % AIR
The balanced carbon activity means that the driving force to deposit
soot in furnaces is low.
35 % NH3 + 5 % CO2+ 60 % N2
The AGA Nitroflex nitrocarburizing system gives an opportunity to
optimize the gas composition both in relation to type of steel and to
the different stages in the process with respect to the major concern:
wear resistance, fatigue resistance or corrosion resistance. 00 05 10 15 20 25
Figure 23. Compound layer thickness for
Postoxidation with air or N 2O gives aesthetically attractive black different atmospheres showing faster growth
surfaces with markedly improved corrosion resistance. for the AGA Nitroflex system.
24 FURNACE ATMOSPHERES 3 Nitriding and Nitrocarburizing
Potrebbero piacerti anche
- Atlas Copco Deep Hole Drilling 2015Documento132 pagineAtlas Copco Deep Hole Drilling 2015Akshay Yewle100% (1)
- Additive Reference GuideDocumento41 pagineAdditive Reference GuideUsama AwadNessuna valutazione finora
- Chromium PlatingDocumento66 pagineChromium PlatingManikandan SudharsanNessuna valutazione finora
- Engine Oil Volatility Noack Evaporation MethodDocumento5 pagineEngine Oil Volatility Noack Evaporation MethodAvinash Gamit100% (1)
- Preparation and Characterization of MaterialsDa EverandPreparation and Characterization of MaterialsJ HonigNessuna valutazione finora
- Advances in Surface Treatments: Technology — Applications — EffectsDa EverandAdvances in Surface Treatments: Technology — Applications — EffectsNessuna valutazione finora
- MDG-15 Guideline For Mobile and Transportable Equipment For Use in MinesDocumento59 pagineMDG-15 Guideline For Mobile and Transportable Equipment For Use in MinesLizardladNessuna valutazione finora
- Catalase and Hydrogen Peroxide Experiment: Problem: What Happens When A Potato Is Combined With Hydrogen Peroxide?Documento1 paginaCatalase and Hydrogen Peroxide Experiment: Problem: What Happens When A Potato Is Combined With Hydrogen Peroxide?Big CinemaNessuna valutazione finora
- OBM Fluids TechnologyDocumento35 pagineOBM Fluids TechnologyYusian Kasiwalli100% (1)
- Santoprene 101-73Documento4 pagineSantoprene 101-73Ewerthon Brand'sNessuna valutazione finora
- 598Documento6 pagine598Muhammed SulfeekNessuna valutazione finora
- MolykoteDocumento2 pagineMolykoteRafael FrançaNessuna valutazione finora
- Astm D3170 Chipping Resistance GravelometerDocumento7 pagineAstm D3170 Chipping Resistance Gravelometermarikyababu13365Nessuna valutazione finora
- D972Documento4 pagineD972rpajaro75Nessuna valutazione finora
- D 3170 - 01 - RdmxnzatmdeDocumento10 pagineD 3170 - 01 - RdmxnzatmdeEmre DalgicNessuna valutazione finora
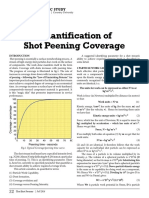
- Quantification of Shot Peening Coverage: Academic StudyDocumento6 pagineQuantification of Shot Peening Coverage: Academic StudyrodrigoNessuna valutazione finora
- Plasma Nitriding of Steels PDFDocumento192 paginePlasma Nitriding of Steels PDFRenè KubíkNessuna valutazione finora
- PV 1058 (2010)Documento4 paginePV 1058 (2010)Matthew TaylorNessuna valutazione finora
- Zinc Phosphating - Zinc Phosphate Coating - Zinc PhosphatizingDocumento2 pagineZinc Phosphating - Zinc Phosphate Coating - Zinc Phosphatizingpuri16Nessuna valutazione finora
- Determining The Wear Volume On Standard Test Pieces Used by High-Frequency, Linear-Oscillation (SRV) Test MachineDocumento5 pagineDetermining The Wear Volume On Standard Test Pieces Used by High-Frequency, Linear-Oscillation (SRV) Test MachineRayzha NoerfiqriNessuna valutazione finora
- Method For Measuring Degreasing On Different SubstratesDocumento42 pagineMethod For Measuring Degreasing On Different SubstratesFra FraNessuna valutazione finora
- The Role of Surfactants in Phosphate Conversion Coatings - Book ChapterDocumento32 pagineThe Role of Surfactants in Phosphate Conversion Coatings - Book ChapterbexigaobrotherNessuna valutazione finora
- Cheat Sheet Main RatanDocumento4 pagineCheat Sheet Main RatanSushil KumarNessuna valutazione finora
- Dye-Sensitized Solar Cells ReviewDocumento69 pagineDye-Sensitized Solar Cells ReviewRobson Raphael GuimarãesNessuna valutazione finora
- Surface Protection External Coating of Claas ProductsDocumento1 paginaSurface Protection External Coating of Claas ProductsTomaszNessuna valutazione finora
- Boronizing AVIONDocumento37 pagineBoronizing AVIONManwi Khandelwal100% (1)
- How To Passivate Stainless Steel PartsDocumento11 pagineHow To Passivate Stainless Steel Partsnqh2009Nessuna valutazione finora
- Pickling and Passivation: Technical NoteDocumento4 paginePickling and Passivation: Technical NoteBhushan PableNessuna valutazione finora
- MCM AllDocumento7 pagineMCM AllPalanisamy RajaNessuna valutazione finora
- PREN Number Effect On AlloyDocumento6 paginePREN Number Effect On AlloyVed JoshiNessuna valutazione finora
- D1735Documento3 pagineD1735manox007Nessuna valutazione finora
- Evolution of Siloxane Epoxy CoatingsDocumento10 pagineEvolution of Siloxane Epoxy Coatingsant29539432Nessuna valutazione finora
- Specific Resistance (Resistivity) of Electrical Insulating LiquidsDocumento7 pagineSpecific Resistance (Resistivity) of Electrical Insulating LiquidsMaxNessuna valutazione finora
- A Guide To Industrial Coatings and Metal FinishesDocumento176 pagineA Guide To Industrial Coatings and Metal FinishesMasood Khan100% (1)
- Chromic Acid Lanxess-MSDS PDFDocumento10 pagineChromic Acid Lanxess-MSDS PDFyuk ming wongNessuna valutazione finora
- Advantages of Powder Coating vs. Wet PaintDocumento6 pagineAdvantages of Powder Coating vs. Wet PaintAlekxNessuna valutazione finora
- Bor1991 - Effect of Pearlite Banding On Mechanical Properties of Perlitic SteelDocumento12 pagineBor1991 - Effect of Pearlite Banding On Mechanical Properties of Perlitic SteelAlejandroAcuñaMaureiraNessuna valutazione finora
- Flame Spraying Gun Uni Spray JetDocumento5 pagineFlame Spraying Gun Uni Spray JetCristobal MontalbaNessuna valutazione finora
- Atmospheric Corrosion of Copper and The Colour Structure and Composition of Natural Patinas On Copper 2006 Corrosion ScienceDocumento30 pagineAtmospheric Corrosion of Copper and The Colour Structure and Composition of Natural Patinas On Copper 2006 Corrosion ScienceEmanuela Leite FragosoNessuna valutazione finora
- The Determination of Antimony, Tin and LeadDocumento7 pagineThe Determination of Antimony, Tin and LeadSoledad ColmenarezNessuna valutazione finora
- Hardness of Tempered Martensite in Carbon and Low-Alloy SteelsDocumento11 pagineHardness of Tempered Martensite in Carbon and Low-Alloy Steelsjose antonio100% (1)
- Teory For Acetylene VCDocumento6 pagineTeory For Acetylene VCRamesh JakkanagoudarNessuna valutazione finora
- Boeing Passivation PDFDocumento12 pagineBoeing Passivation PDFCicero Gomes de Souza100% (1)
- New Concepts Non Cyanide Alkaline ZincDocumento35 pagineNew Concepts Non Cyanide Alkaline ZincJOSE ANGEL CARRASCO100% (1)
- Complete Testing ListDocumento4 pagineComplete Testing Listjuanmanuel_4615958Nessuna valutazione finora
- Conducting Cyclic Potentiodynamic Polarization Measurements For Localized Corrosion Susceptibility of Iron-, Nickel-, or Cobalt-Based AlloysDocumento5 pagineConducting Cyclic Potentiodynamic Polarization Measurements For Localized Corrosion Susceptibility of Iron-, Nickel-, or Cobalt-Based AlloysTeymur Regenmaister100% (1)
- 0901b8038003a7af PDFDocumento47 pagine0901b8038003a7af PDFshrikantNessuna valutazione finora
- Data Sheet AluminaDocumento10 pagineData Sheet AluminaXin EnNessuna valutazione finora
- Clasificación Segun ISO 9223Documento10 pagineClasificación Segun ISO 9223LuisGonzalez100% (1)
- Aluminizing Nickel Foam by A Slurry Coating ProcessDocumento3 pagineAluminizing Nickel Foam by A Slurry Coating ProcessFatih BozkurtNessuna valutazione finora
- Manual PhmetroDocumento24 pagineManual PhmetroCarlos Ernesto NataliNessuna valutazione finora
- Low Press Carbg and High Press QNCHGDocumento56 pagineLow Press Carbg and High Press QNCHGskluxNessuna valutazione finora
- Accumet PH Meter ManualDocumento16 pagineAccumet PH Meter ManualCraig McelroyNessuna valutazione finora
- Metal AlloysDocumento31 pagineMetal AlloysAbie RexoMenNessuna valutazione finora
- Electroplating BlowersDocumento6 pagineElectroplating BlowersSanjeev KachharaNessuna valutazione finora
- Trivalent Passivation SystemsDocumento2 pagineTrivalent Passivation SystemskarthegreNessuna valutazione finora
- Corrosion of Stainless SteelDocumento10 pagineCorrosion of Stainless SteelRizky Ilham DescarianNessuna valutazione finora
- Electrodeposition Andreas Tolz PPGDocumento14 pagineElectrodeposition Andreas Tolz PPGAndi MusdalifahNessuna valutazione finora
- Preparation of AzomethineDocumento4 paginePreparation of Azomethinepranjal JaiswalNessuna valutazione finora
- Evaluation and Selection of Heat Exchangers: ControlDocumento11 pagineEvaluation and Selection of Heat Exchangers: Controlkinjalpatel12345Nessuna valutazione finora
- Niobium ProcessingDocumento4 pagineNiobium ProcessingqualidadesiderNessuna valutazione finora
- Solidification and CrystallizationDa EverandSolidification and CrystallizationDieter M. HerlachNessuna valutazione finora
- Atlas Copco Hydraulic BreakersDocumento16 pagineAtlas Copco Hydraulic BreakersAkshay Yewle100% (1)
- Atos Cylinder CatalogueDocumento6 pagineAtos Cylinder CatalogueAkshay YewleNessuna valutazione finora
- IS:1460 (2005) Automotive Diesel Fuel SpecificationsDocumento23 pagineIS:1460 (2005) Automotive Diesel Fuel SpecificationsAkshay YewleNessuna valutazione finora
- Ramsey Industrial Winch Selection PDFDocumento16 pagineRamsey Industrial Winch Selection PDFAkshay YewleNessuna valutazione finora
- IS:2017-2 (2007) Mechanical Vibration and Shock Resilient Mounting SystemDocumento19 pagineIS:2017-2 (2007) Mechanical Vibration and Shock Resilient Mounting SystemAkshay YewleNessuna valutazione finora
- Astm B 117Documento10 pagineAstm B 117THIAGONessuna valutazione finora
- Technical Reference Guide Fastenal K Factor and MoreDocumento62 pagineTechnical Reference Guide Fastenal K Factor and Moredlight0Nessuna valutazione finora
- Types of Drilling Rigs PDFDocumento53 pagineTypes of Drilling Rigs PDFsatriaputra_samudraNessuna valutazione finora
- Bolt TighteningDocumento6 pagineBolt TighteningȘtefan PogrebanNessuna valutazione finora
- Introduction To TurbomachineryDocumento66 pagineIntroduction To TurbomachineryJeff SimpsonNessuna valutazione finora
- Autocad ShortcutsDocumento13 pagineAutocad ShortcutsKriscel CaraanNessuna valutazione finora
- Six Sigma IntroductionDocumento64 pagineSix Sigma IntroductionAkshay YewleNessuna valutazione finora
- Dajjal Islamic Urdu BookDocumento20 pagineDajjal Islamic Urdu Bookiqbal_islam92% (25)
- Experimental Study and Analysis of Temperature Variation in Multicylinder Motorized Engine Test-Rig Under Different Lubricants - A Case StudyDocumento4 pagineExperimental Study and Analysis of Temperature Variation in Multicylinder Motorized Engine Test-Rig Under Different Lubricants - A Case StudyAkshay YewleNessuna valutazione finora
- Transonic Aircraft Wing Design Using Navier Stokes EquationDocumento25 pagineTransonic Aircraft Wing Design Using Navier Stokes EquationAkshay YewleNessuna valutazione finora
- Toyota RecallDocumento24 pagineToyota RecallAkshay Yewle100% (1)
- SE. Mechanical Syllabus Pune UniversityDocumento33 pagineSE. Mechanical Syllabus Pune UniversityAkshay YewleNessuna valutazione finora
- HTO Lab Manual Fall-18 PDFDocumento52 pagineHTO Lab Manual Fall-18 PDFhumair khaliqNessuna valutazione finora
- Sergey Vulfson PHD (Author) - Molecular Magnetochemistry (1998)Documento492 pagineSergey Vulfson PHD (Author) - Molecular Magnetochemistry (1998)EUGENNessuna valutazione finora
- 5070 w19 Ms 21Documento10 pagine5070 w19 Ms 21heerNessuna valutazione finora
- Competitive Rating Chart Final PDFDocumento2 pagineCompetitive Rating Chart Final PDFRajeesh P Ravi0% (1)
- Introduction To Solutions WS Part I - VocabularyDocumento2 pagineIntroduction To Solutions WS Part I - VocabularyCatherine JeaneNessuna valutazione finora
- Furnaces and Furnace ReactorsDocumento33 pagineFurnaces and Furnace ReactorsSamyak JainNessuna valutazione finora
- P4 Oct Nov 21Documento11 pagineP4 Oct Nov 21Aini Munirah Muhamad ShudNessuna valutazione finora
- Module1 EC NotesDocumento25 pagineModule1 EC NotesTriveni M KNessuna valutazione finora
- Army Public School Ranikhet: Chemistry Project FileDocumento15 pagineArmy Public School Ranikhet: Chemistry Project FileSubhangi SatiNessuna valutazione finora
- Arkema Nano Strength BlockDocumento4 pagineArkema Nano Strength BlockGunjan GadodiaNessuna valutazione finora
- Types of Exapnsion Devices in RAC SystemsDocumento4 pagineTypes of Exapnsion Devices in RAC SystemsNishit ParmarNessuna valutazione finora
- Chapter 4 Ionic EquilibriumDocumento61 pagineChapter 4 Ionic EquilibriumSuraj BhattaraiNessuna valutazione finora
- Kmno4 TitrationDocumento3 pagineKmno4 Titrationcocomelon8454Nessuna valutazione finora
- What Is Super Critical CO2Documento42 pagineWhat Is Super Critical CO2kesaco100% (2)
- Errata For Atkins' Chemical Principles 5th EditionDocumento2 pagineErrata For Atkins' Chemical Principles 5th EditionRonald LNessuna valutazione finora
- Conduction MCQsDocumento4 pagineConduction MCQsyogesh shindeNessuna valutazione finora
- Exp 22 PDFDocumento12 pagineExp 22 PDFCherieCheungNessuna valutazione finora
- 1-Enthalpy Intro DefinitionsDocumento6 pagine1-Enthalpy Intro DefinitionsSaifulahmed49Nessuna valutazione finora
- Fluid Clasisfication and PropertiesDocumento19 pagineFluid Clasisfication and PropertiesQueen SuaNessuna valutazione finora
- HW09Documento2 pagineHW09Fatah Imdul UmasugiNessuna valutazione finora
- Paper Specific Instructions:: GATE Chemical Engineering MSQ Paper - 1Documento11 paginePaper Specific Instructions:: GATE Chemical Engineering MSQ Paper - 1Mayank ShelarNessuna valutazione finora
- Ralph Menikoff - Detonation Waves in PBX 9501Documento20 pagineRalph Menikoff - Detonation Waves in PBX 9501FraosmNessuna valutazione finora
- Exploring Enthalpy Entropy and Free EnergyDocumento8 pagineExploring Enthalpy Entropy and Free Energynoobiekids2016Nessuna valutazione finora
- HINDALCO INDUSTRIES LTD. IntershipDocumento27 pagineHINDALCO INDUSTRIES LTD. IntershipAnshum AmanNessuna valutazione finora
- Hot Cracking Investigation During Laser Welding of High Strength Steels With Multi Scale Modelling ApproachDocumento9 pagineHot Cracking Investigation During Laser Welding of High Strength Steels With Multi Scale Modelling Approacharjun prajapatiNessuna valutazione finora
- Phosphorescence Excitation Spectrum of Benzophenone at Liq.N TemperatureDocumento5 paginePhosphorescence Excitation Spectrum of Benzophenone at Liq.N TemperatureNisar Ali Mphil-Chem ANessuna valutazione finora
- Experiment No.01: Study of Domestic RefrigeratorDocumento3 pagineExperiment No.01: Study of Domestic RefrigeratorPrathamesh DhulapkarNessuna valutazione finora
- DPP-3 Structure of Atom 04-01-2022 Online 2Documento2 pagineDPP-3 Structure of Atom 04-01-2022 Online 2pw lover'sNessuna valutazione finora