Potrebbero piacerti anche
- Valve Selection Handbook: Engineering Fundamentals for Selecting the Right Valve Design for Every Industrial Flow ApplicationDa EverandValve Selection Handbook: Engineering Fundamentals for Selecting the Right Valve Design for Every Industrial Flow ApplicationValutazione: 4.5 su 5 stelle4.5/5 (21)
- Introduction To Valves - Only The Basics - Valves Are Mechanical Devices That Controls The Flow and Pressure Within A System or ProcessDocumento6 pagineIntroduction To Valves - Only The Basics - Valves Are Mechanical Devices That Controls The Flow and Pressure Within A System or Processamit100% (1)
- Fundamentals of Piping ValvesDocumento32 pagineFundamentals of Piping Valvesasai100% (1)
- The Safety Relief Valve Handbook: Design and Use of Process Safety Valves to ASME and International Codes and StandardsDa EverandThe Safety Relief Valve Handbook: Design and Use of Process Safety Valves to ASME and International Codes and StandardsValutazione: 3.5 su 5 stelle3.5/5 (14)
- Isolation Valves - Linear MovementDocumento9 pagineIsolation Valves - Linear MovementEmad A.AhmadNessuna valutazione finora
- Valve Types and SymbolsDocumento164 pagineValve Types and Symbolssantos ayala100% (3)
- Valves PresentationDocumento36 pagineValves PresentationZikireya79100% (1)
- Valve Types and Symbols PDFDocumento164 pagineValve Types and Symbols PDFHassan AlbrehawyNessuna valutazione finora
- All About ValvesDocumento39 pagineAll About ValvesKarthik Naidu100% (1)
- Valve PresentasionDocumento26 pagineValve PresentasionynhkngNessuna valutazione finora
- Piping ValvesDocumento51 paginePiping ValvesRohit Kamble100% (2)
- 4 Double Eccentric Butterfly Valves Oxler VWDocumento2 pagine4 Double Eccentric Butterfly Valves Oxler VWDachyi100% (1)
- Maintenance ValveDocumento17 pagineMaintenance Valveh9.hanin Piping100% (2)
- Basics of Valves Interview Questions & Answers: Directional Control ValveDocumento7 pagineBasics of Valves Interview Questions & Answers: Directional Control ValveJêmš NavikNessuna valutazione finora
- M2.7 ValvesDocumento27 pagineM2.7 ValvesUJWAL UMESHNessuna valutazione finora
- Check ValvesDocumento17 pagineCheck ValvesGerance Instruccion Piping100% (2)
- Globe Valve PresentationDocumento11 pagineGlobe Valve Presentationmayur22785Nessuna valutazione finora
- Butterfly Valve Info PDFDocumento14 pagineButterfly Valve Info PDFCS100% (1)
- Pressure Safety Valve & Rupture Disk GuideDocumento6 paginePressure Safety Valve & Rupture Disk GuideRaju JadavNessuna valutazione finora
- Introduction To ValvesDocumento11 pagineIntroduction To ValvesElton SitumeangNessuna valutazione finora
- Control Valves Basics - Sizing & SelectionDocumento64 pagineControl Valves Basics - Sizing & SelectionKajer quemar100% (1)
- Valves AssignmentDocumento16 pagineValves AssignmentAdil Jutt GNessuna valutazione finora
- Fundamentals of ValvesDocumento28 pagineFundamentals of ValvesMohamed ModerNessuna valutazione finora
- Valves: Training Centre Sunday, October 27, 2019Documento77 pagineValves: Training Centre Sunday, October 27, 2019zeeshan100% (1)
- Butterfly ValveDocumento25 pagineButterfly ValveRahul JadhavNessuna valutazione finora
- Manual Esd ExproDocumento2 pagineManual Esd ExprofurnaNessuna valutazione finora
- Contorl ValvesDocumento8 pagineContorl ValvesGaurav MishraNessuna valutazione finora
- ValvesDocumento194 pagineValvesvikrantsingh2908100% (2)
- Valves: Presented by D.Nagababu (Get-Pp)Documento54 pagineValves: Presented by D.Nagababu (Get-Pp)SatishSathyamevaJayatheNessuna valutazione finora
- Globe ValveDocumento20 pagineGlobe ValveVarunPatelNessuna valutazione finora
- Control Valve (Actuator)Documento31 pagineControl Valve (Actuator)Junior7100% (1)
- Valves 110722053925 Phpapp01Documento77 pagineValves 110722053925 Phpapp01Jogi Oscar SinagaNessuna valutazione finora
- Valves: Types, Functions, Uses, Maintenance & TroubleshootingDocumento68 pagineValves: Types, Functions, Uses, Maintenance & TroubleshootingToniNessuna valutazione finora
- Ritchie & Naylor Pressure Relief ValvesDocumento12 pagineRitchie & Naylor Pressure Relief ValvesyvhtejaswaroopNessuna valutazione finora
- Pressure Relief EssentialsDocumento33 paginePressure Relief EssentialsValdasarineNessuna valutazione finora
- Trunnion Mounted Ball Valves TMBVDocumento32 pagineTrunnion Mounted Ball Valves TMBVanwarhas05100% (1)
- Gasket, Gland Packing & ElastomersDocumento12 pagineGasket, Gland Packing & ElastomersJaveed A. KhanNessuna valutazione finora
- Turbine Bypass ValveDocumento12 pagineTurbine Bypass ValveRam MohanNessuna valutazione finora
- On GLOBE VALVEDocumento22 pagineOn GLOBE VALVEAditya AcharyaNessuna valutazione finora
- Installation and Operations Maintenance Manual Ball Valve: Valvtechnologies, IncDocumento20 pagineInstallation and Operations Maintenance Manual Ball Valve: Valvtechnologies, IncJUANITOPYTNessuna valutazione finora
- 77-1141 Valve Selection and SizingDocumento20 pagine77-1141 Valve Selection and SizingAntonio LebrunNessuna valutazione finora
- Control Valve Theory & Sizing GuideDocumento29 pagineControl Valve Theory & Sizing GuideSandeep KulathapallilNessuna valutazione finora
- Adiabatic Compression of OxygenDocumento242 pagineAdiabatic Compression of OxygensekharsamyNessuna valutazione finora
- Safety Valves and Relief Valves.Documento17 pagineSafety Valves and Relief Valves.Shikhar SwaroopNessuna valutazione finora
- ValveDocumento82 pagineValveSumon VargheseNessuna valutazione finora
- Isolation PhilosophyDocumento24 pagineIsolation PhilosophyAnonymous UJGGHl100% (2)
- Ball Valve: Zhejiangbeiercontrol Valveco.,LtdDocumento16 pagineBall Valve: Zhejiangbeiercontrol Valveco.,LtdSandipan GhoshNessuna valutazione finora
- Valve Selection PDFDocumento5 pagineValve Selection PDFKamil MarszałekNessuna valutazione finora
- Valve Leakage: Home Glossary ResourcesDocumento3 pagineValve Leakage: Home Glossary Resourcesarkan1976Nessuna valutazione finora
- Relief ValvesDocumento59 pagineRelief ValvesAli Naveed Farooki100% (2)
- Ball Valve Design FeatureDocumento6 pagineBall Valve Design FeaturebbmokshNessuna valutazione finora
- SV80 Safety Valve-Installation Maintenance ManualDocumento24 pagineSV80 Safety Valve-Installation Maintenance ManualAriyo AninditoNessuna valutazione finora
- Control Valve - Theory & SizingDocumento32 pagineControl Valve - Theory & SizingAmanda Porter100% (1)
- Control and On-Off Valves GuideDocumento87 pagineControl and On-Off Valves Guidebaishakhi_b90100% (3)
- Double Piston and Single Piston Effect in Ball ValvesDocumento5 pagineDouble Piston and Single Piston Effect in Ball ValvesPipeline Engineer100% (6)
- Controlling liquid pipeline surgesDocumento6 pagineControlling liquid pipeline surgesalyshahNessuna valutazione finora
- Safety Relief ValvesDocumento9 pagineSafety Relief ValvesSubbarayan SaravanakumarNessuna valutazione finora
- ValvesDocumento31 pagineValvesRA MemijeNessuna valutazione finora
- Safety ValveDocumento56 pagineSafety ValveAbhishek KumarNessuna valutazione finora
- Lombok-2 CFSPP (2x50 MW) : Mto Manual Valve 19JE02-MTO-40-004Documento10 pagineLombok-2 CFSPP (2x50 MW) : Mto Manual Valve 19JE02-MTO-40-004tiantaufikNessuna valutazione finora
- Compressor Layout and Equipment RequirementsDocumento6 pagineCompressor Layout and Equipment RequirementstiantaufikNessuna valutazione finora
- GeoDocumento8 pagineGeommmimiNessuna valutazione finora
- Uefa Euro 2021Documento1 paginaUefa Euro 2021tiantaufikNessuna valutazione finora
- Lifting Plan: Wikapratama, 28 - 30 Januari 2020 Yanuwirawan Tri WahyunugrahaDocumento30 pagineLifting Plan: Wikapratama, 28 - 30 Januari 2020 Yanuwirawan Tri WahyunugrahatiantaufikNessuna valutazione finora
- A. Daftar Harga Material Dan Pekerja Daftar Harga MaterialDocumento15 pagineA. Daftar Harga Material Dan Pekerja Daftar Harga MaterialtiantaufikNessuna valutazione finora
- Rigging Tools: Wika Pratama, 28 - 30 Januari 2020 Yanuwirawan Tri WahyunugrahaDocumento36 pagineRigging Tools: Wika Pratama, 28 - 30 Januari 2020 Yanuwirawan Tri WahyunugrahatiantaufikNessuna valutazione finora
- Design of Piping System, M.W Kellog: No ItemDocumento6 pagineDesign of Piping System, M.W Kellog: No ItemtiantaufikNessuna valutazione finora
- Alat Angkat: Launching Gantry & TravellerDocumento76 pagineAlat Angkat: Launching Gantry & TravellertiantaufikNessuna valutazione finora
- Lifting Equipment: Wika Pratama, 28 - 30 Januari 2020 Yanuwirawan Tri WahyunugrahaDocumento25 pagineLifting Equipment: Wika Pratama, 28 - 30 Januari 2020 Yanuwirawan Tri WahyunugrahatiantaufikNessuna valutazione finora
- MOM Engineering Multidiscipline MeetingDocumento2 pagineMOM Engineering Multidiscipline MeetingtiantaufikNessuna valutazione finora
- 00UMF611 - LAYOUT A ARRANGEMENT POWER HOUSE - Equipment Location Plan - 002Documento9 pagine00UMF611 - LAYOUT A ARRANGEMENT POWER HOUSE - Equipment Location Plan - 002tiantaufikNessuna valutazione finora
- A. Daftar Harga Material Dan Pekerja Daftar Harga MaterialDocumento15 pagineA. Daftar Harga Material Dan Pekerja Daftar Harga MaterialtiantaufikNessuna valutazione finora
- Uefa Euro 2021Documento1 paginaUefa Euro 2021tiantaufikNessuna valutazione finora
- UBL3 - 4-E-0-J1-CS-IC2-002R - R0 - Calculation Sheet For Control Valve For SAGS Area - FI - Stamp As BuiltDocumento7 pagineUBL3 - 4-E-0-J1-CS-IC2-002R - R0 - Calculation Sheet For Control Valve For SAGS Area - FI - Stamp As Builttiantaufik100% (1)
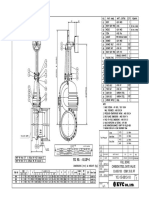
- UBL34-0-L2-GA-AA7-001-API-061 R3 GA Drawing - Untuk Pak Robi PDFDocumento2 pagineUBL34-0-L2-GA-AA7-001-API-061 R3 GA Drawing - Untuk Pak Robi PDFtiantaufik100% (1)
- UBL34-0-L2-GA-AA7-001-API-061 R3 GA Drawing - Untuk Pak Robi PDFDocumento2 pagineUBL34-0-L2-GA-AA7-001-API-061 R3 GA Drawing - Untuk Pak Robi PDFtiantaufikNessuna valutazione finora
- Output PIPESIM 27 April 2018Documento3 pagineOutput PIPESIM 27 April 2018tiantaufikNessuna valutazione finora
- Well Output Curves For Ulubelu Unit 3Documento4 pagineWell Output Curves For Ulubelu Unit 3tiantaufikNessuna valutazione finora
- UBL3 - 4-E-1-LO-EF-ACO-001P - R7 - P - I Diagram Auxiliary Cooling Water System For Unit 3 (PL225851 - RevG) PDFDocumento1 paginaUBL3 - 4-E-1-LO-EF-ACO-001P - R7 - P - I Diagram Auxiliary Cooling Water System For Unit 3 (PL225851 - RevG) PDFtiantaufikNessuna valutazione finora
- Project Schedule - W - Weighting FactorDocumento1 paginaProject Schedule - W - Weighting Factortiantaufik100% (1)
- UBL34-0-L2-GA-AA7-001-API-061 R3 GA Drawing - Untuk Pak Robi PDFDocumento2 pagineUBL34-0-L2-GA-AA7-001-API-061 R3 GA Drawing - Untuk Pak Robi PDFtiantaufikNessuna valutazione finora
- StrainDocumento2 pagineStraintiantaufikNessuna valutazione finora
- UBL3 - 4-E-0-J1-DS-IC2-007R - R8 - DS For Pitot Tube (Annubar) For SAGS - FC - Stamp As BuiltDocumento3 pagineUBL3 - 4-E-0-J1-DS-IC2-007R - R8 - DS For Pitot Tube (Annubar) For SAGS - FC - Stamp As BuilttiantaufikNessuna valutazione finora
- MitsubishiDocumento6 pagineMitsubishitiantaufikNessuna valutazione finora
- MOM Engineering Multidiscipline MeetingDocumento2 pagineMOM Engineering Multidiscipline MeetingtiantaufikNessuna valutazione finora
- UBL3 - 4-E-0-J1-DS-IC2-001R - R5 - DS of Control Valve For SAGS Area - FC - Stamp As Built PDFDocumento3 pagineUBL3 - 4-E-0-J1-DS-IC2-001R - R5 - DS of Control Valve For SAGS Area - FC - Stamp As Built PDFtiantaufik100% (2)
- Pipe Support Types and Functions for Foundations and StructuresDocumento1 paginaPipe Support Types and Functions for Foundations and StructurestiantaufikNessuna valutazione finora
- Microstation Training Syllabus GuideDocumento2 pagineMicrostation Training Syllabus GuidetiantaufikNessuna valutazione finora
- Item Description Nominal Diameter Main (MM)Documento5 pagineItem Description Nominal Diameter Main (MM)tiantaufikNessuna valutazione finora
- Industrial Valves Ð Metallic Butterfly Valves: British Standard BS EN 593:1998Documento14 pagineIndustrial Valves Ð Metallic Butterfly Valves: British Standard BS EN 593:1998panduranganraghurama100% (1)
- Compresor Xats 800 CD7 BookDocumento136 pagineCompresor Xats 800 CD7 BookJose Villamil Ruiz100% (1)
- Dynamic PumpsDocumento38 pagineDynamic PumpsShayn Shayn100% (3)
- P&id PDFDocumento1 paginaP&id PDFeuitimecNessuna valutazione finora
- Tech Series 35Documento1 paginaTech Series 35OSCAR E. PUCUHUAYLA CNessuna valutazione finora
- Flowfit CYA251: Technical InformationDocumento12 pagineFlowfit CYA251: Technical InformationAngelica BarbaraNessuna valutazione finora
- Fittings Report 1Documento17 pagineFittings Report 1Keith BryantNessuna valutazione finora
- Seawater Service Pressure Relief Valve: ModelDocumento2 pagineSeawater Service Pressure Relief Valve: ModelHemant RasamNessuna valutazione finora
- Valve Standards ISO API ASMEDocumento1 paginaValve Standards ISO API ASMEGohilakrishnan ThiagarajanNessuna valutazione finora
- SB 762 IndentDocumento200 pagineSB 762 Indentanon_687665429Nessuna valutazione finora
- Milton Roy NPSH GuidelineDocumento19 pagineMilton Roy NPSH Guidelinesurawutwijarn100% (1)
- Hydraulics IOEDocumento169 pagineHydraulics IOEEr. Satya Narayan ShahNessuna valutazione finora
- Observation and Analysis of Results, Conclusion, RecommendationDocumento2 pagineObservation and Analysis of Results, Conclusion, RecommendationJerome Magno73% (11)
- Manhour Productivity RatesDocumento7 pagineManhour Productivity RatesSpeedster Exhalted100% (1)
- Hamm RollerDocumento192 pagineHamm RollerNguyen Ngoc88% (42)
- Non Dimensional NumbersDocumento29 pagineNon Dimensional NumbersNetaa sachinNessuna valutazione finora
- Axial Flow CompressorsDocumento25 pagineAxial Flow Compressorsvashu patelNessuna valutazione finora
- Engine Room Simplified Piping and Er Arrangement PDFDocumento4 pagineEngine Room Simplified Piping and Er Arrangement PDFKranthi Kiran100% (1)
- STEAM BLOWING AND BOILER SAFETYDocumento30 pagineSTEAM BLOWING AND BOILER SAFETYSaravana KumarNessuna valutazione finora
- Group 14 : Strainers, Traps, Fine-Mesh Filters Filling Device For Methanol Drain DeviceDocumento3 pagineGroup 14 : Strainers, Traps, Fine-Mesh Filters Filling Device For Methanol Drain DeviceLPG Equipment Consulting and ServicesNessuna valutazione finora
- BATANGAS STATE UNIVERSITY MECHANICAL ENGINEERING PRELIM EXAMDocumento1 paginaBATANGAS STATE UNIVERSITY MECHANICAL ENGINEERING PRELIM EXAMJeff Noah MendozaNessuna valutazione finora
- Unit 2Documento6 pagineUnit 2hariharanbookNessuna valutazione finora
- Stg-1 TDBFP Isolation NormalisationDocumento4 pagineStg-1 TDBFP Isolation Normalisationnetygen1Nessuna valutazione finora
- Plant Design For Slurry HandlingDocumento6 paginePlant Design For Slurry HandlingJose BustosNessuna valutazione finora
- Ansi Hi 1 1 1 2 2000 Centrifugal Pumps PDFDocumento74 pagineAnsi Hi 1 1 1 2 2000 Centrifugal Pumps PDFAnonymous kGzgWR7HNessuna valutazione finora
- Datasheet For Restriction OrificeDocumento1 paginaDatasheet For Restriction OrificeRajesh Rajesh50% (2)
- 320D HidraulicoDocumento2 pagine320D Hidraulicosilvanioqueiroz100% (1)
- Chapter-0 Control Valves Handbook PDFDocumento60 pagineChapter-0 Control Valves Handbook PDFOscarGomezMecanico100% (1)
- Method For Calculating Stud Bolt Lengths For Flanged ConnectionsDocumento2 pagineMethod For Calculating Stud Bolt Lengths For Flanged ConnectionsJebran100% (1)
- PCV SpecDocumento17 paginePCV SpecmritsoudisNessuna valutazione finora
- Transformed: Moving to the Product Operating ModelDa EverandTransformed: Moving to the Product Operating ModelValutazione: 4 su 5 stelle4/5 (1)
- Artificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureDa EverandArtificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureValutazione: 4.5 su 5 stelle4.5/5 (2)
- Operational Amplifier Circuits: Analysis and DesignDa EverandOperational Amplifier Circuits: Analysis and DesignValutazione: 4.5 su 5 stelle4.5/5 (2)
- Understanding Automotive Electronics: An Engineering PerspectiveDa EverandUnderstanding Automotive Electronics: An Engineering PerspectiveValutazione: 3.5 su 5 stelle3.5/5 (16)
- The Maker's Field Guide: The Art & Science of Making Anything ImaginableDa EverandThe Maker's Field Guide: The Art & Science of Making Anything ImaginableNessuna valutazione finora
- Nir Eyal's Hooked: Proven Strategies for Getting Up to Speed Faster and Smarter SummaryDa EverandNir Eyal's Hooked: Proven Strategies for Getting Up to Speed Faster and Smarter SummaryValutazione: 4 su 5 stelle4/5 (5)
- The Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsDa EverandThe Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsNessuna valutazione finora
- Delft Design Guide -Revised edition: Perspectives- Models - Approaches - MethodsDa EverandDelft Design Guide -Revised edition: Perspectives- Models - Approaches - MethodsNessuna valutazione finora
- Design for How People Think: Using Brain Science to Build Better ProductsDa EverandDesign for How People Think: Using Brain Science to Build Better ProductsValutazione: 4 su 5 stelle4/5 (8)
- CNC Trade Secrets: A Guide to CNC Machine Shop PracticesDa EverandCNC Trade Secrets: A Guide to CNC Machine Shop PracticesNessuna valutazione finora
- Design Is The Problem: The Future of Design Must Be SustainableDa EverandDesign Is The Problem: The Future of Design Must Be SustainableValutazione: 1.5 su 5 stelle1.5/5 (2)
- The Box: How the Shipping Container Made the World Smaller and the World Economy Bigger - Second Edition with a new chapter by the authorDa EverandThe Box: How the Shipping Container Made the World Smaller and the World Economy Bigger - Second Edition with a new chapter by the authorValutazione: 4 su 5 stelle4/5 (7)
- Electrical Principles and Technology for EngineeringDa EverandElectrical Principles and Technology for EngineeringValutazione: 4 su 5 stelle4/5 (4)
- Design Thinking and Innovation Metrics: Powerful Tools to Manage Creativity, OKRs, Product, and Business SuccessDa EverandDesign Thinking and Innovation Metrics: Powerful Tools to Manage Creativity, OKRs, Product, and Business SuccessNessuna valutazione finora
- The Designer's Guide to the Cortex-M Processor FamilyDa EverandThe Designer's Guide to the Cortex-M Processor FamilyNessuna valutazione finora
- Iconic Advantage: Don’t Chase the New, Innovate the OldDa EverandIconic Advantage: Don’t Chase the New, Innovate the OldValutazione: 4 su 5 stelle4/5 (1)
- Electrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tDa EverandElectrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tValutazione: 4.5 su 5 stelle4.5/5 (27)
- Contractor's Guide for Installation of Gasketed PVC Pipe for Water / for SewerDa EverandContractor's Guide for Installation of Gasketed PVC Pipe for Water / for SewerValutazione: 5 su 5 stelle5/5 (1)
- Articulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperienceDa EverandArticulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperienceValutazione: 4 su 5 stelle4/5 (19)
- The User's Journey: Storymapping Products That People LoveDa EverandThe User's Journey: Storymapping Products That People LoveValutazione: 3.5 su 5 stelle3.5/5 (8)
- What to Expect When You're Expecting Robots: The Future of Human-Robot CollaborationDa EverandWhat to Expect When You're Expecting Robots: The Future of Human-Robot CollaborationValutazione: 4.5 su 5 stelle4.5/5 (2)
- UX: Simple and Effective Methods for Designing UX Great Products Using UX Programming TheoriesDa EverandUX: Simple and Effective Methods for Designing UX Great Products Using UX Programming TheoriesNessuna valutazione finora