Potrebbero piacerti anche
- SDDSDDocumento1 paginaSDDSDJulio Cesar Santos de JesusNessuna valutazione finora
- Tool Holder DrawingDocumento1 paginaTool Holder DrawingAndy LNessuna valutazione finora
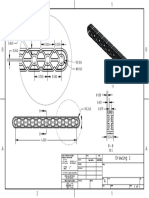
- Side View PIN Crimp Ring: Recommended Cable Stripping Dimensions RG-58 Cable Consma007-R58 Assembly InstructionsDocumento1 paginaSide View PIN Crimp Ring: Recommended Cable Stripping Dimensions RG-58 Cable Consma007-R58 Assembly Instructionsmyfutn-re8512Nessuna valutazione finora
- Crimp Ring Recommended Mounting Hole Pin Chuck SocketDocumento1 paginaCrimp Ring Recommended Mounting Hole Pin Chuck SocketMarcos ZanelliNessuna valutazione finora
- 09-Sep-17 06-Apr-2022 17:52 PLATAFORMAS 0.std: Job No Sheet No RevDocumento1 pagina09-Sep-17 06-Apr-2022 17:52 PLATAFORMAS 0.std: Job No Sheet No RevJulio Cesar Santos de JesusNessuna valutazione finora
- Drum SpecsDocumento2 pagineDrum SpecsThirusuganNessuna valutazione finora
- DFDFFFFDocumento1 paginaDFDFFFFJulio Cesar Santos de JesusNessuna valutazione finora
- 12-Feb-19 16-May-2019 11:40 Structure1.std: Job No Sheet No RevDocumento1 pagina12-Feb-19 16-May-2019 11:40 Structure1.std: Job No Sheet No RevCharles HutabaratNessuna valutazione finora
- Draw 2Documento1 paginaDraw 2dinoardianto2526Nessuna valutazione finora
- Base Magnetica 6306-1020Documento1 paginaBase Magnetica 6306-1020Martin Andre AlburquequeNessuna valutazione finora
- Draw 6Documento1 paginaDraw 6dinoardianto2526Nessuna valutazione finora
- HPC 19311 04 01 03Documento1 paginaHPC 19311 04 01 03phong viNessuna valutazione finora
- Query PrintasdsdDocumento1 paginaQuery PrintasdsdJulio Cesar Santos de JesusNessuna valutazione finora
- Anchors Shall Be Hot Stamped To Show Rail Size and Date of Manufacturing (Date Code) - Dimensions in Inches (Millimeters)Documento1 paginaAnchors Shall Be Hot Stamped To Show Rail Size and Date of Manufacturing (Date Code) - Dimensions in Inches (Millimeters)didbeauNessuna valutazione finora
- ADSDSDDocumento1 paginaADSDSDJulio Cesar Santos de JesusNessuna valutazione finora
- Nalon ViperDocumento8 pagineNalon ViperDonJohnsonNessuna valutazione finora
- 12146AKDocumento9 pagine12146AKHisham MehremNessuna valutazione finora
- 9311-60214 PDDDocumento1 pagina9311-60214 PDDsathis13me44Nessuna valutazione finora
- 1 - Base 1 2 - Pinch Off Tools: Item Part No Description QTYDocumento1 pagina1 - Base 1 2 - Pinch Off Tools: Item Part No Description QTYdinoardianto2526Nessuna valutazione finora
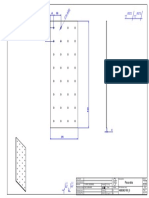
- Job Muka RataDocumento1 paginaJob Muka RataAswan SembiringNessuna valutazione finora
- 1211-40167 PDDDocumento1 pagina1211-40167 PDDsac.compuwestNessuna valutazione finora
- Draw 3Documento1 paginaDraw 3dinoardianto2526Nessuna valutazione finora
- Trammel ToyDocumento1 paginaTrammel ToyJennifer WangNessuna valutazione finora
- PRNT 84128Documento1 paginaPRNT 84128harelNessuna valutazione finora
- 07-Feb-23 09-Feb-2023 23:54 PEB 40x40 Trial 1.std: Job No Sheet No RevDocumento1 pagina07-Feb-23 09-Feb-2023 23:54 PEB 40x40 Trial 1.std: Job No Sheet No RevsreerahNessuna valutazione finora
- 21-Dec-2017 09:09 Tower - STD: Job No Sheet No RevDocumento1 pagina21-Dec-2017 09:09 Tower - STD: Job No Sheet No RevArbiel GhumlasNessuna valutazione finora
- PRNT 84127Documento1 paginaPRNT 84127harelNessuna valutazione finora
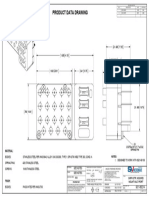
- Electrical Specifications: Sma Female 2 PlacesDocumento1 paginaElectrical Specifications: Sma Female 2 PlacesThanh Son NguyenNessuna valutazione finora
- A SASASDocumento1 paginaA SASASJulio Cesar Santos de JesusNessuna valutazione finora
- Draw 4Documento1 paginaDraw 4dinoardianto2526Nessuna valutazione finora
- AsdsdsDocumento1 paginaAsdsdsJulio Cesar Santos de JesusNessuna valutazione finora
- Vega 30 Oz13755Documento14 pagineVega 30 Oz13755santiago.a.griffinNessuna valutazione finora
- Datasheet - HK 1ss357 2716684Documento2 pagineDatasheet - HK 1ss357 2716684Jairo Antonio Carreño RodriguezNessuna valutazione finora
- Bcg10 Series: Noloa Voltage Stal Mode at Maximum EfficiencyDocumento1 paginaBcg10 Series: Noloa Voltage Stal Mode at Maximum Efficiency何廣雷Nessuna valutazione finora
- Orb ScanDocumento2 pagineOrb ScanTech SHOWNessuna valutazione finora
- Part Number 2875 - 2820, Tapered Roller Bearings - TS (Tapered Single) ImperialDocumento5 paginePart Number 2875 - 2820, Tapered Roller Bearings - TS (Tapered Single) ImperialGỗ MộcNessuna valutazione finora
- Data Sheets ImportantesDocumento4 pagineData Sheets ImportantesFabiano Ferreira SaldanhaNessuna valutazione finora
- Impeller - Skin Cut HubDocumento1 paginaImpeller - Skin Cut HubAditya PrajasNessuna valutazione finora
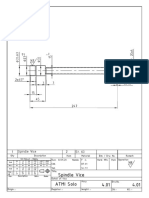
- Spindle ViceDocumento1 paginaSpindle ViceGregurius DaniswaraNessuna valutazione finora
- AnBon-S9014 C541685Documento4 pagineAnBon-S9014 C541685karlos OliveraNessuna valutazione finora
- SRDA3.3-6 and SRDA05-6 8Documento1 paginaSRDA3.3-6 and SRDA05-6 8yujuncheng12Nessuna valutazione finora
- CHF190104xBF Series 800 W Power RF Flanged Chip Termination/ResistorDocumento1 paginaCHF190104xBF Series 800 W Power RF Flanged Chip Termination/ResistorMPIMLACNessuna valutazione finora
- Part 777Documento1 paginaPart 777Omri AgaiNessuna valutazione finora
- Notes:: ThermxDocumento1 paginaNotes:: ThermxTruong CaoNessuna valutazione finora
- 3DMM CSWP 027Documento1 pagina3DMM CSWP 027mlik borhenNessuna valutazione finora
- Model: G-070-VG: Direct Drive Centrifugal Roof Exhaust FanDocumento2 pagineModel: G-070-VG: Direct Drive Centrifugal Roof Exhaust FanJoseph DavidNessuna valutazione finora
- 039 16Documento2 pagine039 16Phillip YunNessuna valutazione finora
- SOD123Documento5 pagineSOD123stefano soriceNessuna valutazione finora
- Side View Back View Recommended Footprint: CONSMA001 1.0Documento1 paginaSide View Back View Recommended Footprint: CONSMA001 1.0myfutn-re8512Nessuna valutazione finora
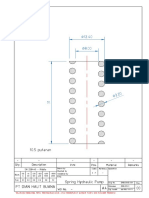
- 10.5 Putaran: Qty. - Description P/N Pos. - Material RemarksDocumento1 pagina10.5 Putaran: Qty. - Description P/N Pos. - Material RemarksAdam YunusNessuna valutazione finora
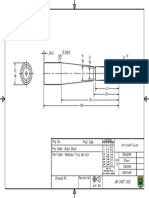
- Job Bubut TirusDocumento1 paginaJob Bubut TirusAswan SembiringNessuna valutazione finora
- PlocaDocumento1 paginaPlocadbaNessuna valutazione finora
- Approval Drawn Date Ecn No Description Index Rev No: Surface RoughnessDocumento1 paginaApproval Drawn Date Ecn No Description Index Rev No: Surface RoughnesssathishNessuna valutazione finora
- Schematic Design Drawings: CsidetailDocumento36 pagineSchematic Design Drawings: CsidetailBarani BaraniNessuna valutazione finora
- Limits Fits TolerancesDocumento77 pagineLimits Fits Tolerancessunil_gundNessuna valutazione finora
- Query Print11Documento1 paginaQuery Print11Julio Cesar Santos de JesusNessuna valutazione finora
- Client:: Denah Rencana LT 1 Denah Rencana LT 2Documento1 paginaClient:: Denah Rencana LT 1 Denah Rencana LT 2FahrialNessuna valutazione finora
- CCDC JSDL S20 08 eDocumento2 pagineCCDC JSDL S20 08 eLuong LeNessuna valutazione finora
- A3 Mybmrchuc: VDP-1507-G010-D00-01Documento1 paginaA3 Mybmrchuc: VDP-1507-G010-D00-01tênchỉđểgọiNessuna valutazione finora
- Chunn Chum GasDocumento5 pagineChunn Chum GasOlavo PastoreNessuna valutazione finora
- A Colmeia nr5 Colmeia SchirmerDocumento12 pagineA Colmeia nr5 Colmeia SchirmerOlavo PastoreNessuna valutazione finora
- Sanding BlockDocumento3 pagineSanding BlockOlavo Pastore100% (1)
- ASP Magnum SC DC ManDocumento2 pagineASP Magnum SC DC Manhuck09Nessuna valutazione finora
- Manual SuperTigreDocumento9 pagineManual SuperTigreOlavo PastoreNessuna valutazione finora
- Mds Inst2003 LRDocumento4 pagineMds Inst2003 LROlavo PastoreNessuna valutazione finora
- 049 SurestartDocumento4 pagine049 SurestartOlavo PastoreNessuna valutazione finora
- Section 19 Description of Bench and Floor Grinders and Grinding WheelsDocumento6 pagineSection 19 Description of Bench and Floor Grinders and Grinding WheelsOlavo PastoreNessuna valutazione finora
- Work Holding Devices - Description of PDFDocumento20 pagineWork Holding Devices - Description of PDFOlavo PastoreNessuna valutazione finora
- 049 Babe BeeDocumento2 pagine049 Babe BeeOlavo PastoreNessuna valutazione finora
- HA 102 ConfigManualDocumento9 pagineHA 102 ConfigManualOlavo PastoreNessuna valutazione finora
- X 7478 X 20Documento9 pagineX 7478 X 20Kabir Sai Prasanna SuryavanshNessuna valutazione finora
- Airplane Brushless Motor ChartDocumento2 pagineAirplane Brushless Motor ChartOlavo PastoreNessuna valutazione finora
- Delta-Rockwell 7 Inch SharperDocumento16 pagineDelta-Rockwell 7 Inch SharperOlavo PastoreNessuna valutazione finora
- V Block PDFDocumento6 pagineV Block PDFOlavo PastoreNessuna valutazione finora
- Workholding MethodDocumento37 pagineWorkholding MethodAinii KunNessuna valutazione finora
- Boxford 8 Inch Shaper PDFDocumento21 pagineBoxford 8 Inch Shaper PDFOlavo PastoreNessuna valutazione finora
- Shaper Work Delmar ContentsDocumento7 pagineShaper Work Delmar ContentstaiwestNessuna valutazione finora
- Machine Shop Projects Beginner PDFDocumento63 pagineMachine Shop Projects Beginner PDFOlavo PastoreNessuna valutazione finora
- How To Oil The Shaper PDFDocumento8 pagineHow To Oil The Shaper PDFOlavo PastoreNessuna valutazione finora
- Shaper Work Delmar Chapter 1Documento32 pagineShaper Work Delmar Chapter 1Olavo PastoreNessuna valutazione finora
- Description of Shaper Tool Holder and Shaper ToolsDocumento16 pagineDescription of Shaper Tool Holder and Shaper Toolstaiwest100% (1)
- Prius Basic InstructionsDocumento2 paginePrius Basic InstructionsModestas MartišiusNessuna valutazione finora
- Jetting How ToDocumento1 paginaJetting How ToMinibikeTechNessuna valutazione finora
- FS FLIRT en END PDFDocumento4 pagineFS FLIRT en END PDFAhmet HamamcıoğluNessuna valutazione finora
- 6BT (210, 2600, 2891, INT, Nov 00, M-90761) PDFDocumento2 pagine6BT (210, 2600, 2891, INT, Nov 00, M-90761) PDFCrespo Jorge100% (1)
- 6120+aisikai AtsDocumento1 pagina6120+aisikai AtsАлександр ЩеблыкинNessuna valutazione finora
- A Seminar On Practical Training At: Diesel Locomotive Shed, BGKT, JodhpurDocumento12 pagineA Seminar On Practical Training At: Diesel Locomotive Shed, BGKT, JodhpurSudhir VyasNessuna valutazione finora
- Carros Do Filme 60 SegundosDocumento14 pagineCarros Do Filme 60 SegundosevandroordnaveNessuna valutazione finora
- New Applications Turbodriven Catalogue 05 2019Documento64 pagineNew Applications Turbodriven Catalogue 05 2019pradieptaNessuna valutazione finora
- A40f FSDocumento24 pagineA40f FSAndrea797Nessuna valutazione finora
- CI & PL 220330 DraftDocumento2 pagineCI & PL 220330 DraftHafiz A.NNessuna valutazione finora
- ValveDocumento5 pagineValveJayson GeraldoNessuna valutazione finora
- SprinterDocumento2 pagineSprinterWillie PennerNessuna valutazione finora
- 16V71 Oil Pressure RegulatorDocumento1 pagina16V71 Oil Pressure RegulatorRicky BurtonshawNessuna valutazione finora
- Marine Component Parts List: Part No N41792Documento210 pagineMarine Component Parts List: Part No N41792Alfonso Rivas100% (1)
- Model: C2250 D5 Frequency: 50 HZ Fuel Type: Diesel: Generator Set Data SheetDocumento3 pagineModel: C2250 D5 Frequency: 50 HZ Fuel Type: Diesel: Generator Set Data Sheetarshadtabassum782Nessuna valutazione finora
- Benelli Leoncino 500 Parts ListDocumento74 pagineBenelli Leoncino 500 Parts ListollebliajimNessuna valutazione finora
- Urvan: The Nissan Urvan Premium Photo May Vary From Actual UnitDocumento5 pagineUrvan: The Nissan Urvan Premium Photo May Vary From Actual UnitJulieAnnPaguicanNessuna valutazione finora
- 2012 Audi q5 sq5Documento16 pagine2012 Audi q5 sq5tterrNessuna valutazione finora
- Permanent-Magnet Starter Motor (Automobile)Documento3 paginePermanent-Magnet Starter Motor (Automobile)prasad100% (1)
- 210le Landscape Loader Man-1997 PDFDocumento868 pagine210le Landscape Loader Man-1997 PDFusuario29000100% (2)
- Service Manual GM 8.1 QuantumDocumento171 pagineService Manual GM 8.1 QuantumNatan HernandezNessuna valutazione finora
- Component Locator: Engine Covers and Component Assemblies (1 of 2)Documento24 pagineComponent Locator: Engine Covers and Component Assemblies (1 of 2)Wilmer HuangaNessuna valutazione finora
- Hyundai-Sime Darby Motors Sdn. Bhd. (222391-P) Customer Careline / 24-7 Roadside Assist Hyundai MalaysiaDocumento14 pagineHyundai-Sime Darby Motors Sdn. Bhd. (222391-P) Customer Careline / 24-7 Roadside Assist Hyundai MalaysiaAbou Mariya MoadNessuna valutazione finora
- Stanadyne de Pump Timing InstructionsDocumento1 paginaStanadyne de Pump Timing Instructionskonstantin chekan100% (1)
- 1GR FE LubricationDocumento19 pagine1GR FE LubricationJesus LayaNessuna valutazione finora
- Mitsubishi Diesel Engine - S12R-PTA-DDocumento2 pagineMitsubishi Diesel Engine - S12R-PTA-DMohamed islam AhmedNessuna valutazione finora
- Heated O2 Sensor-5SFE-ECM-DIAGNOSTICSDocumento4 pagineHeated O2 Sensor-5SFE-ECM-DIAGNOSTICSteachnatoNessuna valutazione finora
- Stock Items 271020061Documento4 pagineStock Items 271020061api-3832309Nessuna valutazione finora
- Şema PDFDocumento17 pagineŞema PDFHalil kara100% (1)
- Repair Manual D2862 LE SeriesDocumento574 pagineRepair Manual D2862 LE SeriesBayanaka Tehnik95% (21)