Potrebbero piacerti anche
- 047 PDFDocumento345 pagine047 PDFLuisTolosaNessuna valutazione finora
- 05 CB534D Machine Systems Tech InstDocumento23 pagine05 CB534D Machine Systems Tech InstMahmmod Al-QawasmehNessuna valutazione finora
- Adyxen Leak Detection TechniquesDocumento14 pagineAdyxen Leak Detection TechniquesSavij_ChouhanNessuna valutazione finora
- Uha 32-2Documento1 paginaUha 32-2Lipika GayenNessuna valutazione finora
- Komatsu Hydraulic Excavator Pc27mr 35mr 2 Operation Maintenance ManualDocumento20 pagineKomatsu Hydraulic Excavator Pc27mr 35mr 2 Operation Maintenance Manualjacob100% (40)
- Parts Catalogue For Pramac tx1229-35Documento12 pagineParts Catalogue For Pramac tx1229-35Петр100% (2)
- Asme Questions and Answers Part IIIDocumento6 pagineAsme Questions and Answers Part IIIYan FerizalNessuna valutazione finora
- SOP-030 - Rev0 Mic10 Mic20Documento2 pagineSOP-030 - Rev0 Mic10 Mic20Stephen LewellenNessuna valutazione finora
- Pump Energy Efficiency Calculation ToolDocumento8 paginePump Energy Efficiency Calculation Toolqwerty_conanNessuna valutazione finora
- Insulation Inspection ReportDocumento1 paginaInsulation Inspection ReportKarthikNessuna valutazione finora
- Contoh ItpDocumento3 pagineContoh Itphafiz elektroNessuna valutazione finora
- Autonmous Maint TPM Club IndiaDocumento36 pagineAutonmous Maint TPM Club IndiaUmesh Katare100% (3)
- Material Information Sheet For Plates: Erndtebrücker EisenwerkDocumento2 pagineMaterial Information Sheet For Plates: Erndtebrücker EisenwerkAhmad KamilNessuna valutazione finora
- Vacuum Boxes TestDocumento3 pagineVacuum Boxes TestTomy GeorgeNessuna valutazione finora
- ST 37Documento7 pagineST 37rendra.farisrNessuna valutazione finora
- Parker Re15196 - 2013-12Documento16 pagineParker Re15196 - 2013-12Ashley Dean100% (1)
- Wa470 6Documento1.680 pagineWa470 6Jose Angel Basanta HernandezNessuna valutazione finora
- Acoustic Emission Testing of Pressure Vessel - ASME Section V, ASNT - 24 Feb 2011Documento84 pagineAcoustic Emission Testing of Pressure Vessel - ASME Section V, ASNT - 24 Feb 2011concord1103Nessuna valutazione finora
- Parts Catalog: 1270D Wheel Harvester (0001-0997)Documento772 pagineParts Catalog: 1270D Wheel Harvester (0001-0997)NunesSergioNessuna valutazione finora
- Hydrotest Procedure - UTCL Hirmi AQC & PHDocumento12 pagineHydrotest Procedure - UTCL Hirmi AQC & PHJOHnNessuna valutazione finora
- 7241 PDFDocumento458 pagine7241 PDFNolberto Castillo100% (3)
- Curso Leak DetectionDocumento21 pagineCurso Leak DetectionDurgamadhaba Mishra100% (1)
- Hardness Pro Form1Documento2 pagineHardness Pro Form1gst ajah100% (1)
- Palas Hidraulicas Sobre Orugas Cat 6060Documento12 paginePalas Hidraulicas Sobre Orugas Cat 6060thavo220% (1)
- External Ring BeamDocumento8 pagineExternal Ring Beamorode franklynNessuna valutazione finora
- Re 10460Documento20 pagineRe 10460Ahmed Abd ElhakeemNessuna valutazione finora
- Proposed Warehouse ConstructionDocumento14 pagineProposed Warehouse Constructionorode franklynNessuna valutazione finora
- EGE00B25Documento8 pagineEGE00B25Jhonny Rafael Blanco CauraNessuna valutazione finora
- ASME Sección V - Artículo 6Documento9 pagineASME Sección V - Artículo 6Jhonathan ST100% (1)
- Liebherr Crane LTM 1220-5.2 FolderDocumento12 pagineLiebherr Crane LTM 1220-5.2 FolderMarcus DambrosNessuna valutazione finora
- Cs & Las Impact Req - Asme Sec Viii Div 2Documento16 pagineCs & Las Impact Req - Asme Sec Viii Div 2AmitNarayanNitnawareNessuna valutazione finora
- Treinamento Hidraulico Pá Carregadeira SDLG 958 - Loader-Hydraulic-Training-Courseware PDFDocumento159 pagineTreinamento Hidraulico Pá Carregadeira SDLG 958 - Loader-Hydraulic-Training-Courseware PDFVânio Coelho100% (3)
- 7100 XXXX HDPEDocumento2 pagine7100 XXXX HDPEQii BagerNessuna valutazione finora
- Pressure Relief and Anti-Cavitation Valves (Cartridge Type) For Mobile ApplicationsDocumento12 paginePressure Relief and Anti-Cavitation Valves (Cartridge Type) For Mobile ApplicationsOleg080Nessuna valutazione finora
- Linde H40 45 50Documento6 pagineLinde H40 45 50Lucas IbañezNessuna valutazione finora
- Reg. 338 Boiler and Super Heater Tubes, Headers and Other Pressure Parts TubesDocumento4 pagineReg. 338 Boiler and Super Heater Tubes, Headers and Other Pressure Parts TubesWASIM MAKANDARNessuna valutazione finora
- R9350 enGB-US 11 07 11723-0 LeibherDocumento22 pagineR9350 enGB-US 11 07 11723-0 LeibherRiady SulindroNessuna valutazione finora
- Asme Sec VDocumento1 paginaAsme Sec VAnonymous 4e7GNjzGWNessuna valutazione finora
- Ferr It Scope Procedure 1Documento7 pagineFerr It Scope Procedure 1Abd Rahman AliasNessuna valutazione finora
- Mds-Sparkler Filter F-304Documento1 paginaMds-Sparkler Filter F-304Vipul Gandhi50% (2)
- Stress Relieving ProcedureDocumento1 paginaStress Relieving ProcedureCorrosion FactoryNessuna valutazione finora
- Hydrotest Procedure For PipingDocumento4 pagineHydrotest Procedure For Pipingsuria qaqcNessuna valutazione finora
- Manufacturing and Commissioning of Large Size UHV Class Vacuum Vessel For Indian Test Facility (INTF) For Neutral BeamsDocumento8 pagineManufacturing and Commissioning of Large Size UHV Class Vacuum Vessel For Indian Test Facility (INTF) For Neutral Beamsaraz_1985100% (1)
- Holiday Detector SK22436Documento1 paginaHoliday Detector SK22436Mohammad ShamimNessuna valutazione finora
- Post Weld Heat Treatment Procedure: Doc No: STS/QAC/SOP/12Documento18 paginePost Weld Heat Treatment Procedure: Doc No: STS/QAC/SOP/12mohd as shahiddin jafriNessuna valutazione finora
- Kit 138 New Bresle Salt PDFDocumento2 pagineKit 138 New Bresle Salt PDFDian FaraNessuna valutazione finora
- Epofine 4859 - Finehard 4859Documento3 pagineEpofine 4859 - Finehard 4859Karishma PrabhuNessuna valutazione finora
- Exp-6 Creep TestDocumento6 pagineExp-6 Creep TestHanamant HunashikattiNessuna valutazione finora
- ASTM D2029-97 - Standard Test Methods For Water Vapor Content of Electrical Insulating Gases by Measurement of Dew Point1Documento6 pagineASTM D2029-97 - Standard Test Methods For Water Vapor Content of Electrical Insulating Gases by Measurement of Dew Point1Mateus Banuth100% (1)
- Sample Tensiometer ReportDocumento21 pagineSample Tensiometer ReportMohd Firdaus WahabNessuna valutazione finora
- Steel Wedge Gate Valves (Flanged and Butt-Welding Ends) For The Petroleum, Petrochemical and Allied IndustriesDocumento28 pagineSteel Wedge Gate Valves (Flanged and Butt-Welding Ends) For The Petroleum, Petrochemical and Allied IndustriesImed BenNessuna valutazione finora
- Thermo Fisher Scientific XL3 XL2 Hardware OverviewDocumento37 pagineThermo Fisher Scientific XL3 XL2 Hardware OverviewMAmar100% (1)
- PDS Na GTS65 PDFDocumento2 paginePDS Na GTS65 PDFMoaatazz NouisriNessuna valutazione finora
- PTFEDocumento1 paginaPTFEIkhsan LyNessuna valutazione finora
- Asme Ix Int Vol26Documento17 pagineAsme Ix Int Vol26Julio CastilhosNessuna valutazione finora
- Linea de Produccion de Cilindros de GLPDocumento12 pagineLinea de Produccion de Cilindros de GLPLuis E. ColmenaresNessuna valutazione finora
- Access Door 2016Documento4 pagineAccess Door 2016Roy Anthone LaysonNessuna valutazione finora
- RMG 4015 Crack Depth MeasurementDocumento4 pagineRMG 4015 Crack Depth MeasurementJozmel Blancas CamarenaNessuna valutazione finora
- Continuous Emissions Monitoring System II: Gasmet Technologies, April 2010Documento27 pagineContinuous Emissions Monitoring System II: Gasmet Technologies, April 2010Andy LuthorNessuna valutazione finora
- Maintenance and User Manual: Borehole TV Camera Inspection System Setting Up InstructionsDocumento21 pagineMaintenance and User Manual: Borehole TV Camera Inspection System Setting Up InstructionsFranklin L SilvaNessuna valutazione finora
- Asian Paints PuDocumento2 pagineAsian Paints PuAkash BadwaikNessuna valutazione finora
- ITP Low Tempt Test - RevDocumento6 pagineITP Low Tempt Test - RevAgus GunawanNessuna valutazione finora
- Oil Gas Construction Factory L.L.CDocumento2 pagineOil Gas Construction Factory L.L.CRenny DevassyNessuna valutazione finora
- SA 387 Grade 91 Class 2Documento4 pagineSA 387 Grade 91 Class 2briang-2Nessuna valutazione finora
- FS 3302 - FS-Temperature Transmitter (Electronic)Documento10 pagineFS 3302 - FS-Temperature Transmitter (Electronic)Binu ManiNessuna valutazione finora
- Knife Gate Valve Testing Procedure Rev. 2Documento2 pagineKnife Gate Valve Testing Procedure Rev. 2mehtahemalNessuna valutazione finora
- Procedure Demonstration RecordDocumento5 pagineProcedure Demonstration RecordSantanu SahaNessuna valutazione finora
- Spec ListDocumento27 pagineSpec ListArun CPNessuna valutazione finora
- ASTM E2884 13e1Documento7 pagineASTM E2884 13e1tkNessuna valutazione finora
- Helium Mass Spectrometer Leak DetectorDocumento152 pagineHelium Mass Spectrometer Leak DetectormmmitchNessuna valutazione finora
- ASTM Test MethodsDocumento4 pagineASTM Test MethodsAngga Niko SafaryantoNessuna valutazione finora
- Hy 19580Documento6 pagineHy 19580kompany_dNessuna valutazione finora
- D A42 1362 0001J 17 Isometric ExtractedDocumento3 pagineD A42 1362 0001J 17 Isometric ExtractedAnhNtCaoNessuna valutazione finora
- Important Inst Q & ADocumento64 pagineImportant Inst Q & ABalakumarNessuna valutazione finora
- Astm f1315 - 2006 DensityDocumento3 pagineAstm f1315 - 2006 DensityRyan Jonathan MartinNessuna valutazione finora
- Asme VDocumento1 paginaAsme VMohd AnsariNessuna valutazione finora
- Seamless Steel Line Pipe Seamless Steel Line Pipe: Pipes & Tubes Pipes & TubesDocumento8 pagineSeamless Steel Line Pipe Seamless Steel Line Pipe: Pipes & Tubes Pipes & TubesMoh'd MansourNessuna valutazione finora
- 1.1test MethodologyDocumento14 pagine1.1test MethodologyjvfcvNessuna valutazione finora
- Domestic Water Booster Test ProcedureDocumento6 pagineDomestic Water Booster Test ProcedureEduardo ChvaNessuna valutazione finora
- RCC81 Foundation PadsDocumento1 paginaRCC81 Foundation Padsorode franklynNessuna valutazione finora
- Cube ScheduleDocumento1 paginaCube Scheduleorode franklynNessuna valutazione finora
- Conservative Estimate Limited: Revision History Name Signature Date Prepared By: Reviewed By: Approved byDocumento11 pagineConservative Estimate Limited: Revision History Name Signature Date Prepared By: Reviewed By: Approved byorode franklynNessuna valutazione finora
- Design of Composite ColumnDocumento7 pagineDesign of Composite Columnorode franklynNessuna valutazione finora
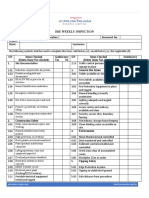
- CNL Hse Weekly InspectionDocumento2 pagineCNL Hse Weekly Inspectionorode franklynNessuna valutazione finora
- CESL-POG-CS-GEN-SPC-004 Rev C1 PDFDocumento14 pagineCESL-POG-CS-GEN-SPC-004 Rev C1 PDForode franklynNessuna valutazione finora
- SLEEPERSDocumento1 paginaSLEEPERSorode franklynNessuna valutazione finora
- R. Beam 1 (4nos) : Multi-Design Engineers LTDDocumento1 paginaR. Beam 1 (4nos) : Multi-Design Engineers LTDorode franklynNessuna valutazione finora
- Daily Site Report.Documento1 paginaDaily Site Report.orode franklynNessuna valutazione finora
- Design of Walkway For Tank 4 & 5Documento6 pagineDesign of Walkway For Tank 4 & 5orode franklynNessuna valutazione finora
- RC Culvert Slab DesignDocumento2 pagineRC Culvert Slab Designorode franklynNessuna valutazione finora
- 06.pipe Supports 1Documento1 pagina06.pipe Supports 1orode franklynNessuna valutazione finora
- Electrical LayoutDocumento1 paginaElectrical Layoutorode franklynNessuna valutazione finora
- 05.PAVEMENT (Rev 2)Documento1 pagina05.PAVEMENT (Rev 2)orode franklynNessuna valutazione finora
- Design of Walkway For Tank 4 & 5Documento6 pagineDesign of Walkway For Tank 4 & 5orode franklynNessuna valutazione finora
- SHT A6 EditedDocumento1 paginaSHT A6 Editedorode franklynNessuna valutazione finora
- Estimate01 PDFDocumento1 paginaEstimate01 PDForode franklynNessuna valutazione finora
- SHT B5 CorrectedDocumento1 paginaSHT B5 Correctedorode franklynNessuna valutazione finora
- Publishers Package 2020Documento4 paginePublishers Package 2020orode franklynNessuna valutazione finora
- Anthology Snag List PDFDocumento1 paginaAnthology Snag List PDForode franklynNessuna valutazione finora
- Tank 1 Shell Thickness PDFDocumento1 paginaTank 1 Shell Thickness PDForode franklynNessuna valutazione finora
- Spreadsheets To BS 8110: Carrefour PC 2Documento48 pagineSpreadsheets To BS 8110: Carrefour PC 2orode franklynNessuna valutazione finora
- OWS Hydraulic Design CalcDocumento10 pagineOWS Hydraulic Design Calcorode franklynNessuna valutazione finora
- Design Codes and ParametersDocumento3 pagineDesign Codes and Parametersorode franklynNessuna valutazione finora
- Pump Selection Rev 03Documento9 paginePump Selection Rev 03orode franklynNessuna valutazione finora
- Pump Selection Analysis: Calc. by Date CHK'D by Date App'd by DateDocumento9 paginePump Selection Analysis: Calc. by Date CHK'D by Date App'd by Dateorode franklynNessuna valutazione finora
- RC Culvert Slab DesignDocumento2 pagineRC Culvert Slab Designorode franklynNessuna valutazione finora
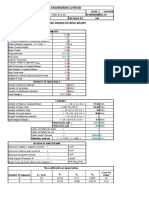
- Afescon Engineering LimitedDocumento12 pagineAfescon Engineering Limitedorode franklynNessuna valutazione finora
- D77007F enDocumento30 pagineD77007F enJeisson RodriguezNessuna valutazione finora
- Paver: SD2550CSDocumento959 paginePaver: SD2550CSNguyen AlmiraNessuna valutazione finora
- John Deere 6120EDocumento4 pagineJohn Deere 6120EGustavo Andrés Castillo DiazNessuna valutazione finora
- XT2000i - SM - Appen A - PL PDFDocumento154 pagineXT2000i - SM - Appen A - PL PDFThành Dương NguyễnNessuna valutazione finora
- G710B 2004 (84a)Documento6 pagineG710B 2004 (84a)Dler AliraqiNessuna valutazione finora
- FHP Series: High Pressure Fi LtersDocumento19 pagineFHP Series: High Pressure Fi Ltersfrancis_15inNessuna valutazione finora
- Design of A Novel Electro-Hydraulic Drive Downhole TractorDocumento6 pagineDesign of A Novel Electro-Hydraulic Drive Downhole TractorSaulo FigliuoloNessuna valutazione finora
- Gehl hl2600 Skid Steer Loader Parts ManualDocumento8 pagineGehl hl2600 Skid Steer Loader Parts ManualSamuel WaldnerNessuna valutazione finora
- Z-45/25 Z-45/25J IC Power: Serial Number RangeDocumento190 pagineZ-45/25 Z-45/25J IC Power: Serial Number Rangejayrreyes12Nessuna valutazione finora
- Hy17 8504 Uk - L90LS - 11 2010Documento44 pagineHy17 8504 Uk - L90LS - 11 2010THEPEAR46Nessuna valutazione finora
- Condition Monitoring CenterDocumento12 pagineCondition Monitoring CenterAlaa saidNessuna valutazione finora
- Hidraulica 6.125Documento19 pagineHidraulica 6.125Mario MedinaNessuna valutazione finora
- Esquema Transmissao PDFDocumento2 pagineEsquema Transmissao PDFMarco OlivettoNessuna valutazione finora