Potrebbero piacerti anche
- Configuración de moldes, matrices y cabezales de equipos para la transformación de polímeros. QUIT0209Da EverandConfiguración de moldes, matrices y cabezales de equipos para la transformación de polímeros. QUIT0209Nessuna valutazione finora
- Pagani ProductsDocumento16 paginePagani ProductsMiezha Lecter Vengerberg100% (1)
- Procesos de transformación de la fibra de vidrio (1): Contacto a mano. Proyección simultáneaDa EverandProcesos de transformación de la fibra de vidrio (1): Contacto a mano. Proyección simultáneaNessuna valutazione finora
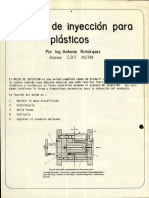
- Curso de Inyección PlasticaDocumento77 pagineCurso de Inyección PlasticaJ. RuizNessuna valutazione finora
- Extrusión de Plásticos.Documento6 pagineExtrusión de Plásticos.Jhon S.dNessuna valutazione finora
- Diseño de Moldes para El Proceso de Rotomoldeo de Materiales PlásticosDocumento136 pagineDiseño de Moldes para El Proceso de Rotomoldeo de Materiales Plásticosjsk789Nessuna valutazione finora
- Induccion ExtrusionDocumento21 pagineInduccion ExtrusionDarwin Lenin Iza PradoNessuna valutazione finora
- Práctica RotomoldeoDocumento12 paginePráctica RotomoldeoCésarNessuna valutazione finora
- Errores Electrodomesticos New PolDocumento1 paginaErrores Electrodomesticos New PolJesus RafaelNessuna valutazione finora
- Ejemplos de Uso de La Aplicación Del CPPLASTDocumento25 pagineEjemplos de Uso de La Aplicación Del CPPLASTJohn SuperdetalleNessuna valutazione finora
- Taller de Espumas de Poliuretano (PUR)Documento15 pagineTaller de Espumas de Poliuretano (PUR)Carlos Adolfo Arias G.Nessuna valutazione finora
- Curso - Basico - Inyección (Manntenimiento)Documento35 pagineCurso - Basico - Inyección (Manntenimiento)eder martinezNessuna valutazione finora
- Moldeo Por CompresionDocumento25 pagineMoldeo Por CompresionarturoNessuna valutazione finora
- Apuntes de Tornos y TorneadoDocumento35 pagineApuntes de Tornos y TorneadoBoris SanhuezaNessuna valutazione finora
- Catalogo de Diabolos 2022Documento18 pagineCatalogo de Diabolos 2022Fernando LlinasNessuna valutazione finora
- Presentación PoliuretanoDocumento17 paginePresentación PoliuretanoAraceli Moreno100% (1)
- Curso de Poliuretano Parte 1Documento6 pagineCurso de Poliuretano Parte 1Viviana FlorezNessuna valutazione finora
- 2367Documento2 pagine2367Rolando CastilloNessuna valutazione finora
- CURSO MOLDEO CIENTIFICO ONLINE 23 Junio PDFDocumento1 paginaCURSO MOLDEO CIENTIFICO ONLINE 23 Junio PDFPatricio Aravena SanzNessuna valutazione finora
- Pulido Efecto EspejoDocumento15 paginePulido Efecto Espejokasulo ch7Nessuna valutazione finora
- Elementos Proceso Inyeccion PlasticosDocumento9 pagineElementos Proceso Inyeccion PlasticosWilliam MosqueraNessuna valutazione finora
- Mobiltemp SHC 100Documento1 paginaMobiltemp SHC 100lukastadeoNessuna valutazione finora
- Fabricacion de Fibra de Vidrio Por Joaquin SolanaDocumento15 pagineFabricacion de Fibra de Vidrio Por Joaquin SolanaCristian GaviriaNessuna valutazione finora
- Maquinas ItalianasDocumento5 pagineMaquinas ItalianasEmma Lucero SánchezNessuna valutazione finora
- Arburg Customer Training Mexico 680775 Es MXDocumento24 pagineArburg Customer Training Mexico 680775 Es MXManuelNessuna valutazione finora
- Tesis DISEÑO MANIFOL COLADA CALIENTE PDFDocumento73 pagineTesis DISEÑO MANIFOL COLADA CALIENTE PDFEdwinQuintiNessuna valutazione finora
- Extrusora PDFDocumento69 pagineExtrusora PDFMarvin Gonzales Mestanza100% (2)
- Manual de Ususario Whirlpool Wb230ab Wb245ab Wb255abDocumento36 pagineManual de Ususario Whirlpool Wb230ab Wb245ab Wb255absamplermix100% (1)
- InyecciónDocumento10 pagineInyecciónKaty EstradaNessuna valutazione finora
- Fundición y Moldeo de PlasticoDocumento31 pagineFundición y Moldeo de PlasticoJoao Emmanuel Sanchez Gonzalez100% (2)
- EXCEL - Hojas de Ruta y Cartas de Proceso ACTUALDocumento77 pagineEXCEL - Hojas de Ruta y Cartas de Proceso ACTUALHermesNessuna valutazione finora
- 7 Mantenimiento de Bombas - Robert Te Lintelo - YamadaDocumento35 pagine7 Mantenimiento de Bombas - Robert Te Lintelo - YamadaJuan Pablo100% (1)
- Moldeo Por SopladoDocumento6 pagineMoldeo Por SopladoJ Fabian Luévano RodríguezNessuna valutazione finora
- Obtencion de Piezas X Colada de PoliuretanoDocumento6 pagineObtencion de Piezas X Colada de PoliuretanoWilmer Bobadilla CruzNessuna valutazione finora
- Rotomoldeo Cap 04 BajaDocumento14 pagineRotomoldeo Cap 04 BajaPombo SantiagoNessuna valutazione finora
- TermoconformadoDocumento11 pagineTermoconformadoJuly MasacheNessuna valutazione finora
- Rotomoldeo FinalDocumento27 pagineRotomoldeo FinalYair XrNessuna valutazione finora
- 7 Moldes de InyecciónDocumento25 pagine7 Moldes de InyecciónJose Manuel Merodio Barbado100% (1)
- Hoja Tecnica PBTDocumento2 pagineHoja Tecnica PBTAlonso MeloNessuna valutazione finora
- SopladoDocumento28 pagineSopladoLeonard NovoaNessuna valutazione finora
- Extrusión y Extrusión Soplado PDFDocumento14 pagineExtrusión y Extrusión Soplado PDFAlejandra GonzálezNessuna valutazione finora
- Curso de Troqueles - Clase 10Documento6 pagineCurso de Troqueles - Clase 10Hector MontesNessuna valutazione finora
- Curso Inyección PlasticosDocumento57 pagineCurso Inyección PlasticosOscar Segura100% (2)
- Gt2 70 ManualDocumento276 pagineGt2 70 ManualGerardo Téllez LópezNessuna valutazione finora
- PolipropilenoDocumento9 paginePolipropilenoOOnly AnythaNessuna valutazione finora
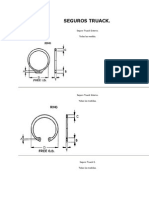
- Seguros TruackDocumento2 pagineSeguros TruackJulián Escamilla MendozaNessuna valutazione finora
- Activación FULL de MasterCam X7Documento18 pagineActivación FULL de MasterCam X7cristhian tantarunaNessuna valutazione finora
- ENGEL Elast EsDocumento11 pagineENGEL Elast EsAlejandra ValdezNessuna valutazione finora
- Los 10 Principales Problemas DUPONTDocumento37 pagineLos 10 Principales Problemas DUPONTDaniel Torres100% (1)
- TPJAN2007Documento53 pagineTPJAN2007Oliver RomeroNessuna valutazione finora
- 1269 3915 1 SMDocumento7 pagine1269 3915 1 SMFelipe Contreras100% (1)
- Moldeo Por Inyeccion de PolvosDocumento41 pagineMoldeo Por Inyeccion de Polvos_JulianaBsNessuna valutazione finora
- Moldeo Por Inyeccion SopladoDocumento108 pagineMoldeo Por Inyeccion Sopladovittor66100% (2)
- Inyección Moldes MttoDocumento7 pagineInyección Moldes MttoAlejandro Ruiz MaciasNessuna valutazione finora
- CURSO MOLDEO CIENTIFICO ONLINE 23 Junio PDFDocumento1 paginaCURSO MOLDEO CIENTIFICO ONLINE 23 Junio PDFPatricio Aravena SanzNessuna valutazione finora
- Proyecto Prototipado Base Fija Para7 CelularDocumento5 pagineProyecto Prototipado Base Fija Para7 CelularAdril PolaniaNessuna valutazione finora
- Curso Soluciones Electricas Tableros Equipos Mineria Subterranea PDFDocumento30 pagineCurso Soluciones Electricas Tableros Equipos Mineria Subterranea PDFNelio Lara RicaldiNessuna valutazione finora
- BaquelitaDocumento8 pagineBaquelitaGabriela NuñezNessuna valutazione finora
- PCB FabianDocumento9 paginePCB FabianFaBiian DîaZz OrNessuna valutazione finora
- Duct Wrap RF-3000: Descripción Propiedades Del Producto Usos Y AplicacionesDocumento2 pagineDuct Wrap RF-3000: Descripción Propiedades Del Producto Usos Y AplicacionesMarco Antonio Flores lopezNessuna valutazione finora
- CFD Sebastián LemaDocumento32 pagineCFD Sebastián LemaÁlvaroSebastiánNessuna valutazione finora
- EXAMEN FINAL Lema Sebastian 2182Documento19 pagineEXAMEN FINAL Lema Sebastian 2182ÁlvaroSebastiánNessuna valutazione finora
- Caso de Estudio - Lema S. - Pac 2022Documento11 pagineCaso de Estudio - Lema S. - Pac 2022ÁlvaroSebastiánNessuna valutazione finora
- Ejercicio 02Documento11 pagineEjercicio 02ÁlvaroSebastiánNessuna valutazione finora
- EJERCICIO 01 FluidosDocumento10 pagineEJERCICIO 01 FluidosÁlvaroSebastiánNessuna valutazione finora
- Ejercicio 03Documento11 pagineEjercicio 03ÁlvaroSebastiánNessuna valutazione finora
- PerfilTesis IdroboMatías LemaSebastiánDocumento33 paginePerfilTesis IdroboMatías LemaSebastiánÁlvaroSebastiánNessuna valutazione finora
- Diseoyconfiguracindeunareddevicenet PDFDocumento170 pagineDiseoyconfiguracindeunareddevicenet PDFCristy D J RojasNessuna valutazione finora
- CARACTERÍSTICASDocumento2 pagineCARACTERÍSTICASÁlvaroSebastiánNessuna valutazione finora
- QUIMICA ESMIL SignedDocumento2 pagineQUIMICA ESMIL SignedÁlvaroSebastiánNessuna valutazione finora
- Modulo II ValidadoDocumento215 pagineModulo II ValidadoÁlvaroSebastián86% (7)
- Manual Curso Supervisores - Ministerio de Gobierno 2021Documento182 pagineManual Curso Supervisores - Ministerio de Gobierno 2021ÁlvaroSebastián100% (2)
- Modulo II ValidadoDocumento215 pagineModulo II ValidadoÁlvaroSebastián86% (7)
- Texto Programa Nivel 1Documento194 pagineTexto Programa Nivel 1ÁlvaroSebastiánNessuna valutazione finora
- Trabajo de Informe FinalDocumento17 pagineTrabajo de Informe FinalÁlvaroSebastiánNessuna valutazione finora
- Ficha de Material Comestible PDFDocumento2 pagineFicha de Material Comestible PDFÁlvaroSebastiánNessuna valutazione finora
- Procesador AlimentosDocumento3 pagineProcesador AlimentosÁlvaroSebastiánNessuna valutazione finora
- Informe de Calidad de ToyotaDocumento43 pagineInforme de Calidad de ToyotaÁlvaroSebastiánNessuna valutazione finora
- Crítica A La Investigación Orientada Al Control Fuzzy Que Tiene Como Título Diseño y Construcción de Un Prototipo de Incubadora Controlado Por Lógica DifusaDocumento2 pagineCrítica A La Investigación Orientada Al Control Fuzzy Que Tiene Como Título Diseño y Construcción de Un Prototipo de Incubadora Controlado Por Lógica DifusaÁlvaroSebastiánNessuna valutazione finora
- Redes IndustrialesDocumento31 pagineRedes IndustrialesÁlvaroSebastiánNessuna valutazione finora
- Duraluminio Especificaciones TecnicasDocumento4 pagineDuraluminio Especificaciones TecnicasÁlvaroSebastiánNessuna valutazione finora
- Norma ANSI ISA S 5.1 - Instrumentación-Símbolos e IdentificacionesDocumento29 pagineNorma ANSI ISA S 5.1 - Instrumentación-Símbolos e IdentificacionesGraciane Taglietti100% (2)
- DiarioDocumento44 pagineDiarioJose AntambaNessuna valutazione finora
- Electrónica de Potencia - v1Documento9 pagineElectrónica de Potencia - v1ÁlvaroSebastiánNessuna valutazione finora
- Materiales de IngenieríaDocumento1 paginaMateriales de IngenieríaEduardo CajasNessuna valutazione finora
- Preparatorio 3 PLCDocumento9 paginePreparatorio 3 PLCÁlvaroSebastiánNessuna valutazione finora
- Informe Extrusora de PlásticoDocumento50 pagineInforme Extrusora de PlásticoÁlvaroSebastiánNessuna valutazione finora
- Diseño de Controladores Digitales Pid PiDocumento14 pagineDiseño de Controladores Digitales Pid PiÁlvaroSebastiánNessuna valutazione finora
- Reles de Estado Sólido-1Documento3 pagineReles de Estado Sólido-1Christian ArmendárizNessuna valutazione finora
- Ir33 Universal Multi EntradaDocumento60 pagineIr33 Universal Multi EntradaDavid Antonio Vargas RuizNessuna valutazione finora
- Informe 3 Relé de Estado SólidoDocumento2 pagineInforme 3 Relé de Estado SólidoManuel González Reyes100% (1)
- Catalogo FinderDocumento447 pagineCatalogo FinderJoseVela82Nessuna valutazione finora
- Catalogo Finder 2013Documento154 pagineCatalogo Finder 2013Alex GomezNessuna valutazione finora
- Reles AnalogicosDocumento4 pagineReles AnalogicosDavidSaulMendezNessuna valutazione finora
- Cuestionario de Ela 200-1-1Documento7 pagineCuestionario de Ela 200-1-1Yerson MPNessuna valutazione finora
- Manual Horno Turbochef Tornado Descrip CompletaDocumento84 pagineManual Horno Turbochef Tornado Descrip CompletaMiguel Omar Pieszko100% (1)
- Trbajo Pendiente Enviar MañanaDocumento20 pagineTrbajo Pendiente Enviar MañanaArturoNessuna valutazione finora
- Hojas de DatosDocumento53 pagineHojas de DatosMark LMNessuna valutazione finora
- Primer Tabajo Escrito ELEPODocumento7 paginePrimer Tabajo Escrito ELEPOFelipeNessuna valutazione finora
- Finder Tarifa PVP Marzo 2020Documento190 pagineFinder Tarifa PVP Marzo 2020VEMATELNessuna valutazione finora
- Controlador Honeywell Agroquimico PDFDocumento86 pagineControlador Honeywell Agroquimico PDFDaniel Lazo PallautaNessuna valutazione finora
- Proyecto Nuevo e InnovadorDocumento12 pagineProyecto Nuevo e Innovadordavid canchesNessuna valutazione finora
- Finder Catalogo GeneralDocumento350 pagineFinder Catalogo GeneralIvan HerreaNessuna valutazione finora
- Rele de Estado Solido Con TriacDocumento7 pagineRele de Estado Solido Con TriacEduardo Chicaiza100% (1)
- Parte08 GAVAZZI A - 191 201Documento11 pagineParte08 GAVAZZI A - 191 201Mauricio BarreraNessuna valutazione finora
- Presentacion Proyecto1Documento10 paginePresentacion Proyecto1Samuel CONTRERAS REVOLLONessuna valutazione finora
- Controlador Temperatura TZN PDFDocumento2 pagineControlador Temperatura TZN PDFerbarragansNessuna valutazione finora
- TZ 4 STDocumento6 pagineTZ 4 STRichard Rodriguez GarciaNessuna valutazione finora
- Relé de Estado SólidoDocumento4 pagineRelé de Estado SólidoMarijho Leckter DawsonNessuna valutazione finora
- tz4st AutonicDocumento6 paginetz4st AutonicRicardo Sanchez CayoNessuna valutazione finora
- Componentes OptoelectronicosDocumento26 pagineComponentes OptoelectronicosDilmer Eddy Laime RamosNessuna valutazione finora
- Watlow 93Documento52 pagineWatlow 93Anonymous f6yup1Nessuna valutazione finora
- Tarea 6Documento7 pagineTarea 6Carlos cardenasNessuna valutazione finora
- Trabajo de Investigación 1Documento43 pagineTrabajo de Investigación 1Juan Pablo Pineda0% (1)
- Parametros de La ElectricidadDocumento6 pagineParametros de La ElectricidadJohao BZPNessuna valutazione finora
- IEEE Introducción A La Instrumentación IndustrialDocumento6 pagineIEEE Introducción A La Instrumentación IndustrialSebastian MartinezNessuna valutazione finora
- Ideas para Construir Un Horno EléctricoDocumento16 pagineIdeas para Construir Un Horno EléctricoChiclla Quispe PercyNessuna valutazione finora
- C5 - PER 2023 Reles de ControlDocumento13 pagineC5 - PER 2023 Reles de ControlBLIMAH PERU SACNessuna valutazione finora