Documenti di Didattica
Documenti di Professioni
Documenti di Cultura
UG - Mining - BEV - GMG-WG-v02-r01 (01-66) (1) (28-50) (1) .En - Es PDF
Caricato da
Juan RodriguezTitolo originale
Copyright
Formati disponibili
Condividi questo documento
Condividi o incorpora il documento
Hai trovato utile questo documento?
Questo contenuto è inappropriato?
Segnala questo documentoCopyright:
Formati disponibili
UG - Mining - BEV - GMG-WG-v02-r01 (01-66) (1) (28-50) (1) .En - Es PDF
Caricato da
Juan RodriguezCopyright:
Formati disponibili
20 | GMG RECOMENDADOS PARA VEHÍCULOS ELÉCTRICOS DE BATERÍA En la minería subterránea - 2ª edición
Tabla 3. (continuación).
Recomendado Tema Jurisdicción Citación
Estándar en la industria
IEEE C95.4-2002 Recomendaciones para prevenir la detonación accidental Internacional Institute of Electrical and
de iniciadores eléctricos por eléctrica de radiofrecuencia y Normas Electronics Engineers
campos magnéticos generados a partir de antenas de transmisión Asociación de 2002
(0.5 MHz a 300 GHz)
M421-16 Los requisitos mínimos para trabajos eléctricos y electrónicos Canadá CSA Group, 2016b
operativo equipos / destinado para funcionar a una mina
SLP 20 Sugerir directrices para el uso seguro de la electricidad comercial Estados Unidos Instituto de Fabricantes de Explosivos,
detonadores cerca de las fuentes de energía de radiofrecuencia 2011
SLP 22 Recomendaciones para dar tiempo suficiente en el caso de un incidente
de transporte de materiales explosivos Estados Unidos Instituto de Fabricantes de Explosivos,
para evacuar personas presentes a una distancia segura 2007
Directiva 2014/35 / UE Leyes relativas a la puesta a disposición en el mercado eléctrico Unión Europea Diario Oficial de la Unión Europea
equipo diseñado para su uso dentro de ciertos límites de tensión Unión de 2014
ISO 15817: 2012 Requisitos de seguridad para sistemas de control de operador remoto Internacional Organización Internacional para las
utilizado en máquinas de movimiento de tierra según se define en Normalización, 2012c
ISO 6165: 2012
ISO 17757: 2017 Requisitos de seguridad para autónomos y semi Internacional Organización Internacional para las
máquinas y sistemas autónomos utilizados en tierra- Normalización, 2017c
las operaciones mineras en movimiento y
AS / NZS 4240.1: 2009 Los requisitos para el diseño, construcción, pruebas, australia y Standards Australia, 2009
instalación, puesta en servicio, y la modificación de la distancia Nueva Zelanda
sistemas de control para equipos de minería y maquinaria
energía y su capacidad se ve afectada por el SOC de la batería. Alternativamente, la 6. Frenado regenerativo - El poder se devuelve a la
funcionalidad de frenado regenerativo se puede activar automáticamente antes de que línea de suministro y, finalmente, de vuelta al sistema de almacenamiento de energía.
la capacidad de los límites del SOC de la batería de freno (Sección 7.3). El estado de
frenado regenerativo (encendido o apagado) siempre se debe mostrar claramente en la 7. Resistencia de frenado - Un elemento resistivo usado para disipa-
interfaz Ator oper-. paté de energía cinética que se transforma en energía cal eléctricamente
debido a, o de frenado “dinámico” “regenerativa”.
8. Línea de suministro - El cable de suministro de alimentación de la
Sistema de frenado 7.3 batería al inversor motor. Lo siguiente debe señalar respecto de
El vehículo debe tener un sistema de freno de servicio, un sistema de frenado secun- frenado dinámico:
dario, y un sistema de freno de estacionamiento como se define en la norma ISO 3450: 2011 y
CAN / CSA-M424.3-M90 (Tabla 3). 1. reostático frenado debe tener la capacidad de disipar la la potencia de frenado.
definiciones: Dado el estado actual de la tecnología, esto se consigue típicamente por el
1. sistema de freno de servicio - Tal como se define en la norma EN ISO 3450 y uso de resistencias de freno cuadrícula. En los BEV más grandes, puede
CAN / CSA-M424.3-M90; puede incluir frenado mecánico eléctrico o que no via- ble o práctico para instalar esta magnitud de res de freno tencia.
electromecánico a través de la aplicación de frenado dinámico.
2. sistema de freno Secundaria - Tal como se define en la norma EN ISO 3450 2. El frenado regenerativo requiere capacidad de la batería de reserva en la que la energía
y CAN / CSA-M424.3-M90. puede ser devuelta a la batería a través de la línea de suministro. Esto requiere que
3. sistema de freno de estacionamiento - Tal como se define en la norma EN ISO 3450 y el SOC de la batería completamente puede acomodar absorber esta energía en todo
CAN / CSA-M424.3-M90; puede incluir frenado mecánico eléctrico o momento o el sistema combina capacidad de la batería y la capacidad de resistencia
electromecánico a través de la aplicación de frenado dinámico. de frenado cuadrícula.
4. Dinámica de frenado - El uso de una tracción eléctrica 3. Un motor eléctrico de tracción requiere un suministro eléctrico para sostener
motor como un generador cuando la desaceleración de un vehículo tal como un vehículo parado contra una fuerza externa. Si esto falla el suministro
una locomotora eléctrica o diesel-eléctrico. Puede ser reostático, regenerativo, o eléctrico, el motor ya no será capaz de mantener la máquina estacionaria.
una combinación de los dos. Por lo tanto, si se desconecta la batería de un BEV, el motor no será capaz
5. Rheostatic de frenado - La energía eléctrica generada de mantener la estacionaria BEV en una
se disipa como calor en las resistencias de rejilla de freno.
Directrices Global Mining (GMG) Grupo
GMG RECOMENDADOS PARA VEHÍCULOS ELÉCTRICOS DE BATERÍA En la minería subterránea - 2ª edición | 21
rampa. El sistema de frenado secundario debe asumir el control en este que podrían ser energizado por accidente o expuestas a cargas estáticas “.
escenario.
Para ser coherente con transmisiones convencionales, cuando se utiliza un
motor eléctrico y sistema de almacenamiento de energía eléctrica como la unidad 7.4.2 extrañas Electricidad
principal de tracción, cualquier pérdida de pling aco- eléctrica entre el rotor y el Las directrices deben ser consultados para asegurar que un detonador tric
estator de la unidad de tracción eléctrica debe aplicar automáticamente el sistema elec- no se utiliza si la electricidad extraños en la zona de detonación excede un
de frenado secundario en el cumplimiento con la norma ISO 3450: 2011 y CAN / límite determinado (por ejemplo, 50 mA en los Estados Unidos; Salud Ocupacional y
CSA M424.3-M90 (Tabla 3). El sistema de frenado secundario se debe aplicar Seguridad ción Administration, 1996).
automáticamente después de la activación de una advertencia después de que el
sistema detecta una condición insegura desde el sistema de monitorización de la
batería, BMS, o vehículo con- trol sistema en conjunción con 4.3.2.2 de CAN / CSA 7.4.3 Las distancias mínimas de transmisores de radiofrecuencia Durante
M424.3- M90. El circuito de sistema de frenado deberá ser diseñado de acuerdo detonador eléctrico, un empleador y un blaster deben garantizar las distancias
con la norma ISO 13849-1 y probado de acuerdo con la norma ISO 13849-2, ISO mínimas de los transmisores de radiofrecuencia se mantienen tal como se
3450: 2011 y CAN / CSA-M424.3-M90 (Tabla 3).
detalla en la Norma SLP 20 (Tabla 3). distancias mínimas recomendadas son
“100 m de radio de banda ciudadana, teléfono celular, un teléfono de satélite u
otro trans- misor móviles o portátiles de radiofrecuencia; ... y 1000 m de un
transmisor de televisión o una radio AM, FM u otro transmisor de
7.4 Sistemas eléctricos radiofrecuencia”(Instituto de Fabricantes de Explosivos, 2011).
Hojas de seguridad para el sistema de baterías BEV deben ponerse a
disposición por el OEM. Los sistemas eléctricos deben ser diseñados de acuerdo
con la norma ISO 14990-1: 2016, ISO 14990- 2: 2016, y la ISO 14990-3: 2016
(Tabla 3). códigos locales aplicables también deben ser revisados y seguidos. Para 7.4.4 Transporte de los detonadores eléctricos
asegurar BEVs no afectan adversamente equipo cercano, los dispositivos de Si los detonadores eléctricos están en sus recipientes originales, la
comunica- ción, o en otros dispositivos controlados por microprocesador, que evidencia actual indica que la energía de radio no es un peligro en su
deberían ser diseñados para cumplir la norma ISO 13766-1: 2018 y la ISO 13766-2: transporte debido a que los cables se enrollan o se doblan de una manera
2018 (Tabla 3), que requiere contorno - tos y los valores límite para la emisión que proporciona protec- ción muy eficaz contra la inducción actual. Por otra
electromagnética (EM) y la inmunidad a los campos EM externos, así como el parte, la mayoría de las carrocerías de camiones y vagones de carga están
procedi- miento y los criterios para la maquinaria de pruebas y de los sistemas hechos de metal; Esto prácticamente elimina la penetración de la energía
asociados elec- Trical / electrónicos. de radiofrecuencia. detonadores Elec- tric no en sus envases originales
deben ser transportados en un cuadro de 22 compatible SLP (Tabla 3). El
diseño laminado de barrera de una caja de este tipo incluye una capa de
El BMS debe integrarse en el diseño BEV para supervisar condiciones acero o chapa de metal, el blindaje de los detonadores de energía cuencia
críticas de funcionamiento de la batería (por ejemplo, Ature tem-, SOC), que de radio fre-. Si se utilizan los vehículos equipados con transmisores de
serían definidas por el tipo de batería, la batería OEM, y el integrador del radio para el transporte de detonadores eléctricos, se reparó reco- que el
sistema o del OEM. El BMS se comunica con la infraestructura de recarga y transmisor se desactiva cuando los detonadores se colocan en o sacados
subsistemas gencia de apagado gencia (Secciones 8.1-8.3). de la caja.
7.4.1 Interferencia eléctrica con detonadores
El riesgo de interferencia con los detonadores es una preocupación particular.
Las recomendaciones relativas a la prevención de esta interferencia eléctrica se 7,5 de choque y vibración
pueden encontrar en IEEE C95.4-2002 (Tabla 3). Standard M421-16 (3 Tabla) cláusula BEV deben ser diseñados para cumplir con los perfiles de choque y
4.7.4.1 estados: “conductores de circuito de voladura se mantendrá por lo menos 150 vibración que se alinean con el entorno de uso previsto. Como mínimo, los
mm de distancia de los cables de alimentación o de iluminación y, cuando sea posible, requisitos de la norma ISO 15998: 2007 se deben cumplir (Tabla 3): 2008 o IEC
se ejecutan en el lado de la fuente opuesto de trabajo y la iluminación . 60068-2-6.
circuitos”Standard M421-16 cláusula 4.7.4.3 establece que:“conductores de circuito de
voladura no deberán entrar en contacto con los tubos, rieles, u otros materiales Supresión 7,6 Fuego
conductores de la electricidad BEV debe tener un sistema de supresión de incendios Apropiada para el tipo de
vehículo. Los sistemas automáticos deben ser capa-
Directrices Global Mining (GMG) Grupo
22 | GMG RECOMENDADOS PARA VEHÍCULOS ELÉCTRICOS DE BATERÍA En la minería subterránea - 2ª edición
ble de ser activado manualmente por el operador BEV. regulaciones mineras locales o ers con una etiqueta de mango y advertencia
evaluaciones de riesgo a nivel de sitio también pueden requerir un sistema activado • Los puntos de presión eliminados si es posible
automáticamente. BomberosFabricamos información para capacitar a los operadores, • señalización adecuada adjunta de servicio
personal de mecánicos y eléctricos, y la primera respuesta debe ser proporcionada por • Señalización para desalentar soldadura u otras modificaciones a la
el OEM. Estos individuos requieren niveles de la cualificación de formación / distintas batería y sistema eléctrico
dentro de su propia categoría para llevar a cabo de manera eficiente y segura las tareas • En el caso de que un recinto tensión peligrosa puede abrirse sin
de diferente grado de riesgo. herramientas, se debe cumplir con sec- ción 5.1.1.3 de E / ECE / 324 /
Rev.2 / Add.99 / Rev.2 (Tabla 3), o sea táctil seguro
7.7 Accesibilidad y Servicio
Fabricantes de equipos originales y proveedores deben proporcionar los horarios 7.8 de parada de emergencia
y los procedimientos recomendados para la inspección y el mantenimiento de los BEV y Si los peligros y riesgos inherentes al sistema de edad una energía BEV DE
sus componentes. BEVs destinados al uso en minas deben ruggedly construidos y ALMACENAJE no pueden ser eliminados o suficientemente reducidos por diseño
diseñados para facilitar la inspección y el mantenimiento por una persona experta como seguro, una función de parada de emergencia debe ser incluido en el diseño BEV
se define en IEC 60050-826: 2004 (Tabla 3): que cumple con la norma ISO 13850: 2015 (Tabla 3), que se ocupa de aspecto de
seguridad (s) o uno o más tipos de salvaguardia que se pueden utilizar en una
• Componentes dispuestos para un fácil acceso para su inspección y amplia gama de maquinaria.
mantenimiento
• Puntos de elevación para componentes pesados, situadas de tal manera que los
cables / cadenas no interfieren con otros componentes 7.9 Maestro Desconectar
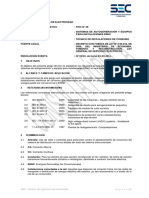
• espacio adecuado para la inspección y el mantenimiento de com- ponentes A BEV should incorporate one or more manual master disconnect
devices (possible configuration illustrated in Figure 10), which completely
• Las aberturas de acceso en recintos situados solamente cuando sea necesario de-energizes a BEV for ser- vice or storage. When activated, it physically
para el mantenimiento o inspección disconnects all high- and low-voltage sources of electrical energy to the
• componentes de alta y baja tensión separados BEV controls and traction system, including protec- tive functions such as
• Recintos donde el acceso es sólo para el personal de mantenimiento; barreras, fire suppression and vehicle entrapment prevention. The master disconnect
separadores, y cubre siempre y dispuestos de modo que las pruebas y resolución is not required to disconnect electrical connections internal to the battery
de problemas se pueden realizar de manera segura system. A master disconnect device incorpo- rates lockout / tagout
capability.
• Cubre tan ligero como sea factible (es decir, <1 kg); si ers cu- no pueden ser
ligero, considerar el uso de bisagras CUBRE
Figure 10. Example of a Master Disconnect Device
Directrices Global Mining (GMG) Grupo
GMG RECOMMENDED PRACTICES FOR BATTERY ELECTRIC VEHICLES IN UNDERGROUND MINING ‒ 2nd Edition | 23
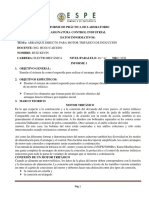
7.10 Hazardous Voltage Interlock can be one loop covering all components or several loops covering different
A hazardous voltage interlock loop (HVIL) should be used to prevent parts of the machine. It should be moni- tored to detect faults in the circuit.
direct exposure of hazardous voltage on BEVs (Figures 11 and 12). It Opening the HVIL loop will trigger a power shutoff for the battery power
should be used for lids and con- nectors that don’t fulfill IP class IP2X code outlet. The shutdown can be delayed to make it possible to reduce current
(International Electrotechnical Commission, 2013a) when open. The HVIL through power contactor(s). The function may be
Figure 11. Conceptual Diagram of a Hazardous Voltage Interlock Loop (HVIL)
Figure 12. Example of a Hazardous Voltage Interlock Loop (HVIL)
Global Mining Guidelines (GMG) Group
24 | GMG RECOMMENDED PRACTICES FOR BATTERY ELECTRIC VEHICLES IN UNDERGROUND MINING
supplemented with discharge function for hazardous volt- age to decrease high humidity levels, presence of conductive contami- nants and pollution,
discharge time. A separate circuit can also be used to monitor harnesses and the presence of water or corrosive environments.
with hazardous voltage that are protected against direct contact. A fault in
such circuit may only result in a warning. Energy storage systems̶whether within or outside the BEV̶should be
protected against fault current and over-current. An over-current protective
device should be in close proximity to the energy storage cells and should
7.11 Insulation / Ground Fault Monitoring not require a current greater than the fault current avail- able to open. The
High-voltage energy is always present in a BEV battery system. over-current protective device should be rated to interrupt the maximum
Insulation systems between the high-voltage bat- tery bus and the vehicle fault current available from a fully charged energy storage system.
chassis protect operators, techni- cians, and service personnel from
potential shock hazards (e.g., IEC 60204-1:2016, UL 2231-1, and ISO
6469-3:2011; Table 3). If the insulation system breaks down or if the elec- The BEV design should allow for an interlock device to prevent
trical system is compromised, there is a potential risk of electric shock to movement of the BEV while connected to the power source, unless the
personnel in contact with the BEV. BEV is designed to operate while plugged in (e.g., jumbos).
A BEV should include an insulation monitoring system to alert
personnel to the risk of electric shock due to a com- promised high voltage 7.12.2 BEV Firmware / Software Risk Assessment
electrical system. An insulation monitoring system continuously monitors Standard industry practice is to complete a risk assess- ment when
the path between the high-voltage electrical system and the vehicle new equipment or technologies are introduced into the mining environment.
chassis. It alerts personnel that there is a risk of electric shock if a person It is highly recommended that a risk assessment is completed whenever
comes in contact with a high-voltage con- ductor and the vehicle chassis. If BEVs, charg- ing systems, and other BEV support equipment are planned
insulation resistance drops below a predetermined value (typically 100 for a mine. BEVs often use firmware / software systems to monitor, protect,
ohm/V based on the nominal voltage of the battery system), a visual and and communicate the state of the battery system within the vehicle. In
audible indicator or alarm is activated. these situations, a risk assess- ment should include identification and
analysis of any firmware / software controls that directly impact critical
functions or identified risks.
The insulation monitoring system may be tested by connecting an
OEM-recommended test impedance between any point on the high-voltage
bus and vehicle chassis (e.g., ISO 14990-1:2016). If the insulation Las diferencias en el diseño y aplicaciones de los BEV significan una recomendación
monitoring system is working properly, an indicator and / or alarm will detallada no es posible. Más bien, es recomendó que durante el proceso de evaluación de
become active when the test impedance is applied. Upon detection of an riesgos, oper- aciones minas trabajan en estrecha colaboración con el BEV fabricantes de
insulation fault, the BEV should be inspected and repaired by trained equipos originales para identificar las funciones de firmware / basados en software que se
service personnel as soon as possible. deben incluir en el análisis de riesgos. Una revisión del riesgo de firmware / software debe
tener en cuenta (pero no se limitan a) los sistemas de frenos, sistemas de dirección, sistemas
de protección personal, y sistemas de fuego y otra de protección contra riesgos. evaluaciones
de riesgo de software deben realizarse para todas las actualizaciones de software, así como
7.12 Additional Safety Recommendations sobre Equipos nueva. Si se determina que las funciones críticas están controladas por
Safety encompasses all components of the BEV for the full lifecycle, sistemas de firmware / software, a continuación, se justifica un análisis más profundo de los
from commissioning to decommissioning. Therefore, these riesgos identificados.
recommendations are categorized accord- ing that cycle. Standards ISO
13849-1:2015 and ISO 13849- 2:2012 (Table 3) cover overall risk
assessments.
7.12.3 Operación BEV
7.12.1 BEV Design BEV son extremadamente silencioso durante el funcionamiento, lo que repre-
BEVs should be designed to avoid operating modes or sequences senta una ventaja sobre los equipos diesel tradicional (sec- ción 5.1), sino que también
that can cause a fault condition or component failure leading to a hazard. presenta un riesgo de seguridad para el personal cerca del BEV. diseño BEV debe
Components should be selected based on the expected stress levels incorporar sonidos de advertencia que se pueden activar de forma manual (por ejemplo,
encountered during the lifetime of the BEV. Stress factors include cuerno) o automática- mente para BEVs viajar en avance o retroceso. Esto ha recibido
mechanical vibration, low and high temperatures, low and el mandato de proteger a los peatones en los Estados Unidos
Global Mining Guidelines Group (GMG)
GMG RECOMENDADOS PARA VEHÍCULOS ELÉCTRICOS DE BATERÍA En la minería subterránea - 2ª edición | 25
para fabricantes de equipos originales de vehículos híbridos comerciales y BEVs (FMVSS 141, todos los factores utilizados típicamente en una apli- cación diesel también
Tabla 3). deben ser considerados. Las normas y regulaciones relevantes son la norma
El OEM es responsable de proporcionar los medios y procedi- mientos para eliminar los ISO 15817: 2012, ISO 17757: 2017, y AS / NZS 4240.1: 2009 (Tabla 3).
BEV se detuvo debido a un mal funcionamiento o pérdida de potencia.
1. Comunicar SOC y las advertencias de operador remoto
Vea la Sección 9.2 para los procedimientos operativos relacionados con el intercambio 2. ¿Tiene la carga necesita ser automatizado o controlado de forma remota
de la batería y de carga. infraestructura?
7.12.4 Mantenimiento BEV 7.12.6 Desmantelamiento BEV
Como se señaló en la Sección 7.10, la energía de alta tensión está siempre presente OEMs should ensure that energy systems and service components
en un sistema de batería del vehículo. Los componentes pueden con- condensadores Tain u are designed and packaged to meet trans- portation regulations applicable
otros dispositivos que no disipan inmediatamente cargos. Incluso cuando está apagado o to the regions from which they are shipped, as well as the region where
desactivado, las baterías químicas o condensadores de un sistema de almacenamiento de they are intended to be sold. For guidance, see ST/SG/AC.10/11/Rev.5
energía BEV pueden presentar un riesgo de choque eléctrico y quemaduras por las altas (Section 38.3 therein) and ST/SG/AC.10/1/Rev.17 (Table 3). See Section
corrientes de cortocircuito. Los paquetes de baterías pueden requerir procedimientos 8.2.9 for additional guidance on BEV compo- nent handling at end-of-life.
especiales para reducir el potencial global de un servicio de valor capaces aceptable. Otras
consideraciones clave para BEV man- manteni- incluyen:
8. ENERGY STORAGE SYSTEMS
• OEM (s) debe proporcionar procedimientos para remolcar a pre- creación de
8.1 Introduction
ventilación de tensiones peligrosas.
• Las áreas de servicio en un BEV deben diseñarse para evitar el contacto The rechargeable battery is central to BEV operation. The battery
accidental con partes móviles peligrosas y tensiones cuando ajuste o reajuste storage capacity (energy density) limits the range that the BEV can travel
controles o per- trabajo de conformación similar a la que mientras que el BEV between charges (Section 5.1) and is thus the main obstacle facing
es energizado. widespread commer- cial and mining BEV implementation. Rechargeable
• Conductores energizados con tensiones peligrosas deben estar ubicados detrás de las lead- acid batteries have changed little since their invention in the late 19th
cubiertas de protección que requieren una herramienta para acceder o eliminar. Century. In the past four decades, the drive for smaller, lighter, more
efficient, less expensive, and more energy-dense storage systems has
• Las etiquetas de advertencia no deben acompañar a las cubiertas protectoras driven innovation in battery technologies. These needs are even more
removibles. critical in mining applications, where BEVs are large, heavy, and have high
• Las áreas de servicio se accede sin necesidad de herramientas que contienen energy demands.
tensiones peligrosas después de la BEV se apaga debe la libre descarga a un
nivel no peligroso dentro de los 10 segundos de la BEV ser apagados.
At the most basic level, a battery is one or more energy (voltaic) cells
• Las áreas de servicio que contienen tensiones peligrosas después de la BEV se containing a conductive electrolyte to facili- tate the movement of ions from
apaga y tardan más de 10 segundos para auto-descarga, requieren un the negative terminal (anode) to the positive terminal (cathode), thereby
procedimiento de descarga manual, o no se pueden descargar a un voltaje no creating an electrical current. For example, lead-acid batteries often contain
peligrosos (por ejemplo, baterías) debe ser marcado con un símbolo de six cells with metal plates immersed in a water / sul- furic acid solution
advertencia y un aviso de dónde obtener procedimientos de manteni- miento (Table 4). Lead-acid batteries have long
apropiados y debe requerir herramientas para el acceso.
• sistemas eléctricos de batería de 75 VDC o más alto voltaje principal sis- tem
deben ser identificados de acuerdo con la Direc- tiva 2014/35 / EU (Tabla 3). Table 4. Rechargeable battery types (https://en.wikipedia.org/wiki/
Lithium-ion_battery; Bandhauer et al. 2011; Recharge, 2013)
Type Energy density Voltage
(MJ/kg)
7.12.5 Consideraciones para control remoto Lead-acid 0.14 2.1
Hay varios factores que deben tenerse en cuenta al diseñar un sistema a Nickel cadmium 0.14 1.2
Nickel metal-hydride 0.36 1.2
ser controlado remotamente. Esta sección destaca los factores importantes que
Nickel zinc 0.36 1.6
son TOOR única puede ser de un diseño especial importancia to̶BEV. La lista Lithium ion 0.36‒0.900 2.3‒4.2
no es exhaustiva:
Directrices Global Mining (GMG) Grupo
26 | GMG RECOMENDADOS PARA VEHÍCULOS ELÉCTRICOS DE BATERÍA En la minería subterránea - 2ª edición
been̶and seguir beused en conjunción con los combustibles fósiles a alimentar de aluminio o de níquel-manganeso-cobalto), espinela de manganeso, o
automóviles, barcos y otros vehículos. fosfato de hierro (Canis, 2013; recarga, 2013). La oda cath- se separa del
Teniendo en cuenta la densidad de energía relativamente alto de LIBs (Tabla grafito, carbono, o ánodo titanato por un polietileno poroso o polipropileno
4), son actualmente la elección más común para aplicaciones de BEV. El cátodo mem- brana (Figura 13a). El electrolito es una mezcla de sal de litio y
en LIBs para BEVs comerciales puede comprender un óxido de metal (níquel, disolventes orgánicos en forma de líquido o gel. otra comercialmente
cobalto, níquel-cobalto
cialmente tipo de batería utilizado es una batería
de sal fundida, en donde el electrolito es cloruro
una)
de sodio que se mantiene a una temperatura
suficientemente alta para que sea líquido (Figura
13b). Además, se ha propuesto la posibilidad de
utilizar ultracapaci- tors (condensadores
eléctricos de muy alta capacidad), ya sea por sí
solos o en combinación con las baterías (Figura
13c).
The BMS is central to the safe and
efficient operation of the bat- tery. Under the
control of a micro- processor, the BMS
monitors the energy consumed by the BEV
during operation, and the battery pack volt-
age, current, SOC, depth of dis- charge
segundo)
(DOD), and temperature, as well as individual
cell voltages. As noted in Section 8.1, the
BMS also varies the current being delivered
to the battery during charging. Finally, the
BMS redirects the energy pro- duced during
regenerative braking to the battery pack.
The BMS contains a significant amount
of data related to the oper- ation,
performance, and health of the battery. While
do) some of the data are proprietary to the OEM,
the rest can be very valuable to the equip-
ment operator to help them under- stand how
the battery
is
amaestrado. Una guía para la que los datos son de
propiedad frente a disposición del operador se
puede encontrar en la Guía del Global Mining
Group (2016).
8.2 Requisitos funcionales
8.2.1 Accesibilidad y Servicio
Sólo un experto en la materia (Interna-
Figura 13. Sketches conceptual de una) de iones de litio baterías, b) Baterías de sales fundidas, y c) ultracondensadores cional Comisión Electrotécnica,
2004) se debe realizar el mantenimiento
Global Mining Guidelines (GMG) Group
GMG RECOMENDADOS PARA VEHÍCULOS ELÉCTRICOS DE BATERÍA En la minería subterránea - 2ª edición | 27
y dar servicio en las baterías. El OEM debe proporcionar un programa de mantenimiento High internal temperatures can cause separator failure, leading to internal
preventivo, que incluye una lista de verificación para la inspec- ción del sistema de baterías y todos short-circuiting. For some chemistries, internal shorting can lead to thermal
los procedimientos especiales de reparación. runaway, which can ultimately lead to venting of hazardous and flammable
gases, venting of flame, and potential explosion of the battery assembly. In
8.2.2 Gestión térmica y pruebas addition to posing a safety risk (Sec- tion 8.3), elevated temperatures
Dentro de una batería, el calor es generado por el flujo de corriente (el accelerate the degrada- tion of capacity and power in LIBs, and can cause
efecto Joule); gestión de la temperatura está dentro del ámbito de la BMS, charge imbalance among battery cells.
que supervisa la batería temperatura media paquete y las temperaturas de
las células individuales, así como las temperaturas de admisión y de
refrigerante de salida si se utiliza refrigerante. Una condición de alta Active testing of LIB over-temperature functionality should follow
temperatura normalmente es el resultado de una fuente externa de calor o la E/ECE/324/Rev.2/Add.99/Rev.2 (Table 5) for the thermal shock and cycling
tensión y / o ser de corriente fuera del rango operativo. test, and the over-tempera- ture protection test. The
ST/SG/AC.10/11/Rev.5 T.2 thermal
Tabla 5. Los nombres, los temas y las jurisdicciones de las normas relacionadas con los sistemas de almacenamiento de energía, que se enumeran en el orden en que se citan en esta sección. citas estándar completo se enumeran en la Sección 12.
Recomendado Tema Jurisdicción Citación
Estándar en la industria
E / ECE / 324 / Rev.2 / Requisitos de seguridad de vehículo cadena de tracción eléctrica Internacional Naciones Unidas, 2013
Add.99 / Rev.2
ST / SG / AC.10 / 11 / Rev.5 Criterios, métodos de prueba y procedimientos para la clasificación Internacional Naciones Unidas, 2009
mercancías peligrosas
J2288_200806 método de ensayo normalizado para determinar la esperada Internacional SAE International, 2008
ciclos de vida de los módulos de batería BEV
UL 1642 Requisitos para reducir el riesgo de daños por fuego y Estados Unidos UL, 2012b
o explosión cuando se usan o se eliminan de un producto de baterías de
litio y descartados
UL 2580 Evalúa la capacidad del conjunto de almacenamiento de energía eléctrica Estados Unidos UL, 2013
(Por ejemplo, paquetes de baterías y la batería combinación conjuntos de condensadores
electroquímicos PACK- y el subconjunto / módulos que componen estos conjuntos para su
uso en BEVs) para soportar de forma segura condiciones de abuso simulados y evita la
exposición de las personas a riesgos como consecuencia del abuso
CAN / CSA-E62660-1: 15 Rendimiento y duración de la prueba de iones de litio recargable Canadá CSA Group, 2015A
células para la propulsión de los BEV y los vehículos eléctricos híbridos
CAN / CSA-E62660-2: 15 Procedimientos de prueba para observar el comportamiento de la fiabilidad y el abuso Canadá CSA Group, 2015b
de células de iones de litio recargables para la propulsión de los BEV y los vehículos
eléctricos híbridos
IEC 62133-2: 2017 Requisitos y ensayos para la operación segura del portátil sellada Internacional Electrotécnica Internacional
células recargables de litio y LIBs que no contienen ácido Comisión de 2017
electrólito
IEC 61508: 2010 Los aspectos a considerar cuando eléctrico / electrónico / Internacional Electrotécnica Internacional
sistemas electrónicos programables se utilizan para llevar a cabo Comisión de 2010
funciones de seguridad
IEC 62061: 2005 Requisitos y recomendaciones para el diseño, Internacional Electrotécnica Internacional
(además de las enmiendas) integración y validación de los equipos eléctricos relacionados con la seguridad, Comisión de 2015
sistemas electrónicos de control electrónicos, y programables para máquinas
Piezas de EE.UU. CFR 100-177 Código de Regulaciones Federales de Transporte de los Estados Unidos Estados Unidos Estados Unidos Oficina del Registro Federal de
2012
TDG de Canadá El transporte de reglamentación sobre mercancías peligrosas Canadá Transporte de Canadá, 2016
IMDG 2014, 2016 IMDG. IMDG 2014 Internacional Marítima Internacional
en vigor a partir de enero de 2016; IMDG 2016, en vigor a partir del Organización, 2017
de enero de 2018
peligrosas de la IATA Asociación Internacional de Transporte Aéreo peligroso Internacional El transporte aéreo internacional
Reglamentación de Mercancías Reglamentación de Mercancías Asociación de 2018
ISO 14990-1: 2016 Requisitos generales de seguridad para equipos eléctricos y Internacional Organización Internacional para las
componentes incorporados en las máquinas de movimiento de tierra como Normalización, 2016A
se define en la ISO 6165: 2012
ISO 6165: 2012 Términos y definiciones y una estructura de identificación para Internacional Organización Internacional para las
la clasificación de la maquinaria de movimiento de tierras Normalización, 2012a
Directrices Global Mining (GMG) Grupo
28 | GMG RECOMENDADOS PARA VEHÍCULOS ELÉCTRICOS DE BATERÍA En la minería subterránea - 2ª edición
prueba (Tabla 5) es similar a la prueba de choque térmico dentro de E / ECE / 324 / dad podría ser abierto (es decir, a través de las cubiertas o tapas con cionalidad
Rev.2 / Add.99 / Rev.2: las baterías se almacenan a 72 ° C durante 6 horas y enclavamiento fun-) o cerrado, de modo que sólo el personal OEM tienen autorización para
después a -40 ° C durante 6 horas para 10 ciclos. Ellos no deben presentar fugas, abrir el recinto (por ejemplo, para la batería de mante- manteni- o reparación). Otro sistema de
ventilación, desmontaje, rup- tura, o el fuego, y el voltaje no pueden caer a menos compartimiento de baterías consideraciones incluyen:
del 90% de la tensión inicial.
• Los requisitos de ventilación basado en el almacenamiento de energía terio chem-
8.2.3 Rendimiento de ciclo y duración de la batería • monitorización de la temperatura
rendimiento del ciclo sistema de baterías es un indicador clave de la • condiciones arduas de minería subterránea
vida de la batería. procedimientos de prueba estándar en J2288_200806 • Montaje de choque y la vibración
(Tabla 5) se deben utilizar para determinar la vice vidaen ser- esperado • Material de ambiente húmedo, corrosivo
cycles̶of módulos de batería BEV. Comprobación de los sistemas de tery • las autorizaciones apropiadas de la batería células / paquetes
BAT bajo un estándar de los resultados de rendimientos de procedimiento • puntos de elevación designados de módulos de almacenamiento de energía
que se pueden comparar entre los sistemas dentro de la misma mina o
entre las diferentes minas. perfiles operativos subterráneas y superficiales 8.2.7 Consideraciones de temperaturas extremas
BEV probable difieren. pruebas específicas (por ejemplo, DOD, SOC, la Operating a BEV in temperatures outside the normal operating zone
temperatura de funcionamiento) se puede realizar para entender mejor of the battery chemistry will almost always be a compromise between 1)
vida de la batería en condiciones específicas. Ciertos tipos de baterías se reduced range and 2) requir- ing a larger capacity energy storage system to
adaptan mejor a los perfiles de uso subterráneas únicas que no son offset the parasitic draw from the additional systems required to raise or
capturados en J2288_200806 (Tabla 5). Estas condiciones y perfiles de lower temperatures to bring the battery into the desired operational span.
uso deben ser definidos y los procedimientos de prueba adicionales se
pueden aplicar a los sistemas a una mejor estimación de la vida de la
batería del sistema. Modern diesel engines are more mechanically efficient than ever, yet
they only convert approximately 44% of the fuel’s energy into mechanical
work: 56% is converted to heat. This waste heat helps offset the adverse
effects of the cold and improves operator comfort. By contrast, electric
motors typically have mechanical efficiencies exceeding 90%. Thus, at
most 10% of the energy is converted into heat. Many battery chemistries
8.2.4 Prevención y Extinción de Incendios and electrical components on BEVs are temperature sensitive and can be
La batería debe tener un sistema de extinción de incendios diseñado sobre irreparably damaged if subjected to temperature extremes. A suitably
la base de E / ECE / 324 / Rev.2 / Add.99 / Rev.2 (Tabla 5). designed BEV considers the effects of low ambient temper- ature, not only
on the energy storage and tractive systems, but on the passenger
compartment heating and window defrosting systems.
8.2.5 Apagado automático
Dependiendo del tipo de la batería, los parámetros de funcionamiento tales
como la temperatura, corriente, tensión, y SOC necesitan ser constantemente
supervisado y mantenido dentro de ciertos ues Val-. Para LIBs, reacciones Conversely, in extreme heat conditions, cooling the battery can be a
exotérmicas de exceso de carga y sobre-descarga pueden conducir a productos challenge. The upper limit of several pop- ular chemistries can be near
químicos Lize fugitivos y desestabi- térmicos de la batería. El BMS normalmente ambient air temperature, which may not leave a large enough delta for a
controlará estos parámetros de funcionamiento en todas las celdas de la batería y traditional radiator system to be effective. In these instances, a more
automáticamente apagar el sistema de la batería de desconectar ing los contactores advanced cooling strategy (e.g., heat pump system) may be needed.
de la batería si se exceden los parámetros de funcionamiento parámetros admisibles
de operación. Mediante la desconexión automática del sistema debe estar diseñado y
probado para cumplir la norma IEC 61508: 2010 y la norma IEC 62061: 2005 (Tabla
5). 8.2.8 Storage
The maximum number of batteries stored and storage procedures in a
particular location should be confirmed with the local authority. Protection
8.2.6 Sistema de cerramiento and isolation during storage should follow M421-16 (Table 3). The battery
En general, las especificaciones de protección de entrada para la caja del sys- tem or BEV OEM should fully define the storage conditions
sistema tery BAT- son suministrados por el OEM. acce-
Directrices Global Mining (GMG) Grupo
GMG RECOMMENDED PRACTICES FOR BATTERY ELECTRIC VEHICLES IN UNDERGROUND MINING ‒ 2nd Edition | 29
for battery packs or components of interest̶any devices containing battery considerado al principio del proceso de planificación debido a la complejidad de
cells that can be damaged or become inoperable by the effects of long-term las normas de transporte y los costes potenciales de la disposición.
storage:
1. Storage temperature range, ideal storage temperature Reciclaje de las células de iones de litio es una alternativa a dis- de disposición
2. Component life without periodic SOC / state of health check final como desecho; sin embargo, LIBs de reciclado en la actualidad es probable que
proporcione más ecológico que los beneficios económicos. La amplia gama de
3. Component life with periodic SOC / state of health check materiales presentes dentro de una célula de iones de litio, los materiales utilizados
4. Maintenance intervals and documented procedures en el envase del sistema de la batería, y el potencial de las células para sostener
5. Equipment required to maintain the components dur- ing storage cantidades significativas de energía hebra juntos que el reciclaje sea un proceso
complicado. Se prevé que como sistemas LIB cada vez más frecuentes
OEMs debe suministrar procedimientos documentados para sistemas de (especialmente en la industria del automóvil), las nuevas técnicas de construcción
baterías dling dañado Han- o componentes del sistema. Potencialmente BAT- tery y procesos de reciclaje van a mejorar la economía de reciclaje.
componentes del sistema peligrosos deben ser iden- tificado si es independiente del
sistema como un todo. Estos docu- mentos contorno de manipulación y
almacenamiento prácticas seguras para los sistemas de baterías que han sido Una tercera opción a considerar a fin de life̶commonly referido como “segunda vida”
dañados o sometidos a altas o bajas temperaturas, inundaciones, u otras formas de se está convirtiendo en disponible. sistemas de baterías al final de su vida útil a menudo
abuso físico. Los procedimientos deben proporcionar instrucción para la reducción tienen un 70-80% de su capacidad de almacenamiento. LIB, sistemas usados en buen
de seguro de la energía almacenada (descarga) y veri ficación de que la batería está estado están encontrando una vida ond sec- en aplicaciones tales como sistemas de
en un estado seguro. El equipo especializado (resistencias de descarga pack) para estabilización de la red eléctrica y sistemas de almacenamiento fotovoltaico residencial y
la preparación y el manejo de sistemas de batería dañada debe ser proporcionado podrían durar muchos años en esta capacidad reducida. Al igual que en el reciclaje de
por el OEM. LIBs, el mercado para estos segundos aplica- ciones de vida aún no ha madurado
completamente. sistemas LIB se han vuelto más prevalant en sistemas de propulsión; Por
lo tanto, un aumento no puede signifi- en la cantidad de Sytems de baterías disponibles
para aplicaciones de la vida segundo seguirá y es probable que impulsar el crecimiento en
8.2.9 Fin de la vida útil la segunda solicitud de la vida.
sistemas de almacenamiento de energía en los BEV tienen una vida limitada y con el tiempo
se gastará. Al final de su vida por el sistema de baterías o componentes reemplazables individuales
del sistema debe estar completamente definido por el OEM. Cuando un sistema de energía BEV The significant amounts of energy in a worn-out bat- tery system and
llega al final de su vida útil, debe ser enviado en misión adecuadamente descomposición y the presence of materials that may require special handling, recycling, or
eliminarse de acuerdo con las leyes locales. En algunas situaciones, el OEM puede ser capaz de disposal methods based on local laws are key safety considerations. Mine
reconstruir el sistema de baterías y traerlo de vuelta al cumplimiento de ficaciones espec-. operators should never attempt to disassemble, dispose of, rebuild, or
Independientemente del enfoque tomado, antes de que el sistema de batería se transporta, que repurpose a battery system without contacting the OEM for instructions.
tendrá que ser envasadas y etiquetadas de acuerdo con los requisitos, que varían según la Disposal / recycling and transportation methods at the battery system
ubicación geográfica. El sistema de batería OEM debe ser contactado para obtener instrucciones end-of-life should always be made in consultation with the battery system
detalladas. Si bien no, muchas normas de transporte universales, incluyendo el Departamento de OEM and local laws. Components containing hazardous materials should
Transporte de los Estados Unidos, ción Canadá Transporta- de Mercancías Peligrosas, Código be properly labelled to avoid improper disposal. OEMs should label energy
Marítimo Internacional de Mercancías Peligrosas, y el Código Australiano para el transporte de storage systems to alert to own- ers of the need for special packaging,
mercancías peligrosas, así como las Instrucciones Técnicas de la Asociación Internacional de transport, and dis- posal procedures. The energy storage system labelling
Transporte Aéreo requieren el uso de envases diseñados y probados para las Recomendaciones de should also include OEM contact information.
las Naciones Unidas sobre el Transporte de mercancías PELIGRO- ous, Reglamento modelo
(Sección 38.3 para baterías de metal litio y LIBs). Mientras que la eliminación de sistemas de
baterías usadas puede no ser una consideración primordial en la Planificación de una batería
eléctrica de minas, un plan para la eliminación debe ser así como las Reglamentaciones de
Mercancías Peligrosas de la Asociación Internacional de Transporte Aéreo requieren el uso de 8.3 Requisitos de Seguridad
envases diseñados y probados para las Recomendaciones de las Naciones Unidas sobre el
8.3.1 Condiciones de peligro: causas y efectos
Transporte de Mercancías Peligrosas, Reglamentación Modelo (Sección 38.3 para las baterías de
metal litio y LIBs). Mientras que la eliminación de sistemas de baterías usadas puede no ser una identificación de peligros analiza cómo las baterías de interactuar con su
consideración primordial en la Planificación de una batería eléctrica de minas, un plan para la entorno. Para LIBs, la siguiente peligro CON- diciones se identifican durante la
eliminación debe ser así como las Reglamentaciones de Mercancías Peligrosas de la Asociación carga, la descarga (operación BEV), y el almacenamiento (Tabla 6):
Internacional de Transporte Aéreo requieren el uso de envases diseñados y probados para las Recomendaciones de las Naciones Unidas sobre el Transporte de Mercancías Peligrosas, Reglamentación Modelo (Sección 38.3
Global Mining Guidelines (GMG) Group
30 | GMG RECOMENDADOS PARA VEHÍCULOS ELÉCTRICOS DE BATERÍA En la minería subterránea - 2ª edición
Tabla 6. Condiciones de riesgo para las baterías de iones de litio (Mikolajczak, Kahn, blanco, y de largo, 2011).
Peligro Porque comentarios
Escapes térmicos El exceso de carga, sobre-voltaje Puede causar chapado de litio, donde los iones de litio de litio depósito dendríticas metálico
sobre el ánodo, lo que lleva a un potencial de cortocircuito.
El exceso de temperatura (70 ° C) También puede conducir a un aumento de las temperaturas. Puede causar la degradación de la
capa de interfaz de electrolito sólido (SEI) en el ánodo, que si violada, permite que el electrolito
para reaccionar con el ánodo en una reacción exotérmica alta temperatura. No se aplica a los
ánodos de titanato de litio, que no dependen de la capa de SEI.
Exceso de descarga, bajo voltaje Puede causar cobre ánodo se disuelva en el electrolito, que puede formar cobre metálico
dendríticas cuando se aumenta el voltaje de la célula, dando lugar a potencial de corto circuito.
Sobreintensidad de corriente, carga rápida Las altas corrientes pueden aumentar la temperatura de las células. Ver el exceso de temperatura.
cortocircuito interno debido a un defecto celular Posibles defectos incluyen: deformación de la pieza, los poros del separador bloqueados, recubrimiento ánodo
desigual, el contacto irregular entre el separador y el ánodo, la deslaminación de colector de corriente, la
contaminación, y el electrolito seco.
cortocircuito interno debido a litio Causada por exceso de carga o sobre-descarga.
chapado, se precipita el cobre del ánodo daños
mecánicos, abuso La punción de una célula podría dañar la capa de SEI en el ánodo y causar una reacción
exotérmica alta temperatura entre el ánodo y el electrolito.
fuente externa de calor, fuego Ver el exceso de temperatura.
Desfogue Escapes térmicos Desglose de disolventes orgánicos en el electrolito en gases altamente tóxicos e inflamables.
Combustión Escapes térmicos May occur when the flammable gases are released and mix with
of battery cells oxygen if the temperature is high enough or if there is an external sources of heat or
spark.
Rapid disassembly of Thermal runaway, poor venting Battery module may explode if the gases produced during thermal
battery module runaway are not allowed to vent to the atmosphere.
Venting with flame, Thermal runaway, high temperature, External sources of heat or spark near battery vents.
ignition of vented gas external spark
1. Carga o descarga a baja temperatura undetected and initiate thermal runaway. During a thermal runaway, the
2. El exceso de tensión (exceso de carga) high heat of the failing cell can propagate to the next cell, causing it to
3. Bajo voltaje (sobre-descarga) become thermally unstable as well. In some cases, a chain reaction occurs,
4. La sobrecarga (sobre corriente) in which each cell disintegrates at its own timetable. A battery pack can be
5. El exceso de temperatura destroyed within a few seconds or linger for several hours as cells are
6. corto circuito externo consumed one-by-one. To increase safety, some packs may be fitted with
7. cortocircuito interno dividers to prevent cell fail- ure from spreading to neighboring cells.
8. calentamiento externo
9. Las reacciones químicas
10. aplastamiento mecánico, shock, la penetración, o la ruptura de una célula resulta Otro problema de seguridad es de carga temperatura fría. Algunos LIBs no
en la liberación de gas líquido o inflamables / tóxicos La probabilidad de que los pueden ser cargadas por debajo de 0 ° C. Aunque los paquetes parecen estar de
riesgos anteriores depende de la química de la batería y cómo la batería se mitiga carga normalmente, chapado de litio metálico se produce en el ánodo durante una
diseño del OEM y aborda los riesgos. carga sub-congelación. El chapado es permanente y no se puede quitar. Si se hace
en varias ocasiones, la carga de temperatura fría puede poner en peligro la
The cumulative effects of electrical and chemical haz- ard conditions seguridad de la manada, por lo que la batería más vulnerables a las fracaso si se
can lead to thermal runaway (Section 8.2.2). Potential effects of these somete a un impacto, aplastamiento o de carga de alta velocidad.
hazard conditions are gas release, heat release, fire, and corrosive
electrolyte release. These hazards are strongly linked to thermal runaway.
Gas release can lead to elevated levels of carbon monoxide and diox- ide,
hydrogen gas, methane, ethane, ethylene, propylene, and hydrogen 8.3.2 Riesgo de Condition Monitoring, Prevención y Mitigación
fluoride (Recharge, 2013). In addition, gases can combust at gas
temperatures exceeding 350°C. Detección de la temperatura por el BMS debe ser adecuada para identificar
temperaturas peligrosas en el paquete de baterías, que es, debe haber un número
An internal short-circuit caused by contamination dur- ing manufacture suficiente de sensores de temperatura junto a celdas de la batería. datos de los sensores
with microscopic metal particles can go se utilizan para evitar el riesgo de
Directrices Global Mining (GMG) Grupo
GMG RECOMMENDED PRACTICES FOR BATTERY ELECTRIC VEHICLES IN UNDERGROUND MINING ‒ 2nd Edition | 31
condiciones 1-5 en la Sección 8.3.1 mediante notificación a la unidad de control BEV para la vida (Sección 8.2.9). reglamentos aplicables dependen de la región
tomar medidas correctivas y causan una alarma si la temperatura de la batería está fuera geográfica (s) entre las que se transportan las baterías y la química de la
del rango de funcionamiento seguro. Las acciones podrían ser solicitar al BEV dejar de batería. Independientemente de la cantidad de baterías o medio de
usar la batería, controlar ambición de calentamiento o enfriamiento ent, o como última transporte, las versiones más recientes de las autoridades de transporte
medida, abrir los contactores de la batería. condición de peligro 6 se impide mediante la locales deben ser consultados para la orientación, así como el OEM.
fusión. condiciones de peligro 7-10 se evita por la protección adecuada BAT- tery Transporta- regulaciones ción ST / SG / AC.10 / 11 / Rev.5, US CFR Partes
mecánica, el uso y manipulación. 100-
177, Canadá TDG, IMDG 2014, 2016, y la Reglamentación de Mercancías
condiciones de peligro durante la carga, descarga, y almace- namiento se pueden Peligrosas de la IATA (Tabla 5) debe ser consultado antes baterías
prevenir evitando la exposición de las baterías al calor y al fuego (por ejemplo, la transportadoras, sistemas de baterías, y los BEV y repuestos que contienen
soldadura de las baterías o cerca) y el abuso de cal eléctricamente (recarga, 2013). En el baterías.
caso de un peligro condi- ción, medidas de atenuación reducen la sensibilidad, reducir la Dañados o sospechosos baterías pueden generalmente ser portado trans de
reacción (por ejemplo, administrar el fuego y el humo de emisiones), y romper la cadena manera similar a las baterías buenos conocidos; precauciones adicionales por lo general
de reacción (por ejemplo, neutralizar derrames de electrolitos corrosivos) (recarga, 2013). se aplican. Local regulations̶including los enumerados above̶may requerir etiquetado y
envasado del sistema de baterías o una batería especial para proporcionar capas
adicionales de pro- tección. Independientemente de cómo mínimo la gravedad del daño
Durante la batería de intercambio-out, una combinación de conexiones de seguridad a un sistema de batería o la batería, las autoridades locales de transporte y el OEM debe
intrínseca (toque seguro, fallar siste- mas seguras y redundantes) y procedimientos deben ser consultado para el transporte Ance guid- para las baterías dañadas o que se
garantizar el aislamiento de grupos de células poten- ciales altas abajo a un nivel de sospeche o sistemas de baterías.
energía más aceptable cuando verdadera energía cero no es posible .
procedimientos de mantenimiento de la batería por un experto en la materia 9. sistemas de carga
(Comisión Electrotécnica Internacional, 2004) deben asegurar un adecuado
9.1 Introducción
aislamiento de los grupos de alto celulares potenciales a un nivel de energía más
aceptable cuando la verdadera energía cero no es posible. El acceso para el Desde cargadores son una parte integral del sistema BEV, la filosofía de
mantenimiento de la batería debe ser limitada mediante el uso de etiquetas y la carga (Sección 6.5.2) debe ser cado esta- y comprendido temprano en el
necesidad de herramientas. La soldadura de las baterías o cerca sólo debe hacerse proceso de diseño del sistema de carga y por todos los participantes del equipo
después de consultar con el OEM. de diseño de la mina.
la minería de carga BEV presenta desafíos ausentes en el mundo comercial BEV.
Cabe señalar que algunos modos de fallo, tales como la formación de El equipo es mucho más grande y más pesado. Baterías en la mayoría de los BEV
dendritas y la posterior corto circuito interno, no pueden ser completamente mineras requieren una capacidad mucho mayor. El ambiente de la mina puede ser
detectan o prevenirse, y la probabilidad Statistical esta- es que eventualmente hostil, con carreteras ásperas, temperaturas extremas, polvo, vibración y conmoción
se produzca. OEM deberían proporcionar un plan de respuesta para estos cerebral de la voladura. Un elemento que la cuota de dos ambientes es una gran
eventos y sus efectos. variedad en los BEV. A dado mina probable que emplear BEVs de varios fabricantes de
equipos, cada uno con diferentes tamaños, tipos de baterías y los perfiles de uso (por
ejemplo, la Tabla 7). Por lo tanto, un obstáculo importante para superar al introducir
8.3.3 Transporte BEVs en una mina es una estrategia para la carga de todos los BEV. Como se señaló
Embalaje, etiquetado, y la notificación se deben tomar precauciones al en Sec-
transportar las baterías para su uso o al fin-de-
Tabla 7. Ejemplo de vehículos de la flota
Equipo Flota Poder peso cargado Batería Rango para el grado 15%
(KW) (kg) (KWh) (Km)
camiones de transporte / agua 8 300 60000 400 8
máquinas LHD 14 250 60000 200 4
niveladoras 1 100 20000 200 12
Taladro y bólteres 12 125 25000 100 4
cargadores de emulsión 4 150 15000 100 8
vehículos utilitarios grandes 15 150 15000 100 8
vehículos utilitarios pequeños 30 100 5000 50 12
Global Mining Guidelines (GMG) Group
32 | GMG RECOMENDADOS PARA VEHÍCULOS ELÉCTRICOS DE BATERÍA En la minería subterránea - 2ª edición
ción 6.5.2.1, una interfaz de carga simple y estandarizada es clave para 9.2 Consideraciones de seguridad
hacer BEV carga sencilla, cómoda y segura. While working with the charging system and in or near the BEV,
Aunque los fabricantes de equipos tienen sus propias especificaciones de workers are exposed to EM radiation. The Interna- tional Commission on
embalaje ciones y requisitos, los requisitos de embalaje específicas de la mina Non-Ionizing Radiation Protection has several guidelines regarding
que ser comunicada a la OEM para evitar daños en el sistema de carga durante magnetic field exposure (http://www.icnirp.org/). Based on commercial
el transporte a la mina. Una vez que el sistema de carga es entregada a la mina, BEVs, health risks associated with direct EM radiation exposure appear to
las restricciones en el transporte (por ejemplo, inclinar, shock vibración, y el be low. Digital communication devices also emit EM radiation. As their use
ajuste en el sistema de mina de transporte) necesitan ser impuesta. Antes de la grows, it is increasingly important to limit EM emissions. Chargers should
instalación, tendrían que ser añadido al cargador de marcas estandarizadas: be compliant with regional EM emission and susceptibility standards (Table
8).
• Identificar el dispositivo como un cargador de BEV El interfaz de carga-BEV es un punto de interacción entre el sistema de carga y
• Identificar el tipo de almacenamiento de energía de compatibilidad / química operadores BEV, que están acostumbrados a equipos de minería a base de diesel.
• Proporcionar instrucciones de funcionamiento basada en iconos (paso 1, 2, 3, etc.) turas de seguridad distintas prestaciones deben ser compatibles con las normas de
seguridad regional (Cuadro 8). funcionalidad ergonómica debe estar diseñado para pre-
• Indicar normas regionales para la instalación y el funciona- miento choque de ventilación y riesgos mecánicos y evitar el riesgo físico cuando los
trabajadores de instalar, conectar, operar, desconectar, y mantener el sistema de carga
La jurisdicción tiene un efecto significativo en los estándares (inicialmente desconocida). Los programas de formación son esenciales para operar
eléctricos y de seguridad a la que el BEV BEV chargers̶and hecho con seguridad el sis- tema de carga, y evitar colisiones e interacciones de peatones en
themselves̶should ser diseñado. En muchos lugares, un código eléctrico la zona de carga. Esta sección se detallan las características de seguridad que
está en vigor. Típicamente, una “autoridad competente” hace cumplir el deberían ser universales entre los sistemas y dispositivos de seguridad para este tipo
código eléctrico, a menudo a través de un proceso de permisos y / o de carga cargador específicos.
inspección. Diseño y construcción de los cargadores deben ser tales que
cumplen con los estándares eléctricos apropiados (Tabla 8). Además, la
instalación final de los cargadores deben respetar las prácticas locales, y
someterse a cualquier aprobación o inspecciones que sean necesarias. 9.2.1 Instalación
Las principales características deben ser considerados para la zona de carga antes de la
instalación:
Tabla 8. Los nombres, los temas y las jurisdicciones de las normas relacionadas con los cargadores, enumerados en el orden en que se citan en esta sección. citas estándar completo se enumeran en la Sección 12.
Recomendado Tema Jurisdicción Citación
Estándar en la industria
IEEE-519-2014 Establece objetivos para el diseño de sistemas eléctricos que incluyen Internacional Institute of Electrical and
tanto cargas lineales y no lineales Electronics Engineers Standards
Association, 2014
IEC 62196-1: 2014 Se aplica a los enchufes, tomas de corriente, conectores vehículo, vehículo Internacional Electrotécnica Internacional
entradas y conjuntos de cables para BEVs Comisión, 2014A
IEC 62196-2: 2016 Se aplica a los enchufes, tomas de corriente, conectores de vehículos y Internacional Electrotécnica Internacional
entradas de vehículos con pasadores y de contacto estuches de estandarizado Comisión, 2016A
configuración
IEC 62196-3: 2014 Se aplica a los acopladores de vehículos con pasadores y de contacto-tubos Internacional Electrotécnica Internacional
de configuración estandarizada Comisión, 2014b
SAE J1772_201710 física, eléctrica, funcionales y de rendimiento Norteamérica SAE International, 2017
requisitos para facilitar la carga conductiva de BEV y plug-in de vehículos
eléctricos híbridos
IEC 61851-23: 2014 Los requisitos para el control de la comunicación entre Internacional Electrotécnica Internacional
el cargador de CC y el BEV Comisión, 2014c
DIN 70121 SPEC Especifica la comunicación CC-específica entre el BEV Europa DIN
y el equipo de suministro mi. V., 2014
SAE J3105 [WIP] sistema de transferencia de potencia del vehículo eléctrico mediante un mecanizado Internacional SAE International, 2012
acoplador
IEC 60664-1: 2007 Coordinación de aislamiento de equipo dentro de bajo voltaje Internacional Electrotécnica Internacional
sistemas Comisión, 2007b
IEC 60364-5-52: 2009 Selección y montaje de sistemas de cableado Internacional Comisión Electrotécnica Internacional,
2009
Directrices Global Mining (GMG) Grupo
GMG RECOMENDADOS PARA VEHÍCULOS ELÉCTRICOS DE BATERÍA En la minería subterránea - 2ª edición | 33
• Sistema de ventilación / refrigeración lines to minimize these risks. The overall goal is to ensure a safe charge via
• plazas de aparcamiento claramente identificadas para la BEV sufficient handshaking, communication, self-tests, and “ramp up” of the
• Sistema de drenaje y sumidero para limitar barro y agua en la zona de charging process.
carga, sobre todo después de lavar abajo
• soporte elevado del cable de carga (si se requiere) 9.2.2 Operation and Maintenance
• Protección del cable de carga de la abrasión The charger connector cannot be removed until the charger is turned
• emergencia remoto apagado cerca del cargador, lado OUT- zona de off and similarly, charging cannot be initi- ated if the connector is unlocked.
peligro potencial If the lock is opened dur- ing charging, power flow must be stopped
• , Dispositivo de protección contra la sobretensión aguas arriba para suministrar el immediately to prevent arcing and lethal shocks.
cargador
• fuga a tierra aguas arriba o integrado / falla a tierra (GF) dispositivo de Si el BMS detecta un fallo / problema durante el proceso de carga (por ejemplo,
protección (GF interruptor de circuito) la batería se pone demasiado caliente o el sistema de refrigeración no está
• camino de tierra funcionando), el vehículo BMS deberá informar al cargador y detener la carga. Además
- Cargador está ligado a rejilla de tierra mina de la BMS, el cargador debe tener características para proteger a sí mismo si tiene un
- Cuando está enchufado, BEV tiene un camino a tierra a través del cable de fallo de la conexión a terio de murciélago. En caso de fallo de alimentación de entrada
carga del cargador, el cargador prevenir back-alimentación del poder por físicamente iso-
• Protección contra la penetración de suciedad y agua en los conectores del lating la BEV del cargador en la salida de CC en el cargador.
cargador
Es importante que el cargador seleccionado es compatible con el tipo de
almacenamiento de energía y química en uso en la mina y está clasificado para El mantenimiento debe ser realizado de acuerdo a las recomendaciones del
la tasa de carga apropiado (lenta o rápida). Si se proporciona la refrigeración, OEM.
clasificaciones con y sin enfriamiento (la química relacionada) necesitan ser
considerados. Cargadores deben acomodar los diferentes tipos de baterías en 9.3 Sistema de alimentación de entrada
uso, tales como LIBs y baterías de sales fundidas. Con carga de la CC (fuera de El sistema de alimentación en una mina subterránea a menudo se extiende a
placa), el BMS de la BEV está en modo “maestro”. Por lo tanto una variedad de grandes profundidades y distancias, proporcionando energía para todas las cargas
químicas puede ser cargado, el tiempo que se implementan las normas subterráneas (por ejemplo, ventiladores, bombas de desagüe, y equipos móviles).
apropiadas. Estas cargas pueden ser grandes e iniciar y detener con frecuencia durante un día.
Como se señaló en sec- ción 6.5.5.5, cargadores producen frecuen- cias armónicas
La instalación del cargador debe cumplir con los códigos locales indeseables que interfieren con otros dispositivos y degradan la calidad de la
(Tabla 8). Otras consideraciones para la estación de carga-ing incluyen: energía. Las frecuencias armónicas en sistemas de potencia provocan el
calentamiento del equipo y conductores. Como regla general, el sistema de
• un espacio adecuado para el personal para operar y mantener de forma segura alimentación debe proporcionar una corriente de defecto que es de
aproximadamente 20 veces el FLA del cargador (Insti- tuto de Ingenieros Eléctricos
• pisos de nivel que pueda limpiarse fácilmente (hormigón si es posible) y Electrónicos Normas Aso- ciación, 2014). El impacto de la ventilación y otros
colaboradores debe integrarse en el estudio armónico. Vea la Sección 6.5.5 para
• una adecuada visibilidad y la iluminación de los controles del cargador de baterías más detalles sobre el diseño del sistema de alimentación.
• Compatibilidad con el tipo previsto de sistema de carga (es decir, fijo, cable
conectado / temporal, o fijado para la operación, pero fácilmente transportado a
otras áreas) Puede haber valor en la instalación de la electrónica de potencia en Los requisitos de alimentación de un cargador específico serán especificados por el
un cargador de sala eléctrica dedicado. Una interfaz hombre-máquina fabricante. Consideraciones adicionales son mínimos como si-:
descentralizada sería entonces ser instalada en la zona de carga. Tenga en
cuenta que la caída de tensión puede ser un problema. Una alternativa es mover • Equipo de distribución situado dentro de una distancia que asegura la fortaleza
el cargador alrededor como sea necesario sujeto a la estrategia de la minería en del sistema
uso. • Generalmente, los sistemas de distribución de energía de minas con cargadores deben
cumplir con IEEE-519 a 2014 (véase la Tabla 8 anterior).
Given how often BEV batteries require recharging, exposure to
potential hazards frequently occurs when workers connect, operate, and • De entrada nominal de cortocircuito / capacidad de soportar
disconnect the charging sys- tem. This section includes design and • los requisitos de potencia de entrada: tensión, corriente, fre-
procedural guide- cuencia, fases, de tierra y de aislamiento
Directrices Global Mining (GMG) Grupo
34 | GMG RECOMENDADOS PARA VEHÍCULOS ELÉCTRICOS DE BATERÍA En la minería subterránea - 2ª edición
• fluctuaciones de voltaje y otros desafíos de energía típico de la mina en la Cuando primero teniendo en cuenta los BEV en una mina, un
parrilla de la mina enfoque podría ser adaptar conectores de equipos móviles de ejercicios y
bólteres en minas a base de diesel para cargar los BEV. Esto parece ser
9.4 Tipos de Carga y interfaces de conexión sencillo: se requiere muy poca infraestructura fija, el BEV OEM
suministraría todo en el BEV (incluyendo un cargador de a bordo), y sería
9.4.1 a bordo de carga de corriente alterna (CA) de suministro
sim- capas sea un caso de conectar el cargador a la alimentación de CA
para cargar el equipamiento. Además de la alimentación de CA, un circuito
Como se describe a continuación, el sistema cargador no es un con- sideración de piloto debe ser considerado cuando aumenta la potencia de carga.
para de a bordo de carga de un suministro de CA (Figura 14), porque el cargador está Dado que es difícil saber cuando la carga está ocurriendo, hay un riesgo
en la BEV. El cable de salida elegido es específica a las convenciones locales de una de formación de arcos si el enchufe esté desconectado durante una carga
ción de minas / jurisdicción dada. La alimentación de CA podría ser a través de una de alta potencia. partes activas del conector también deben protegerse con
conexión “jumbo” de cable o disconnect̶as dedicada escogida por el cliente de BEV un apagado automático o protección de la entrada apropiada para prevenir
OEM. El conjunto de cables debe ser fácilmente reemplazable, en caso de que está con- tacto no deseado.
dañado o tiene que ser más largo (es decir, mejor usar un cable más largo en lugar de
añadir una extensión).
Con una de a bordo de carga de ment Organizar- de alimentación de CA, la
conexión a la BEV es a través de un enchufe de CA (Fig- ure 14). Equipo para la
conversión de AC a DC se encuentra a bordo del BEV y consta como mínimo de
electrónica de potencia para la rectificación y regulación. Además, un 9.4.1.2 interfaz de carga Durante la carga, un conector car- rying CA llega a
transformador puede ser requerida al paso de la tensión hacia arriba o hacia abajo la BEV. Debido a que el equipo de conver- sión de energía es a bordo del
y pro-vide cierto aislamiento del sistema de potencia fija. BEV, también lo es la mayoría de la comunicación necesaria para regular
las tarifas de carga. Este mini- Mizes la cantidad de comunicación
necesaria a través del conector entre el equipo móvil y estacionario.
9.4.1.1 Consideraciones de diseño El diseño de la mina debe incluir las
conexiones de CA, donde estará estacionado BEV, similar a lo que se hace Para los BEV comerciales, a bordo de carga se utiliza generalmente para
tradicionalmente con los vehículos diesel. El diseño BEV requiere un cargador la carga de tarifa reducida (por ejemplo, en el domicilio del propietario o de
integrado en la BEV, con el tipo de enchufe elegido que es específica a la negocios). Tipos de conector están definidas por IEC 62196- 1: 2014, IEC
mina / jurisdicción. El sistema de carga no es una consideración debido a que 62196-2: 2016 y IEC 62196-3: 2014 (Tabla 8) y varían según la zona. Para
el cargador está en la BEV. Toda la responsabilidad de Mance perfor- está en América del Norte, los BEV han estandarizado el Tipo IEC 62196 1 (SAE J1772)
manos del BEV OEM. conector (Tabla 8; Figura 15). Los cinco pasadores tienen tres
Figura 14. Típica On-Board Disposición de carga
Directrices Global Mining (GMG) Grupo
GMG RECOMENDADOS PARA VEHÍCULOS ELÉCTRICOS DE BATERÍA En la minería subterránea - 2ª edición | 35
, Tamaños de mayor a menor: 4. Con los cargadores de alta capacidad, la electrónica de potencia debe ser enfriado
de línea de CA 1 y la línea 2; pin mientras que la carga está en marcha.
de tierra; detección de proxi- 5. Cada BEV probablemente tendría un cargador personalizado, aumentando el
variables sustitutivas y con- trol inventario de piezas de repuesto, los requisitos de mantenimiento y reparación en
piloto. El conector es capaz de comparación con la dificultad Standards dardized cargadores fuera de borda.
suministrar 80 A a 240 voltios
AC (VAC; 1 Fase), que 6. El poder de un cargador de a bordo tiene límites prácticos. La industria del
proporciona hasta 19,2 kW de BEV comercial más avanzado ha adoptado un enfoque fuera de borda para la
potencia. En Europa, se emplea carga de alta capacidad.
Figura 15. SAE J1772 Conector (SAE un conector de alta capacidad 7. conexiones minería subterránea AC convencionales podrían no tener un sistema de
International, 2017) Tipo 2, bloqueo para evitar que el BEV se mueva cuando está enchufado. Estos problemas
probablemente se pueden resolver cuando consideraciones ing un cargador más
el apoyo a una tensión más alta, pero menor corriente, la entrega de hasta 22 kW. pequeño (<100 kW). Sin embargo, muchos problemas podrían llegar a ser prohibitivos
en la capacidad de los aumentos del cargador. Incluso en los casos en que los
La señalización a través de los IEC 62196 conectores de carga AC se problemas se pueden resolver, los costos tienden a aumentar, ya que cada BEV
limita a: necesita estar equipado con un cargador. Además, las dificultades aumentan porque los
1. Determinación de si el enchufe se inserta en el BEV ingenieros de diseño OEM deben equilibrar la batería y el tamaño del cargador, y la
2. Lo que indica que el BEV la corriente de red disponibles, por lo que el carga de equipos de refrigeración y protection̶all mientras trata de encontrar espacio
BEV no intenta llamar la más corriente que la estación de carga es para el cargador sobre las diversas formas plataformas móviles.
capaz de ofrecer
Otra opción para la carga a bordo es el uso de enchufes de CA de minería
subterránea convencionales.
9.4.1.3 Ventajas de la carga a bordo 9.4.2 fuera de placa de carga de las baterías integradas
1. El cargador se realiza con el BEV, lo que elimina la necesidad de instalar La disposición fuera de placa de carga localiza los transformadores y
un recinto separado dentro de la mina para alojar el cargador. equipo de rectificación en un recinto fijo retirado del BEV (Figura 16).
2. La ubicación de carga es más flexible. Una unidad de carga dedicado en un
lugar en particular no es necesario para ejecutar una carga. 9.4.2.1 Design considerations The mine design must include charging
stations where BEVs will be parked. The BEV design must specify the
3. Los fabricantes de equipos originales son libres para optimizar la disposición cargador y la charger protocol / plug type (Section 9.4.1.2). The charging system design
batería para adaptarse a la BEV. must meet specific protocol / plug type, or be proprietary and compat- ible
4. El apretón de manos y las comunicaciones entre el BEV y la conexión between BEV and charging system.
estacionario se reducen al mínimo o elimi- NATed.
Varios kilómetros de caminos de viaje se desarrollarán en una mina
subterránea durante su vida operativa. Como tal, tanto el método y la
9.4.1.4 Desventajas de la carga a bordo ubicación de la carga instala- ciones, la carga debe ser tenido en cuenta.
1. Es difícil para los fabricantes de equipos originales BEV para dar cabida a las baterías y Para una carga estática (de carga que funciona sólo mientras el BEV es
equipos tren de transmisión en equipos grandes, tales como máquinas de volante a la estacionario), se requerirían ubicaciones icated y posicionado
izquierda y camiones de transporte. Un gran capacidad, a bordo charger̶including estratégicamente ded- BEV de carga a lo largo de la mina. La integración de
electrónica de potencia (y, a veces un transformador) se suma a este desafío. La las interfaces de carga Están- dardized permitirían diferentes tipos de BEV
ergonomía y la visibilidad del operador pueden verse comprometidos. para cargar en el lugar de carga disponible más cercano, negando la
necesidad de que el BEV para volver a un cargador correspondiente. la carga
2. El peso añadido y el volumen del cargador de a bordo consume estática puede ser mejor adecuada para la carga BEV móviles que no tienen
espacio y pueden limitar el rango de la BEV. los movimientos limitados o restringidos. En comparación, la carga dinámica
(mientras el vehículo está en movimiento) podría ayudar a prevenir problemas
3. El equipo de carga permanece con el BEV, donde se expone al polvo, de alcance limitado asocia- dos con los BEV.
temperaturas extremas, las vibraciones y otras condiciones
operativas duras.
Directrices Global Mining (GMG) Grupo
36 | GMG RECOMENDADOS PARA VEHÍCULOS ELÉCTRICOS DE BATERÍA En la minería subterránea - 2ª edición
Figure 16. Off-Board Charging Arrangement
al tranvía escenarios de transporte, en el que el modo de funcionamiento es de a bordo de carga, donde la comunicación sobre el nector con- se limita a
continuo y repetitivo. protocolo de enlace inicial.
Independientemente del método elegido, el cargador ciones PAR- To date, there is little sign the automotive industry is converging on
deben prever equipos de vía, así como la facilidad de acceso para el one standard charger. Thus, OEMs have responded by accommodating
mantenimiento y la inspección del equipo. Una disposición típica fuera de multiple standards on a sin- gle charger. At least four connector types are
placa de carga localiza equipos de vía, tales como transformadores, in use.
almohadillas de carga, unidades de refrigeración y equipos de rectificación 1. More than 10,000 CHAdeMO connectors have been installed to date
en un recinto fijo retirado del BEV. worldwide (Figure 17). This connec- tor has found widespread
acceptance in Japan, along the west coast of North America, and in
some parts of Europe. Chargers are currently limited to 62.5 kW (125
9.4.2.2 interfaz de carga A at 500 VDC), though the connector is rated for up to 100 kW (200
A at 500 VDC).
9.4.2.2.1 accionamiento manual interfaz de conexión
La electrónica de potencia para convertir la tensión de línea de CA a CC para la
carga está alojado dentro de un equipo estacionario al lado de la BEV. Por lo tanto, se
utiliza un conector de CC. En general, la aplicación de fuera de placa de carga en las
minas es una situación en evolución. En última instancia, se pueden requerir múltiples
conectores.
Mientras que la carga se lleva a cabo, el BEV BMS necesita para variar
continuamente la corriente suministrada. El BMS monitoriza la energía consumida
por el BEV cuando sea conducido, así como la temperatura, voltaje de los
elementos individuales, y la tensión total de paquete. Durante la carga, el mismo
proceso se controla a la inversa, la creación de una red de seguridad en caso de
problemas con una sola celda de la batería. Típicamente, en hasta un 80% SOC, el
BEV exigirá cantidades relativamente altas de energía. La demanda disminuyendo
a medida que la carga progresa en las fases finales para evitar daños a los
paquetes de baterías. Dado que el BEV está solicitando los cambios en la velocidad
de carga y el cargador está variando la velocidad, un medio robusto de ING
communicat- entre las dos unidades es esencial. Esto contrasta con
Figure 17. CHAdeMO Connector (reprinted from Kane, 2016)
Directrices Global Mining (GMG) Grupo
GMG RECOMMENDED PRACTICES FOR BATTERY ELECTRIC VEHICLES IN UNDERGROUND MINING ‒ 2nd Edition | 37
2. Hay dos versiones de CCSs̶Type 1 y tipo 2, que se diferencian sólo en el conector • Uncertain whether ratings are acceptable for use in a mine
físico. fabricantes de automóviles norteamericanos favorecen tipo 1 y los
fabricantes de automóviles europeos favorecen tipo 2 CCS (Sección 9.4.1.2) con • No environmental protection
dos pasadores DC agregados (Figura 18). El conector basado en J1772 SAE
(Tabla 8) tiene una capacidad de 350 kW con un rango de 200-1.000 VDC, 9.4.2.2.1.1 Recommendation for standardization
mientras que el tipo 2 es adecuado para un máximo de 350 kW (500 A en 1000 A standardized, non-proprietary charger interface is vital to control
VDC). charging cost and complexity. The best way to standardize a charger
interface for mining is to use one from the automotive industry. As of now,
3. China ha implementado un tor independiente GB / tipo T conexiones, capaz the CCS is the most widely adopted standard among automotive OEMs
de 187,5 kW (250 A a 750 VDC; Figura 18). and can be adapted for use in mines. It has the following advantages:
• Physical interface and communication protocol are designed to
allow a robust and safe connection between the charger and the
BEV.
• It is capable of DC-charging up to 1,000 V; other sys- tems can only
charge up to about 500 V, which is not enough for large mining
BEVs.
• The CCS cable assembly has current ratings up to 200
A, which enables up to 350 kW charging power. Emerging
liquid-cooled cable assembly technology will allow higher current
values, while keeping cable maneuverability and ease of handling.
• The latest CCS standard enables up to 500 A, for 500 kW charging.
Figura 18. Conectores tipo CCS (reimpreso de Phoenix Contact, 2018)
• A new version (CCS 3.0), currently in draft form, will allow for wireless
communication, inductive charging, reverse power transfer, and
4. Tesla Motors ha desarrollado un sistema patentado “sobrealimentación”, que es pantographs. It is not possible to implement either Type 1 or Type 2 CCS
exclusivo de su línea de vehículos; se está instalando una red de estaciones de world-wide due to availability and certification require- ments. We
carga tales pasantes fuera de América del Norte, capaz de suministrar hasta 120 kW. recommend use of the CCS type applicable to your region.
Para cargadores de corriente continua que utilizan un cable y un enchufe para
conectar a un BEV, un cable de salida del cargador blindado resistente debe ser
seleccionado. El cable debe ser lo más corto posible y tienen revestimiento o de otras
medidas de protección. Para evitar daños cuando el cable no está en uso, un sistema 9.4.2.2.1.2 Communication protocol
de retracción, dispositivo de control, o una percha deben ser considerados. Communication protocols include controller area net- work (CAN) or
powerline communication (PLC). PLC carries the following benefits:
Los conectores CHAdeMO y CCS tipo 1 o tipo 2 tienen las siguientes • It leverages automotive “standard” chargers
ventajas: • PLC interfaces are available for purchase
• rendimiento comprobado en la industria del automóvil • PLC is an established communications framework for BEVs
• conector de bloqueo
• Relativamente ligero y manejable • Standards IEC 61851-23:2014 and DIN SPEC 70121 (Table 8) are
• Facil de mantener now being chosen as industry standards in the bus and port
• piezas de repuesto fácilmente disponibles equipment industries
• Various scenarios can be tested “out of the box” (e.g., insertion / • Estándar SAE J3105 (Tabla 8) sistema de transferencia de energía del vehículo
removal testing) Disadvantages include: eléctrico usando un Nect autocon- overhead conductora dispositivo de carga se
encuentra actualmente en preparación para la liberación a finales de 2018 o comienzos
• Automotive connectors are plastic, which is often not rugged enough de 2019. Los parámetros a ser intercambiada entre el vehículo y el cambio de
for mine duty estaciones para los CCS se pueden encontrar en el protocolo de OEM CCS y en
• CHAdeMO voltage (500 VDC) is not high enough for mining https://charinev.org.
applications
Global Mining Guidelines (GMG) Group
38 | GMG RECOMENDADOS PARA VEHÍCULOS ELÉCTRICOS DE BATERÍA En la minería subterránea - 2ª edición
9.4.2.2.2 dispositivos de acoplamiento automáticos ure 19 derecha). En la estación de carga, se establece la comunicación entre
las interfaces de carga automáticos no son estándar ni interoperables: el BEV y el cargador. Una conexión de arriba se baja sobre la BEV a través de
se recomienda utilizar el mismo OEM interfaz de carga para las dos mitades un pantógrafo, mat- ing con los carriles de carga. Después de completar una
de la interfaz para garantizar un funcionamiento seguro. Características a revisión de seguridad, se inicia la carga. En general, la tasa de carga de la
considerar al elegir una interfaz de conexión son: disposición de pantógrafo es alta (150-450 kW) y se espera que aumente.
Varios fabricantes de autobuses y de infraestructura eléctrica están
• Tensión nominal de acuerdo con IEC 60664-1: 2007 (Tabla 8) [CAT III, Grado de desarrollando prácticas recomendadas para las interfaces estandarizadas de
contaminación 3] carga.
• amperaje según IEC 60364-5-52: 2009 (Cuadro 8)
Los siguientes principios se aplican tanto de abajo arriba y de arriba hacia
• Ingress protection when mated abajo pantógrafos. De importancia clave es la El cumplimiento de acuerdo con el
• Ingress protection when unmated modo de CCS-4 comunicación. Por lo tanto, se requiere un diseño mínimo de 4
• Touch protection polos para la cara inter- contacto con DC +, DC-, tierra de protección (PE), y CP para
• Enclosed vs. exposed contacts (Y/N) los propósitos municación y Safety Commission.
• Sequencing (ground contact is first make, last break, control pilot
(CP) is last make first break) (Y/N) A pantograph may have a mechanical connection sequence as
• Wire cross-section described in IEC 62196-3:2014, clause 6.7 (Table 8), although it is not
• Number of power contacts required. In the case no contact order can be guaranteed during an
• Number of signal contact unintentional discon- nect, IEC 61851-23:2014 (Table 8) stipulates that a
• Misalignment tolerance risk assessment must show that no dangerous situation will occur. Note:
• Available configurations (ex top down, bottom up, side) when the connection is made, no voltage is present on the automatic
• Self-cleaning (Y/N) connection devices (International Electrotechnical Commission, 2014c).
9.4.2.2.2.1 Pantographs
Como alternativa a la carga a base de conector, los sistemas basados en el Two versions of top-down pantographs are currently on the market:
gráfico panto- están siendo utilizados para cargar los BEV más grandes tales como los with or without the mechanical connec- tion sequence. In the first version,
autobuses urbanos. Pantógrafos son enlaces mecánicos conectados de tal manera the charging station applies a signal check making sure all poles are con-
que el movimiento de un brazo produce movimientos idénticos en un segundo brazo. nected. The contact verification assures communication between the BEV
Algunas variedades están montados a bordo del BEV y se extienden hacia arriba para and charging station can only begin when all contacts are connected
hacer contacto con el cargador (Figura 19 izquierda). En otros, la TOGRAFÍA pan- properly. Hence, power transmission can only begin when the system is
está montado sobre la infraestructura y se extiende hacia abajo sobre la carga rieles protected by PE and the BEV cannot move if the pantograph is con-
en el techo de la BEV (Fig-
Figure 19. Two Pantograph Interfaces Available and Standardized in SAE J3105 (Table 8)
Directrices Global Mining (GMG) Grupo
GMG RECOMMENDED PRACTICES FOR BATTERY ELECTRIC VEHICLES IN UNDERGROUND MINING ‒ 2nd Edition | 39
nected. A very fast disconnection time in case of emer- gency is required. ubicación. El pantógrafo se mueve hacia arriba para acoplarse con la interfaz en los
In the second version, with the connec- tion sequence, there is a variety of BEV chasis / ejes. Este método ing carga-alta potencia es útil cuando hay
interfaces (Figure 20), such as contact cone, contact rails, and contact limitaciones en el espacio disponible en la parte superior del techo BEV para la
hood, with different sizes depending on the available space on the roof top instalación de las barras de contacto o interfaces de conexión similares.
of the vehicle.
comunicación de alto nivel entre el cargador externo y BEV puede
Another recently adopted option is to use a bottom-up pantograph to hacerse a través del contacto CP utilizando el protocolo PLC o por medio de
charge BEVs from below (Figure 21). The pantograph is installed in the una interfaz inalámbrica utilizando una versión adaptada del protocolo PLC
ground on a specific isolated location and the connection interface se detalla en 9.4.2.2.1.2 sec- ción.
(modified contact dome) is installed on the chassis / axles of the BEV. The
BEV then moves over the pantograph, stopping at the required Para todos carga pantógrafo, IEC 61851-23: 2014
(Tabla 8) especifica una distancia mínima de 3 m desde el sur-
Figura 20. Tres interfaces disponibles para pantógrafos de arriba hacia abajo con la secuencia de conexión
Figura 21. Underbody de carga Utilización de abajo hacia arriba del pantógrafo
Global Mining Guidelines (GMG) Group
40 | GMG RECOMENDADOS PARA VEHÍCULOS ELÉCTRICOS DE BATERÍA En la minería subterránea - 2ª edición
cara en la que la gente de pie a cualquier res ductores se pueden tocar en vivo que no Currently, two charging methods have been developed for BEVs:
están protegidos de otra forma del contacto humano. stationary and dynamic. Stationary chargers con- sist of a primary coil that
Ventajas de carga pantógrafo incluye: is typically buried underground at a permanent charging base location; the
• sistema de conexión automatizado de seguridad (sin interacción humana con secondary coil is located on the underside of the BEV. Dynamic chargers
elementos de potencia) are similar, but instead of a fixed location for the primary coil, multiple coils
• Muy se permite alta potencia de carga de CC (actualmente hasta 600 kW are positioned along the route of travel. This allows for seamless and
a 1.000 V CC) continuous charging while the BEV is in motion. To date, stationary
• calificaciones de alto voltaje charging is more widely deployed, with several implementations in
• carga de los sistemas de conexión que permiten la interoperabilidad operation in mass transport systems. Dynamic charging systems are still in
entre diferentes tipos de BEV La desventaja es que la compatibilidad con their infancy and only experimentally deployed.
un entorno de minería bajo tierra de fuente abierta aún no se ha evaluado.
9.4.2.2.2.2 inductivo y de carga resonante 9.4.2.2.2.3 Automated enclosed pin and socket
La carga por inducción es similar a la carga pantógrafo pero es In this type of charging interface, a flexible plug extends from the
inalámbrico y elimina el contacto físico entre el cargador y el vehículo. La charging station, plugs into the charging socket installed on the BEV, and
carga por inducción implica Ener- gizing una bobina “primaria” con un campo initiates charging after a signal is issued (Figure 22). The automated
EM oscilante para trans- fer energía a una bobina “secundaria”. de carga enclosed pin and socket is an interface for rapid, charging systems cur-
resonante es un tipo de carga inductiva, donde bobinas primaria y rently rated up to 1 MW at 1,000 VDC. The enclosed pin and socket
secundaria oscilan a la misma frecuencia resonante, que conecta interface is fully enclosed and touch-protected with integrated angular and
firmemente las dos bobinas y no requiere ment alineación precisa de las dos positioning misalignment compen- sation. It can be installed on the side,
bobinas. front, or back of the BEV. The contacts are inherently self-cleaning.
A clear benefit to inductive charging is that it is invisi- ble. With no
cables, wires, plugs, catenaries, or pantographs to install and deploy, the Todo el sistema está diseñado para garantizar la seguridad del operador y otro
installation is clean and efficient. Enclosed electrical connections reduce personal. En todo situations̶whether o no el sistema está conectado entodas partes
the risk of electrical shorts and shock, and protect the equipment from the activas están fuera del alcance de los trabajadores y están protegidos contra el contacto
cor- rosion associated with underground mines. In addition, the risk of accidental. Los contactos de potencia y de señal se liberan sólo después el soporte de
damage to cables, plugs, and other wayside compo- nents is virtually contacto se ha conectado precisamente mecánicamente; se emite a continuación el
eliminated. Inductive charging also offers an opportunity for automating the comunicado de elec- trónico para iniciar la carga.
charging cycle, because there are no moving parts, and no human
interaction is required to connect or disconnect electrical components.
9.4.2.3 fuera de placa cargadores de propiedad OEM pueden optar por desarrollar
y suministrar fuera de borda cargadores patentados para el BEV. Este enfoque
es muy simple a partir de una ingeniería y un cargador standpoint̶the comercial
es específicamente
diseñado para el BEV, ordenada, y entregado con el BEV. Sin embargo,
con múltiples BEV en la flota a lo largo de la mina, un cargador específico
para cada tipo de BEV puede ser engorroso. Cada pieza del equipo tendría
que ser evaluado, las ubicaciones potenciales de carga determinados, e
instalarse un cargador-equipo específico. El resultado sería probablemente
varios tipos de cargador en cada lugar. En adi- ción, tendrían que ser
entrenados en las interfaces de carga y personal de apoyo diversos tendría
que ser capaz de mantener y solucionar problemas de los cuales son
personal.
Un posible remedio a estas preocupaciones es utilizar uno OEM para el tren
de transmisión BEV para estandarizar toda la mina. La experiencia ha demostrado
Figura 22. Automated Enclosed Pin y Socket Interface de carga que dictar a los fabricantes de equipos del tipo de equipo y tecnología para uso a
bordo de su STI BEV
Directrices Global Mining (GMG) Grupo
GMG RECOMENDADOS PARA VEHÍCULOS ELÉCTRICOS DE BATERÍA En la minería subterránea - 2ª edición | 41
la innovación fles, conduce a complicaciones, y se obtiene un producto más pobre. sión, 2004), una interfase simple y consistente de carga a través
Este enfoque también aumenta el riesgo porque la mina depende completamente de de la mina elimina la confusión y la formación adicional. El tipo de
un solo proveedor. BEV o ubicación dentro de la mina es plug irrelevant̶simply en el
soluciones de carga de propiedad pueden ser una opción razonable para unos BEV BEV e inician la carga.
iniciales “de prueba”, o en un des- pliegue a pequeña escala de un puñado de los BEV.
Sin embargo, pueden ser factibles para el despliegue a gran escala de los BEV lo largo
de una mina. 9.4.2.6 Desventajas de fuera de placa de carga de las baterías de a bordo
9.4.2.4 Fuera de la tarjeta de interfaz de carga estandarizada As with the 1. El espacio debe ser asignado en la mina para albergar equipos de
commercial BEV industry, the solution for mining BEVs may be to carga-ing.
standardize the charging interface. Once the connector, voltage range, and 2. El BEV debe moverse a un lugar específico para cargar.
communications between the charger and BEV are agreed upon, a BEV 3. Mayor potencial existe para una variedad de cargadores, plomo ing a los
from one OEM could be connected to a charger from another OEM. An problemas de toma de contacto y la comunicación entre el cargador y el
obvious consideration is to adopt a standard from the com- mercial BEV BEV.
industry. However, the demands of a mining BEV differ from those of a
passenger BEV. The entire charg- ing arrangement needs to be rugged to 9.4.3 fuera de placa carga de las baterías fuera del vehículo ( “Intercambio”)
withstand the harsh mining environment. The connectors, charger, volt-
ages, charge rates, and communication methods need to be suitable for a Las estrategias de carga anteriormente implican el cobro de una terio de
mining BEV drivetrain and battery. If these issues can be addressed, then murciélago montado en el BEV. Con el intercambio de la batería, una batería dis-
the mining industry would benefit from the research and development cargado se retira de la BEV y se reemplaza con una completamente cargada (Figura
already invested by the commercial BEV industry. If not, then the 23). El BEV puede reanudar el trabajo, mientras que la batería agotada se carga.
development of a “mining only” interface may be the only solution. Batería de ping swap- es una opción viable que ya se utiliza en la minería. Las
However, achieving agreement on connector type, communication protocol, limitaciones de densidad de energía de LIBs (Sección 5.1) significan que el intercambio
handshaking, and other details will be challenging. puede ser la opción más viable si los viajes largos en subida son inevitables,
especialmente si la aplicación de los BEV en las minas existen- tes.
9.4.3.1 Consideraciones de diseño The mine design would not require
9.4.2.5 Advantages of off-board charging of on-board bat- teries designated parking for each BEV, but would require swap-and-charge
stations. Some fixed charging infrastruc- ture could be eliminated in favour
1. BEV size and weight are low because charging equip- ment is not on of a swap-and-charge station. The BEV design must include the ability to
the BEV. swap batteries easily (accessible) and safely. The charging system would
2. If practical, chargers can be located in cool and con- taminant-free be designed into the charging station.
areas.
3. High-capacity chargers are feasible because size and weight are not
issues. 9.4.3.2 Battery swapping and charging interface Típicamente, la batería se
4. Multiple BEVs can share one charger if connectors and communication desconecta del BEV, luego se retira a través de un mecanismo de elevación de la
protocols are compatible between BEVs. grúa, carretilla elevadora, o de a bordo. En muchos casos, la batería se puede
5. Off-board charging is the standard method in parallel industries such as dejar a bordo del BEV mientras se está cargando, pero esto inhibe el uso del BEV
public transport and port equipment. durante la carga. Una vez que la batería se ha desconectado del BEV, que está
6. For proprietary charging interfaces, the responsibility for the entire directamente conectado al cargador. Una vez completada la carga, el proceso
system (i.e., drivetrain, batteries, and charger) lies with the OEM. inverso es seguido para volver a instalar y volver a conectar la batería a bordo del
BEV.
7. For standardized interfaces:
• Those in charge of procuring mobile equipment or charging
infrastructure are free to purchase any type of BEV from any 9.4.3.3 Ventajas de cambio de la batería
OEM. 1. BEV pueden sufrir múltiples cambios de baterías en un turno de pro- ducción, lo que
• Para los operadores del equipo (personal instruido definidos en podría permitir una capacidad de batería más pequeña de a bordo. La batería podría
Electrotécnica Internacional Commission estar dimensionada para durar
Directrices Global Mining (GMG) Grupo
42 | GMG RECOMENDADOS PARA VEHÍCULOS ELÉCTRICOS DE BATERÍA En la minería subterránea - 2ª edición
Figura 23. Batería Swapping Arrangement
periodos cortos y el calendario de la minería dispuestos de modo de intercambio 3. La gestión del inventario de la batería es un reto.
límites tienen lugar a intervalos predeterminados. Esto incluso reducir el costo de • Se requeriría un inventario sustancial de la batería (por ejemplo, tres
transporte por tonelada de mineral. baterías para cada dos BEV), mitigado por el hecho de que las
2. Permite transporte de larga distancia cuesta arriba. baterías podrían ser de menor capacidad.
3. Some charging infrastructure can be eliminated in favour of a
swap-out station. • No es realista tener un tipo de batería estándar desplegado en toda la
4. Designated parking for each BEV would not be required. flota si se utiliza más de un OEM, lo que resulta en dificultades de gestión.
Una estrategia de intercambio de baterías tiene muchos desafíos. Con los
5. BEVs do not need to be plugged in at the end of a shift. cambios en el diseño de minas, puede ser posible eliminar la necesidad de
cambiar las baterías, o al menos limitar el intercambio a un puñado de los
9.4.3.4 Disadvantages of battery swapping BEV. En general, una estrategia de a bordo debe PUR demandó siempre que
1. Complications are involved in removing the batteries. sea posible, con swapping examinar si son otras alternativas resultan
• A manual arrangement (e.g., crane) presents both logistic and inviables.
safety concerns, given the high fre- quency of swap-outs.
• An automated arrangement may suffer from wear and tear in the 9.4.4 Método de carga híbrido
mining environment, and would require a high level of engineering Una combinación de arreglos de carga dentro y fuera de a bordo puede
effort to accom- modate all types of BEV. ofrecer algunas ventajas de ambos (Figura 24). El componente de a bordo es un
cargador de baja capacidad que permite que las baterías se pueden recargar en
• BEV design options could be limited by the need to facilitate un lapso de tiempo relativamente largo. Si se requiere una carga rápida, el BEV
battery removal. es conducido a un cargador rápido fuera de borda. aislamiento adecuado debe
2. Fixed infrastructure is required. ser diseñado para evitar la interacción entre el operador y la energía eléctrica.
• Dedicated swap-and-charge stations would be needed in strategic
locations throughout the mine.
• La infraestructura de cambiar y de carga puede ser grande, que La mayoría de los BEV comerciales emplean una disposición híbrida. cercanías
se traduce en mucho más excava- ción minera para alojar el Típica, Inicio- o carga ciones suministro esta- alimentación de CA a la BEV, que a
equipo. continuación, utiliza un cargador a bordo para convertir a DC y regular la velocidad de
• lugares de carga de la batería limitada significa gran parte de la flota carga a base de negocio. Para un viaje de larga distancia más allá de la capacidad de
minera tendría que salir de sus áreas de trabajo para pasar a través de las carga de la batería GLE pecado, el conductor se detiene en una instalación de la mesa
ciones Sta intercambio de carga y espera. off- dedicado con mayor tasa de carga.
Directrices Global Mining (GMG) Grupo
Potrebbero piacerti anche
- Inf Maq Elec 06Documento14 pagineInf Maq Elec 06Oscar Luna OtazuNessuna valutazione finora
- CSL 082400 3 1 6 Et 102 RV A InterruptorDocumento19 pagineCSL 082400 3 1 6 Et 102 RV A InterruptorGonzalo SullcaNessuna valutazione finora
- Seleccion de Motor Contactor y Protecciones de Cortocircuito y Sobrecarga.Documento4 pagineSeleccion de Motor Contactor y Protecciones de Cortocircuito y Sobrecarga.JUAN ANTONIO RICO GAMEZNessuna valutazione finora
- 4to Módulo Curso GE Instalación. NormasDocumento217 pagine4to Módulo Curso GE Instalación. NormasCarlos100% (1)
- Trabajo Accionamientos Electricos Leonardo ValderramaDocumento18 pagineTrabajo Accionamientos Electricos Leonardo ValderramaLeonardo PadillaNessuna valutazione finora
- Ecu 165985Documento9 pagineEcu 165985Cris PolNessuna valutazione finora
- RIC N08 Sistemas de EmergenciaDocumento14 pagineRIC N08 Sistemas de EmergenciaMauricio Parada ZuñigaNessuna valutazione finora
- 5024 Hoja de Datos y Placa CaracteristicaDocumento7 pagine5024 Hoja de Datos y Placa CaracteristicaLuis RauseoNessuna valutazione finora
- RIC N15 Infra para La Recarga de Vehiculos ElectricosDocumento39 pagineRIC N15 Infra para La Recarga de Vehiculos ElectricosMauricio Parada Zuñiga100% (1)
- Paro y ArranqueDocumento18 pagineParo y ArranqueGustavo Flores AlbaNessuna valutazione finora
- SecDocumento39 pagineSecjesusNessuna valutazione finora
- Pliego Técnico Normativo-RTIC N09-Sistemas de AutogeneraciónDocumento26 paginePliego Técnico Normativo-RTIC N09-Sistemas de AutogeneraciónGualadrake100% (1)
- Diseño y Ejecución de Instalaciones de Sistemas de Almacenamiento de Energía A Través de Baterías en Instalaciones Eléctricas.Documento77 pagineDiseño y Ejecución de Instalaciones de Sistemas de Almacenamiento de Energía A Través de Baterías en Instalaciones Eléctricas.rgranada2000Nessuna valutazione finora
- U4000 10Documento20 pagineU4000 10Oscar Reyes RodríguezNessuna valutazione finora
- Manual de Práctica Conexion DELTA-ESTRELLADocumento14 pagineManual de Práctica Conexion DELTA-ESTRELLAgabriel beltràn romàn0% (2)
- Informe 9 ElectrotecniaDocumento8 pagineInforme 9 ElectrotecniaNadia ApazaNessuna valutazione finora
- Estudio de Arranque de MotoresDocumento19 pagineEstudio de Arranque de MotoresAlfredo R Larez100% (1)
- PNP Iec 61851-12001Documento51 paginePNP Iec 61851-12001charles soderNessuna valutazione finora
- RIC N09 Sistemas de AutogeneracionDocumento22 pagineRIC N09 Sistemas de AutogeneracionMauricio Parada ZuñigaNessuna valutazione finora
- Diagnóstico de Motores en SitioDocumento4 pagineDiagnóstico de Motores en SitioGabrielin Buenabad MontalvoNessuna valutazione finora
- Electricidad 2Documento4 pagineElectricidad 2Gloria AcuñaNessuna valutazione finora
- Eeid Eeid-420 TrabajofinalDocumento6 pagineEeid Eeid-420 Trabajofinaldarthvalen1210Nessuna valutazione finora
- Ecp CentinelaDocumento25 pagineEcp CentinelaFreddy Jesus Gonzales MarchenaNessuna valutazione finora
- Circuito DerivadoDocumento7 pagineCircuito DerivadoLeonardo GuillenNessuna valutazione finora
- Norma para Instalar Paneles Solares NOM 001Documento5 pagineNorma para Instalar Paneles Solares NOM 001Edwarts Bam Bam AlvarezNessuna valutazione finora
- Diseño y Ejecución SF Conectados A Red. Instrucción SEC Netbilling Chile PDFDocumento24 pagineDiseño y Ejecución SF Conectados A Red. Instrucción SEC Netbilling Chile PDFmarevalomNessuna valutazione finora
- Informe N3 MAQUINAS ELECTRICAS 2 GRUPO 02 - BADILLO VALDIVIA ADocumento9 pagineInforme N3 MAQUINAS ELECTRICAS 2 GRUPO 02 - BADILLO VALDIVIA AAlejandro BadilloNessuna valutazione finora
- Guia Practica - Alexander, Lagla, Juan Guano, Maycol Yugsi, Cristofer, YugsiDocumento10 pagineGuia Practica - Alexander, Lagla, Juan Guano, Maycol Yugsi, Cristofer, YugsiAlexander LaglaNessuna valutazione finora
- Escogiendo Reactores de Linea para Variadores de FrecuenciaDocumento3 pagineEscogiendo Reactores de Linea para Variadores de FrecuenciaRafael ChourioNessuna valutazione finora
- MOTOR ELECTRICO 900 KWDocumento18 pagineMOTOR ELECTRICO 900 KWWilbert ACNessuna valutazione finora
- Informe N°2 Prueba de Arranque Estrella-DeltaDocumento8 pagineInforme N°2 Prueba de Arranque Estrella-Deltajhavier tarazona100% (1)
- Evaluación de Elementos y EquiposDocumento29 pagineEvaluación de Elementos y EquiposCami BermeoNessuna valutazione finora
- Carlos Quiroz - Protecciones y Curva de Capabilidad de Un TurbogeneradorDocumento111 pagineCarlos Quiroz - Protecciones y Curva de Capabilidad de Un TurbogeneradorCarlos QuirozNessuna valutazione finora
- Proyecto Maquinas Termicas - 04-07-2022Documento28 pagineProyecto Maquinas Termicas - 04-07-2022amas852100% (1)
- Especificaciones CFE G0100 04Documento25 pagineEspecificaciones CFE G0100 04Ricardo Grostieta100% (1)
- GENERALIDADES RETIE - VQ Ingeniería - 2Documento45 pagineGENERALIDADES RETIE - VQ Ingeniería - 2caibanezNessuna valutazione finora
- Manual Grupos Electrogenos KaiserDocumento69 pagineManual Grupos Electrogenos KaiserJorge L.Nessuna valutazione finora
- Consideraciones A Tener en Cuenta en La Instalación Eficiente de Variadores de Velocidad (2da Parte)Documento6 pagineConsideraciones A Tener en Cuenta en La Instalación Eficiente de Variadores de Velocidad (2da Parte)Darío GarcíaNessuna valutazione finora
- Edsf U2 A2 GoclDocumento7 pagineEdsf U2 A2 Goclgonzalo castro lopezNessuna valutazione finora
- Capitulo 6. Conexion Suministros en MTDocumento16 pagineCapitulo 6. Conexion Suministros en MTitsnyk4rNessuna valutazione finora
- Merrr213 - Deber - 2 - Cristian BasantesDocumento5 pagineMerrr213 - Deber - 2 - Cristian BasantesCris PolNessuna valutazione finora
- Grupo ElectrogenosDocumento10 pagineGrupo ElectrogenosalexisNessuna valutazione finora
- Informe 1Documento6 pagineInforme 1Kevin RuizNessuna valutazione finora
- RGR N°05 2020 v1Documento37 pagineRGR N°05 2020 v1Gustavo Charme ZentenoNessuna valutazione finora
- TRABAJO FINAL - HENRY PEREZ MATEO Corriente ContinuaDocumento10 pagineTRABAJO FINAL - HENRY PEREZ MATEO Corriente ContinuaJohn PerezNessuna valutazione finora
- Guia para Proyecto, Instalacion Y Mantenimiento de Condensadores, Baterías Y Equipos de B T PDFDocumento12 pagineGuia para Proyecto, Instalacion Y Mantenimiento de Condensadores, Baterías Y Equipos de B T PDFHenrique YuNessuna valutazione finora
- Investigación-Coordinación de ProteccionesDocumento17 pagineInvestigación-Coordinación de ProteccionesGalvan Salgado Maria FernandaNessuna valutazione finora
- Protecciones 59-27Documento39 pagineProtecciones 59-27Dave RobetNessuna valutazione finora
- SFVI en Baja TensiónDocumento136 pagineSFVI en Baja TensiónChucho BautistaNessuna valutazione finora
- Recarga de Vehiculos ElectricosDocumento16 pagineRecarga de Vehiculos ElectricosJavier Ruiz Perea100% (2)
- Práctica de Laboratorio 4-TIPOS DE ARRANQUE PARA MOTOR ACDocumento7 paginePráctica de Laboratorio 4-TIPOS DE ARRANQUE PARA MOTOR ACJosé David Espinosa RomeroNessuna valutazione finora
- Allen Bradley - Uso de Disyuntores en Variadores de Frecuencia PDFDocumento8 pagineAllen Bradley - Uso de Disyuntores en Variadores de Frecuencia PDFRotsen Altuve100% (1)
- RIC N06 Puesta A TierraDocumento27 pagineRIC N06 Puesta A TierraMauricio Parada ZuñigaNessuna valutazione finora
- ECP Core ShackDocumento33 pagineECP Core Shackaach17Nessuna valutazione finora
- Mantenimiento de redes eléctricas subterráneas de baja tensión. ELEE0109Da EverandMantenimiento de redes eléctricas subterráneas de baja tensión. ELEE0109Nessuna valutazione finora
- Energía Eólica. Integración a la red eléctricaDa EverandEnergía Eólica. Integración a la red eléctricaValutazione: 3.5 su 5 stelle3.5/5 (4)
- MF1161_3 - Electrotécnia para instalaciones térmicasDa EverandMF1161_3 - Electrotécnia para instalaciones térmicasNessuna valutazione finora
- Montaje y mantenimiento de máquinas eléctricas rotativas. ELEE0109Da EverandMontaje y mantenimiento de máquinas eléctricas rotativas. ELEE0109Nessuna valutazione finora
- Montaje de redes eléctricas aéreas de alta tensión. ELEE0209Da EverandMontaje de redes eléctricas aéreas de alta tensión. ELEE0209Valutazione: 4.5 su 5 stelle4.5/5 (2)
- Servicios complementarios en sistemas eléctricos de potencia: Análisis y modelamientoDa EverandServicios complementarios en sistemas eléctricos de potencia: Análisis y modelamientoValutazione: 5 su 5 stelle5/5 (1)
- G Iso21500 Alc p05 Matriz Trazabilidad Requisitos v1 0Documento3 pagineG Iso21500 Alc p05 Matriz Trazabilidad Requisitos v1 0Lina María Sánchez BallesterosNessuna valutazione finora
- Calidad de Las Aplicaciones WebDocumento11 pagineCalidad de Las Aplicaciones WebKerenn Cosme AndradeNessuna valutazione finora
- Ficha BinarioDocumento6 pagineFicha BinarioEduardo Aguado MagañaNessuna valutazione finora
- Caso de Estudio Centro Comercial Cinco EstrellasDocumento4 pagineCaso de Estudio Centro Comercial Cinco EstrellasClariana ViveroNessuna valutazione finora
- Reco No CimientoDocumento6 pagineReco No CimientoAngie BenitezNessuna valutazione finora
- Decision Trees ExerciseDocumento44 pagineDecision Trees ExerciseHeriberto CruzNessuna valutazione finora
- Ciberseguridad & CiberdefensaDocumento59 pagineCiberseguridad & CiberdefensaJairo UparellaNessuna valutazione finora
- Ruta de Aprendizaje NB6 InformáticaDocumento1 paginaRuta de Aprendizaje NB6 InformáticaMarco Antonio Nicloux LópezNessuna valutazione finora
- GM 13P - Practica Pert-Cpm - 1Documento11 pagineGM 13P - Practica Pert-Cpm - 1Nick DipeNessuna valutazione finora
- Material Asignacion 3 - Como Crear Formulas en ExcelDocumento8 pagineMaterial Asignacion 3 - Como Crear Formulas en ExcelcesarNessuna valutazione finora
- Tecnica para La Revision y Evaluacion de Programas PertDocumento19 pagineTecnica para La Revision y Evaluacion de Programas PertLourdes HernandezNessuna valutazione finora
- Capacitacion BasedeDatosOracleDocumento49 pagineCapacitacion BasedeDatosOracleMirian VinuezaNessuna valutazione finora
- Power PointDocumento58 paginePower Pointana freitesNessuna valutazione finora
- Componentes Internos Del CpuDocumento10 pagineComponentes Internos Del Cpuandy atencioNessuna valutazione finora
- Ejercicios de Excel ResueltosDocumento30 pagineEjercicios de Excel ResueltosLuis Arceo50% (2)
- 04cd 00 PDFDocumento210 pagine04cd 00 PDFEmilio Rod HerNessuna valutazione finora
- Manual para Inscripción Al Curso Retorno Al Trabajo Ante CovidDocumento19 pagineManual para Inscripción Al Curso Retorno Al Trabajo Ante CovidDiego CoronaNessuna valutazione finora
- Luna Benites Carolina EstefaniaDocumento157 pagineLuna Benites Carolina EstefaniaAndres OrellanaNessuna valutazione finora
- Cunix PDFDocumento63 pagineCunix PDFAlejandro León GoveaNessuna valutazione finora
- Diseño de Publicaciones Con Microsoft Publisher - Ficha 1Documento12 pagineDiseño de Publicaciones Con Microsoft Publisher - Ficha 1Antonio Barrera FierroNessuna valutazione finora
- Antecedent eDocumento3 pagineAntecedent ejuli el proNessuna valutazione finora
- Modelos de Arquitectura de Computo Equipo 3Documento11 pagineModelos de Arquitectura de Computo Equipo 3Jorge Alberto Jimenez Rosales100% (1)
- AdmontelDocumento289 pagineAdmontelFrancisco J. UlloaNessuna valutazione finora
- Manual TC 2Documento144 pagineManual TC 2García Abarca Haana MireyaNessuna valutazione finora
- Estructuras Dinamicas de DatosDocumento25 pagineEstructuras Dinamicas de DatosFRANKFRANCONessuna valutazione finora
- D.flujo Pisco Sector Camara V - 2Documento1 paginaD.flujo Pisco Sector Camara V - 2Roger Alexander Vilchez CastroNessuna valutazione finora
- Soft RorschachDocumento71 pagineSoft RorschachRodrigo Vargas PérezNessuna valutazione finora
- Entregable-Informatica 01gianDocumento4 pagineEntregable-Informatica 01gianGian NavarroNessuna valutazione finora
- Practicas Recuperacion ResueltasDocumento16 paginePracticas Recuperacion ResueltasalejandromoraNessuna valutazione finora